一种环压模具及管道压接工具
文献发布时间:2023-06-19 09:51:02
技术领域
本发明属于管路连接工具技术领域,特指一种环压模具及管道压接工具。
背景技术
管道压接工具是一种通过卡压接的方式把两个管道连接在一起的工具,其主要的结构为环压模具。
专利号为201310524363.0的发明专利公开了一种卡压式管件的环压模具,其包括一个呈圆弧形的定模和两个呈圆弧形的动模,两个动模的内端分别铰接在上述定模的两端处,两个动模的外端能扣合在一起且当其扣合后定模、动模内侧形成呈环形的用于卡压管件外侧的卡压环,卡压环上具有若干均布的卡压部,当该模具扣合后上述卡压部与管件能由线接触或局部面接触转变为卡压部完全挤压在管件外侧。在压接管件时,卡压部与管件的接触能由线接触或局部面接触转变为卡压部完全挤压在管件外侧,因此,刚开始压接时,卡接部对管件的压强较大,最后完全贴靠挤压在管件外侧,使管件的压接效果较好。
上述技术方案很好的解决了小管路(直径为40-60mm)的压接效果问题,但是仍存在以下缺陷:
1、上述结构中,动模的模体是由三块板材通过铰接柱拼装而成,在两块板材之间形成导向槽,由于压接力比较大,长时间使用之后,板材容易形变,导致压接精度下降。
2、三块板材的孔位尺寸很难做到一样的精度,因此会存在受力不均匀的情况,导致出现其中一块板材先断裂的现象。
3、上述动模模体的拼装结构相对比较复杂、装配效率低。
正因为上述原因,该结构更不适用于压接力更大的大管道(直径为60-108mm)压接中,这也使得在排水、消防、供气等大型的管道中,无法更好的实现一次性压接。
发明内容
本发明的目的是提供一种结构简单、操作方便、压接可靠的环压模具及管道压接工具,主要应用于直径60mm以上的大管道连接。
本发明的目的是这样实现的:
一种环压模具,包括定模组以及若干动模组,
所述定模组的上下两侧分别转动设置有至少一个动模组,动模组之间首尾连接,两侧动模组的尾端分别设置有卡压柱;其中,所述定模组包括定模座和定模压瓣,每个动模组均包括动模座和动模压瓣;
所述动模座通过铰接销转动设置在定模座或另一个动模座的一端;
所述动模座的内侧开设有弧形导向槽,所述动模压瓣的外侧壁延伸设置有弧形导向条,所述动模压瓣通过弧形导向槽和弧形导向条的配合活动设置在动模座上;
所述动模座和动模压瓣之间设置有径向补偿装置,径向补偿装置包括设置在弧形导向槽内的弹簧限位部A、设置在弧形导向条上的弹簧限位部B,以及设置在两者之间的复位弹簧;
所有的动模压瓣以及定模压瓣一起围成用于卡压接管道的环状压接结构。
优选地,所述弧形导向槽的端壁上延伸设置有限位凸起,所述弧形导向条的侧壁上开设有与限位凸起相适配的限位凹槽,限位凸起与限位凹槽配合,实现动模座和动模压瓣的定位安装。
优选地,在远离弹簧限位部A的弧形导向槽一端设置有压瓣限位部,压瓣限位部设置在动模压瓣的端部,并防止其脱离弧形导向槽。
优选地,在定模座与动模座的铰接处,或/和,动模座与另一个动模座的铰接处设置有动模组压接限位机构,所述动模组压接限位机构包括设置在其中一部件上的限位销以及设置在另一部件上的限位扣,当环状压接结构处于极限按压状态时,限位扣抵接在限位销上。
优选地,在定模座与动模座的铰接处,或/和,动模座与另一个动模座的铰接处设置有辅助合模结构,所述辅助合模结构包括开设在其中一部件端部的顶杆安装孔,顶杆安装孔内设置有顶杆弹簧和顶杆,所述顶杆抵接在与之铰接的另一部件上。
优选地,相邻两个动模座的弧形导向槽分别设置在不同的圆截面上,且对应的弧形导向条与之对应设置。
优选地,所述环压模具包括一个定模组和四个动模组,所述定模组的上下两侧分别通过铰接销转动设置有两个动模组。
一种管道压接工具,包括液压机构、转换头以及所述的环压模具,所述液压机构通过转换头驱动环压模具工作,并实现管道卡压接;
所述液压机构包括钳头、缸体和液压驱动结构,所述缸体的后端设置有液压驱动结构,所述缸体的前端安装有用于安装转换头的钳头、且两者之间形成活塞腔,活塞腔内设置有活塞组件,活塞组件的活塞杆伸出活塞腔,在液压驱动结构的作用下,活塞杆驱动转换头工作;
所述转换头包括用于抵接活塞杆外端的导推部和用于夹持环压模具的夹持部,导推部驱动夹持部实现夹紧。
优选地,所述转换头还包括左右连板,左右连板之间分别通过转动销设置有上钳臂和下钳臂,上钳臂和下钳臂的抵接处还设置有钢球;
所述上钳臂和下钳臂的后部分别形成导推部;所述上钳臂和下钳臂的前端分别形成夹持部;
所述左右连板的后端通过钳头销安装在钳头上;
上钳臂和下钳臂之间设置有至少一根转换头弹簧,所述上钳臂或/和下钳臂的后端外侧壁上设置有安装手柄。
优选地,所述钳头的后端设置有螺纹孔,所述缸体前端依次设置有外螺纹部和限位环槽,所述钳头螺纹连接在缸体前端,且螺纹孔内固定有转动限位销,所述转动限位销设置在限位环槽内,且转动限位销的直径小于限位环槽的宽度。
本发明相比现有技术突出且有益的技术效果是:
1、本发明通过液压机构、转换头以及环压模具的联动工作,实现大管道的一次性卡压接,其具有操作方便、压接效率高、使用寿命长等优点。
2、本发明的环压模具由一个定模组以及若干动模组组成,所述定模座是一体的,相比原先三块板材的拼接结构,方便安装、不易变形、精度更高、承压能力更强,适合大管道的卡压接。其中,弧形导向槽和弧形导向条的配合方式,方便了动模座和动模压瓣的安装;所述径向补偿装置可以提高管道的承压压力、抗拉拔力以及抗扭转力;所述动模压接限位结构可以防止因为压接时受力不均匀使动模压瓣行程不一致,导致管件压成异性,降低了密封性和承压压力:所述环模辅助合模结构可以防止在压之前,模具从管件上脱落,方便操作。
3、本发明通过按压安装手柄,使得夹持部的打开更加省力,方便环压模具的安装以及转换头的搬运。
4、本发明的钳头可以转动,当遇到拐角或者其他复杂的安装环境时,可以转动钳头实现环压模具的位置调节,方便操作。所述限位环槽和转动限位销用于限制钳头的转动,防止钳头脱离缸体。
附图说明
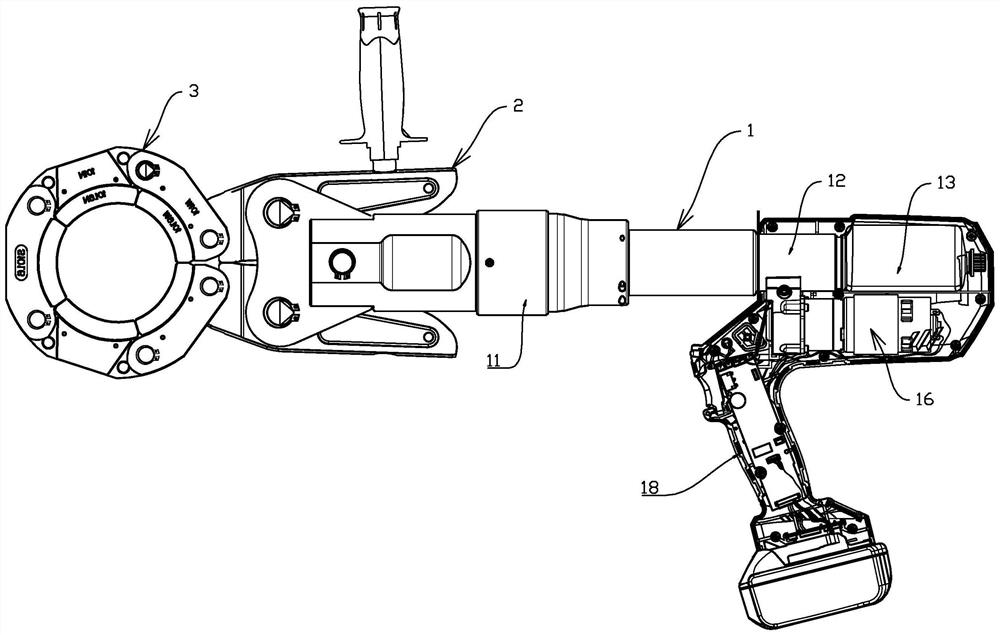
图1是本发明管道压接工具的结构示意图。
图2是本发明环压模具的主视图。
图3是图2中A-A处环状压接结构的剖视图。
图4是图3中B-B处环压模具左圆截面的剖视图。
图5是图3中C-C处环压模具中圆截面的剖视图。
图6是图3中D-D处环压模具右圆截面的剖视图。
图7是图2中E-E处动模座和动模压瓣配合的剖视图。
图8是本发明环压模具的立体图。
图9是本发明定模压瓣和动模压瓣的立体图。
图10是本发明定模压瓣和动模压瓣的侧视图。
图11是本发明动模座的立体图。
图12是本发明环压模具的爆炸图。
图13是本发明动模座和动模压瓣的爆炸图。
图14是本发明环压模具上安装卡板的结构示意图。
图15是本发明环压模具上安装卡板的剖视图。
图16是本发明转换头的主视图。
图17是本发明转换头的仰视图。
图18是本发明液压机构的剖视图之一。
图19是图18中F-F处柱塞组件的剖视图。
图20是图18中G-G处转动限位结构的剖视图。
图21是本发明液压机构的剖视图之二。
图22是图21中H处泄压装置的剖视图。
图中标号所表示的含义:
1-液压机构;2-转换头;3-环压模具;
11-钳头;111-转动限位销;112-钳头销;113-护套;
12-缸体;121-进油阀;122-出油阀;124-限位环槽;
13-油袋;
14-活塞组件;141-活塞杆;142-滚轮;143-活塞弹簧;144-限位挡圈;145-活塞;
15-柱塞组件;151-柱塞;152-缸套;153-柱塞弹簧;154-弹簧柱;155-低压活塞;
16-柱塞驱动装置;
17-泄压装置;171-泄压阀座;172-泄压阀针;173-泄压活塞;174-泄压弹簧;175-泄压弹簧座;
18-手持外壳;
21-上钳臂;211-导推部;212-夹持部;22-下钳臂;23-左右连板;24-转动销;25-钢球;26-转换头弹簧;27-安装手柄;
31-定模组;311-定模座;312-定模压瓣;313-卡板;
32-动模组;321-动模座;322-动模压瓣;323-弧形导向槽;324-弧形导向条;325-限位凸起;326-限位凹槽;327-压瓣限位部;
33-铰接销;34-卡压柱;
35-径向补偿装置;351-弹簧限位部A;352-弹簧限位部B;353-复位弹簧;
36-动模组压接限位机构;361-限位销;362-限位扣;
37-辅助合模结构;371-顶杆弹簧;372-顶杆。
具体实施方式
下面结合具体实施例对本发明作进一步描述:
如图1所示,一种管道压接工具,包括液压机构1、转换头2以及环压模具3,所述液压机构1通过转换头2驱动环压模具3工作,并实现管道卡压接。
【液压机构】
如图18、21所示,所述液压机构1包括钳头11、缸体12和液压驱动结构,所述缸体12的前端安装有用于安装转换头2的钳头11,且钳头11和缸体12之间形成活塞腔,活塞腔内设置有活塞组件14,活塞组件14包括活塞杆141、活塞弹簧143、限位挡圈144以及活塞145,所述限位挡圈144设置在钳头11和缸体12的连接处,并用于活塞限位。所述活塞145安装在活塞杆141的内端,所述活塞弹簧143套装在活塞杆141外部并抵接在限位挡圈144以及活塞145之间,实现活塞杆141复位。所述活塞杆141的外端依次穿过限位挡圈144和钳头11端面后伸出活塞腔,且其外端设置有用于驱动转换头2工作的一对滚轮142。
所述钳头11的后端设置有螺纹孔,所述缸体12前端依次设置有外螺纹部和限位环槽124,所述钳头11螺纹连接在缸体12前端,其中,所述限位挡圈144的一端安装在螺纹孔的底部、其另一端安装在缸体12内壁上。如图20所示,所述螺纹孔内通过螺钉固定有转动限位销111,所述转动限位销111设置在限位环槽124内,且转动限位销111的直径小于限位环槽124的宽度。由于限位环槽124和转动限位销111的限制,可以允许钳头11转动一定角度,该转动角度的范围为0-310度。当遇到拐角或者其他复杂的安装环境时,可以转动钳头11实现环压模具的位置调节,方便操作。
液压驱动结构具体如下:如图19所示,所述缸体12的中部开设有柱塞腔,柱塞腔内活动设置有柱塞组件15,柱塞组件15包括柱塞151、缸套152、柱塞弹簧153、弹簧柱154以及低压活塞155,所述缸套152通过第一密封圈螺纹连接在柱塞腔外端,所述柱塞151穿设在缸套152的中部并伸入柱塞腔,且两者之间设置有第二密封圈。所述柱塞腔内依次设置有柱塞弹簧153、弹簧柱154以及低压活塞155,所述低压活塞155的中部开设有用于出油的通孔,所述低压活塞155抵接在柱塞151的内端。
所述柱塞151的外端设置有柱塞驱动装置16,柱塞驱动装置16一般分为手动式柱塞驱动装置和电动式柱塞驱动装置,手动式柱塞驱动装置包括铰接在缸体12上的手动推杆,手动推杆的中部铰接柱塞151,通过手动推杆的来回按压实现柱塞151的往复运动。
所述电动式柱塞驱动装置包括电机、减速器以及偏心轮结构,电机通过减速器和偏心轮结构实现柱塞151的往复运动。本实施例优选为电动式柱塞驱动装置,其还需要电池或者连接市电的电源线提供电力,并通过线路板以及电源开关实现控制。
所述缸体12的后端安装有油袋13,油袋13和柱塞腔之间设置有进油通道和进油阀121,进油阀121的前端设置有进油过滤器。所述柱塞腔和活塞腔之间设置有出油通道和出油阀122,所述进油阀121和出油阀122的具体结构已经在专利号为201821913263.1的实用新型《一种用于液压工具的单向阀》中公开,此处不再赘述。
液压机构工作原理:所述柱塞驱动装置16驱动柱塞151往复运动,实现进油阀121从油袋中吸油以及出油阀122向活塞腔出油,从而推动活塞杆向外移动。
该液压机构具有出油快、功率大等特点。
如图22所示,所述活塞腔和油袋13之间设置有泄压通道和泄压腔,泄压腔内设置有泄压装置17,所述泄压装置17包括泄压阀座171、泄压阀针172、泄压活塞173、泄压弹簧174以及泄压弹簧座175,所述泄压阀座171中部开设有第一泄压孔、并安装在泄压腔底部的泄压通道上,所述泄压阀针172上依次设置有泄压活塞173、泄压弹簧174以及泄压弹簧座175,且其安装在泄压腔内,在泄压弹簧174的作用下,使得泄压阀针172抵接在第一泄压孔上。所述泄压腔的侧壁上开设有连通油袋的第二泄压孔,在泄压弹簧174的作用下,所述泄压活塞173设置在第一泄压孔和第二泄压孔之间的泄压腔内。所述泄压阀针172的外端连接有泄压开关,当该工具完成压接后,拨动泄压开关,泄压阀针172离开第一泄压孔连通第二泄压孔,使得活塞腔内的高压液压油可以自动流入油袋,实现回油泄压。
为了方便手持,所述缸体12的后端设置有包裹电机、油袋、电路板等结构的手持外壳18,手持外壳18上设置有电源开关以及泄压开关。
另外,所述钳头11的中部套设有护套113,可以避免卡手。所述缸体12中部设置有吊环,方便搬运。
【转换头】
如图16-17所示,所述转换头2包括可相互转动的上钳臂21和下钳臂22、以及左右连板23,所述左右连板23之间分别通过转动销24设置有上钳臂21和下钳臂22,上钳臂21和下钳臂22的抵接处还设置有钢球25。所述左右连板23的后端设置有钳头销安装孔,并通过钳头销112安装在钳头11上。所述转动销24和钳头销112均为圆柱销,其安装后两端通过卡簧固定。
所述上钳臂21和下钳臂22的后部内侧分别形成曲面状的导推部211并抵接在活塞杆141外端的滚轮142上;所述上钳臂21和下钳臂22的前端内侧分别形成夹持部212,夹持部212为弧形勾部,并用于环压模具3的夹紧。为了配合环压模具3的夹紧位置,每一侧的夹持部212均并排设置有两个。当活塞杆向外移动时,滚轮142作用在导推部211上,并驱动其张开,从而实现夹持部212的夹紧。
为了实现环压模具3更好的安装,上钳臂21和下钳臂22之间设置有至少一根转换头弹簧26,本实施例设置有两根;所述上钳臂21或/和下钳臂22的后端外侧壁上设置有安装手柄27,具体地,所述安装手柄27通过螺纹连接的方式可拆卸设置在前臂上,优选垂直设置。
通过按压安装手柄,使得夹持部212的打开更加省力,方便环压模具的安装。
【环压模具】
如图2-13所示,所述环压模具3包括一个定模组31以及若干动模组32,动模组32的数量可以是2个、4个、6个、8个等等,所述定模组31的上下两侧分别通过铰接销33转动设置有至少一个动模组32,且围成用于卡压接管道的环状压接结构。其中,上侧的动模组32和下侧的动模组32尾端连接形成闭口,且两侧动模组32的尾端分别设置有卡压柱34,所述卡压柱34对应连接转换头2的夹持部212。当夹持部212夹紧时,环状压接结构受力缩小,并实现管道的卡压接。
具体地,所述定模组31包括定模座311和定模压瓣312,本实施例中两者优选一体成型。每个动模组32均包括动模座321和动模压瓣322,所述动模座321通过铰接销33转动设置在定模座311或另一个动模座321的一端。所述卡压柱34和铰接销33均为圆柱销,两端分别通过卡簧固定安装。
如图4所示,所述动模座321的内侧开设有弧形导向槽323,所述动模压瓣322的外侧壁延伸设置有弧形导向条324,所述动模压瓣322通过弧形导向槽323和弧形导向条324的配合活动设置在动模座321上。所有的动模压瓣322以及定模压瓣312内壁成型有用于卡压接管道的弧形压接槽,并一起围成所述环状压接结构。
在合模状态时,所述弧形压接槽半径所在的圆心均在同一点或同一条直线上,并形成一个规则的圆环压槽,用于圆形管道的压接。为了增加抗拉拔力、抗扭转力和抗弯曲力,在动模压瓣322以及定模压瓣312内表面,即弧形压接槽两侧的边沿上,其半径所在的圆心均不在同一点或同一条直线上,并形成一个不规则的封边圆环。
如图5所示,每个动模座321和动模压瓣322之间均设置有径向补偿装置35,径向补偿装置35包括设置在弧形导向槽323内的弹簧限位部A351、设置在弧形导向条324上的弹簧限位部B352、以及设置在两者之间的复位弹簧353。弹簧限位部A351和弹簧限位部B352优选为限位杆,且两者垂直设置,即弹簧限位部A351设置在环状压接结构的轴向方向、弹簧限位部B352在环状压接结构的径向方向。为了方便复位弹簧353的安装,所述弧形导向条324的外侧壁开设有弧形槽,所述弹簧限位部B352安插在弧形槽的一端。
在合模时,径向补偿装置35可以微调动模压瓣322的圆周位置,进行自动的径向补偿,从而可以提高管道的承压压力、抗拉拔力以及抗扭转力。
如图6所示,在远离弹簧限位部A351的弧形导向槽323一端设置有压瓣限位部327,压瓣限位部327设置在动模压瓣322的端部,并防止其脱离弧形导向槽323。
如图7、13所示,所述弧形导向槽323的端壁上延伸设置有限位凸起325,所述弧形导向条324的侧壁上开设有与限位凸起325相适配的限位凹槽326,限位凸起325与限位凹槽326配合,实现动模座321和动模压瓣322的定位安装。
如图5所示,在定模座311与动模座321的铰接处,或/和,动模座321与另一个动模座321的铰接处设置有动模组压接限位机构36,所述动模组压接限位机构36包括设置在其中一部件上的限位销361以及设置在另一部件上的限位扣362,当环状压接结构合模后处于极限按压状态时,限位扣362抵接在限位销361上,并可以防止因为压接时受力不均匀使动模压瓣行程不一致,导致管件压成异性,降低了密封性和承压压力。
如图4所示,在定模座311与动模座321的铰接处,或/和,动模座321与另一个动模座321的铰接处设置有辅助合模结构37,所述辅助合模结构37包括开设在其中一部件端部的顶杆安装孔,顶杆安装孔内设置有顶杆弹簧371和顶杆372,所述顶杆372抵接在与之铰接的另一部件上。
如图8所示,本实施例中,所述环压模具3包括一个定模组31和四个动模组32,所述定模组31的上下两侧分别通过铰接销33转动设置有两个动模组32,两个动模组32之间也通过铰接销33相互铰接。具体地,所述定模座两端均设置有三爪板,连接定模座的动模座两端均设置有两爪板,远离定模座的动模座两端均设置有三爪板,对应的三爪板与二爪板依次安插后通过铰接销33连接。
另外,所述限位销设置在二爪板上,所述限位扣设置在三爪板的中间爪上。
如图9-11所示,相邻两个动模座321的弧形导向槽323分别设置在不同的圆截面上,且对应的弧形导向条324与之对应设置,即弧形导向条324错位设置。具体地,所述圆截面分为左中右三个,本实施例中,三个连续相邻的弧形导向槽323均开设在三个不同的圆截面上。这样有利于增加环压模具的强度。
如图14-15所示,所述定模组31的一侧可以根据需要设置卡板313,卡板313通过波形弹性垫圈以及卡板挡圈固定在铰接销的一端,卡板313的中部设置有弧形卡槽,弧形卡槽设置在所述环状压接结构的端面,并起到防呆作用,防止定模组和动模组装反。与此同时,弧形卡槽与管件压接方向相反。
上述实施例仅为本发明的较佳实施例,并非依此限制本发明的保护范围,故:凡依本发明的结构、形状、原理所做的等效变化,均应涵盖于本发明的保护范围之内。
- 一种环压模具及管道压接工具
- 一种链式环模压接装置及具有该装置的环压模具组件