一种用于钣金加工的打磨装置
文献发布时间:2023-06-19 10:06:57
技术领域
本发明涉及钣金加工领域,具体是一种用于钣金加工的打磨装置。
背景技术
钣金,指用手工或机械的方法,把金属薄板、型材和管材制成具有一定形状、尺寸和精度的零件的操作,是一种常用的金属加工工艺,可以通过后续的一系列加工对加工后的薄板进行切割和弯曲,并将材料加工成符合应用要求的零件。
对于加工完成的钣金板需要进行打磨处理,使钣金板在使用时,避免因为毛刺而对加工这造成伤害;
而现有技术中多使用人工手持打磨头对钣金板进行打磨;而人工打磨的效果较差,效率较低,进一步的,针对某些形状特殊的钣金板,如大小两端不尽相同的T形钣金板,需要打磨的钣金板面并不位于同一平面内,这就需要在打磨时调节打磨头的打磨面,而调节打磨头进行换面打磨之前还需要重新对齐,防止打磨出现失误,这样调整再对齐所耗费的时间过长,因此,亟需一种能够对T形的钣金板进行打磨面分类的打磨装置。
发明内容
本发明的目的在于提供一种用于钣金加工的打磨装置,以解决上述背景技术中提出的问题。
为实现上述目的,本发明提供如下技术方案:
一种用于钣金加工的打磨装置,包括打磨头和用于支撑一类钣金板的一类承纳座,所述一类承纳座的上方设置有放料机构、分类机构和投料机构,所述一类钣金板依次通过放料机构、分类机构和投料机构,所述放料机构包括传送壳体,且所述分类机构承接从传送壳体上落下的一类钣金板;所述分类机构包括限位板、横杆和分类杆,所述限位板的数量有两个,二者关于传送壳体对称设置,且两个所述限位板内均开设有限位槽,所述限位槽通过滑块和横杆滑动连接,所述横杆的杆体中间固定设置有套筒,所述套筒内滑动穿设有分类杆;所述横杆的两端还固定连接有凸头;所述滑块的截面为矩形。
作为本发明进一步的方案:所述限位板包括斜边和直边,所述斜边靠近传送壳体设置,所述直边水平设置。
作为本发明再进一步的方案:所述放料机构还包括滚轮,所述滚轮的数量有多个,且均转动设置于传送壳体内,多个滚轮的轴线平行设置。
作为本发明再进一步的方案:所述投料机构包括滑落壳体、磁吸块和磁吸片,所述滑落壳体的数量有两个,并关于分类杆对称设置,所述滑落壳体包括斗圈和桶圈,所述斗圈上大下小设置,所述桶圈固定连接于斗圈的下端面上,所述桶圈的直径和一类钣金板的大端长度相同;所述桶圈的侧面还固定设置有磁吸片,所述磁吸片的侧面还设置有磁吸块,所述磁吸片和磁吸块磁性连接;且所述磁吸块和外部控制器连接。
作为本发明再进一步的方案:所述磁吸片的数量有两对,每个滑落壳体上均安装有一对,且位于同一个滑落壳体上的两个磁吸片关于滑落壳体的轴线对称设置;每个磁吸片的侧面均设置有一个与之磁性连接的磁吸块。
作为本发明再进一步的方案:所述滑落壳体的下方还设置有用于打磨一类钣金板的打磨机构,所述打磨机构包括打磨头、驱动轴和移动板,所述打磨头上固定连接有移动块,所述移动块滑动连接于开设在移动板中的移动槽内,且所述打磨头的侧面还通过驱动轴和用于驱动打磨头转动的动力机构连接。
作为本发明再进一步的方案:所述移动槽包括线性边和弧形边,且所述移动块的两端均为和弧形边滑动配合的圆弧形。
作为本发明再进一步的方案:还包括二类钣金板,所述二类钣金板的支撑面为弧面,所述二类钣金板的下方设置有二类承纳座,所述二类承纳座的承接面上开设有用于支撑弧面的V形槽。
与现有技术相比,本发明的有益效果是:使用时,首先将一类钣金板2的大平面水平放置,并使一类钣金板2的中线和分类杆17的轴线相对竖直摆放,此时所述一类钣金板2因为其T形的独特结构,会因为两端的重力不同而分别向大端所在侧落下,而多个一类钣金板2在进入分类机构3时,大小两端的摆放不尽相同,遂本设计能够对落下后同样下落状态的一类钣金板2进行同一面的分类和一次性打磨加工,待一面加工完成后,整体换面加工,该过程只需一次对刀即可,大大节约了因为反复对刀消耗的时间。
附图说明
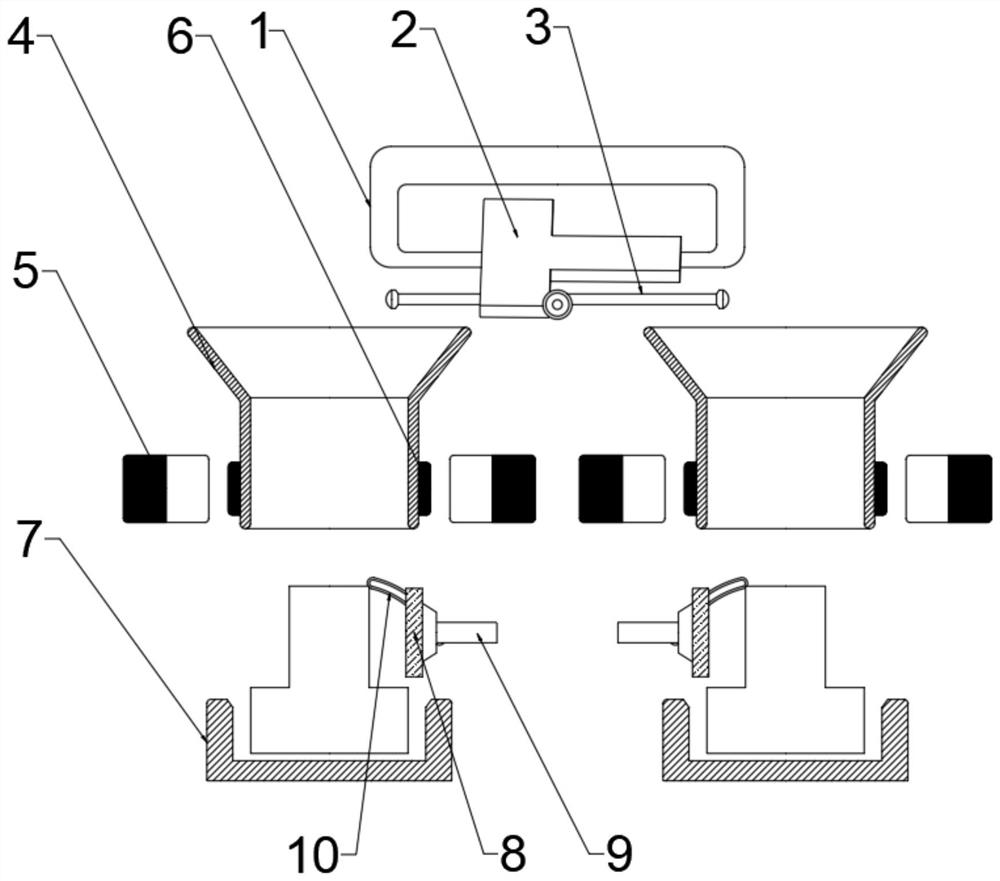
图1为一种用于钣金加工的打磨装置的结构示意图。
图2为一种用于钣金加工的打磨装置中移动槽的结构示意图。
图3为一种用于钣金加工的打磨装置中放料机构和分类机构俯视图的结构示意图。
图4为一种用于钣金加工的打磨装置中分类杆和横杆的结构示意图。
图5为一种用于钣金加工的打磨装置中二类钣金板和二类承纳座的结构示意图。
图6为一种用于钣金加工的打磨装置中传送壳体和限位板侧视图的结构示意图。
图中:1-传送壳体、2-一类钣金板、3-分类机构、4-滑落壳体、5-磁吸块、6-磁吸片、7-一类承纳座、8-打磨头、9-驱动轴、10-移动板、11-移动块、12-移动槽、13-滚轮、14-限位槽、15-凸头、16-滑块、17-分类杆、18-套筒、19-二类承纳座、20-二类钣金板、21-横杆、22-限位板。
具体实施方式
下面结合具体实施方式对本专利的技术方案作进一步详细地说明。
请参阅图1和图3,作为一个实施例,一种用于钣金加工的打磨装置,包括打磨头8和用于支撑一类钣金板2的一类承纳座7,所述一类承纳座7的上方设置有放料机构、分类机构3和投料机构,所述一类钣金板2依次通过放料机构、分类机构3和投料机构,所述放料机构包括传送壳体1,且所述分类机构3承接从传送壳体1上落下的一类钣金板2;所述分类机构3包括限位板22、横杆21和分类杆17,所述限位板22的数量有两个,二者关于传送壳体1对称设置,且两个所述限位板22内均开设有限位槽14,所述限位槽14通过滑块16和横杆21滑动连接,所述横杆21的杆体中间固定设置有套筒18,所述套筒18内滑动穿设有分类杆17;所述横杆21的两端还固定连接有凸头15;所述滑块16的截面为矩形。
使用时,首先将一类钣金板2的大平面水平放置,并使一类钣金板2的中线和分类杆17的轴线相对竖直摆放,此时所述一类钣金板2因为其T形的独特结构,会因为两端的重力不同而分别向大端所在侧落下,而多个一类钣金板2在进入分类机构3时,大小两端的摆放不尽相同,遂本设计能够对落下后同样下落状态的一类钣金板2进行同一面的分类和一次性打磨加工,待一面加工完成后,整体换面加工,该过程只需一次对刀即可,大大节约了因为反复对刀消耗的时间;
具体的,所述限位槽14内滑动设置有截面为矩形的滑块16,是为了防止所述横杆21在受到因一类钣金板2下落时带来的转向力时相对限位槽14发生旋转,进而会带动分类杆17发生旋转,而所述分类杆17作为分离一类钣金板2的重要部件不可发生相对水平面的转动;再者,所述横杆21内通过套筒18滑动设置有分类杆17,套筒18的设置一方面是为了通过套筒18自身的长度起到提高分类杆17稳定力的目的,另一方面,所述套筒18和分类杆17之间的滑动还能够改变分类杆17的杆体和横杆21之间的相对位置,进一步提高分类杆17对不同规格的一类钣金板2的适应能力。
请参阅图1和图6,作为一个优选实施例,所述限位板22包括斜边和直边,所述斜边靠近传送壳体1设置,所述直边水平设置。
使用时,因为所述斜边和直边的设置,一方面,斜边能够在一类钣金板2从传送壳体1内滑落时起到一定的聚合限位的作用,提高限位板22对于滑向直边的一类钣金板2的扶正能力,始终使一类钣金板2的中线能够和分类杆17的轴线位于同一竖直面内;另一方面,直边也有利于滑块16的滑动,方便滑块16带动横杆21进行位置的调节,提高了本设计在调节时的灵敏度。
请参阅图3,作为另一个优选实施例,所述放料机构还包括滚轮13,所述滚轮13的数量有多个,且均转动设置于传送壳体1内,多个滚轮13的轴线平行设置。
在传送壳体1内通过设置转动的滚轮13进行一类钣金板2的运输,其目的是因为滚轮13和一类钣金板2在接触时只有位于滚轮13上的切线和一类钣金板2接触,再通过滚动摩擦将一类钣金板2运输至传送壳体1外侧,切线和一类钣金板2的接触设计尽可能减小了放料机构和一类钣金板2的接触面积,防止一类钣金板2上的还未经打磨的毛刺给放料机构带来的损害。
请参阅图1,作为另一个优选实施例,所述投料机构包括滑落壳体4、磁吸块5和磁吸片6,所述滑落壳体4的数量有两个,并关于分类杆17对称设置,所述滑落壳体4包括斗圈和桶圈,所述斗圈上大下小设置,所述桶圈固定连接于斗圈的下端面上,所述桶圈的直径和一类钣金板2的大端长度相同;所述桶圈的侧面还固定设置有磁吸片6,所述磁吸片6的侧面还设置有磁吸块5,所述磁吸片6和磁吸块5磁性连接;且所述磁吸块5和外部控制器连接。
当一类钣金板2依靠重力被分类机构3分类成两拨大头朝下的状态时,所述一类钣金板2会首先落入滑落壳体4内,而所述滑落壳体4内的斗圈的斜面能够起到限位滑动的作用,即所述一类钣金板2在沿着斗圈滑动的同时,精准的以竖直状态落入桶圈内;又因为在一类钣金板2下落的同时,所述一类钣金板2可能会相对原本设计好的加工面发生旋转,因此还设置有磁吸片6和磁吸块5,使用前,封上滑落壳体4的下端口,当一类钣金板2发生旋转时,开启外部控制器,并使磁吸块5内部产生磁场,通过磁力吸引磁吸片6,并带动滑落壳体4发生转动,使滑落壳体4位于加工面上,同时,因为一类钣金板2自身同为金属,因此所述磁吸片6会对位于滑落壳体4内的一类钣金板2也具有吸引力,并使一类钣金板2转动至加工面上,再打开下端口,以待下一步打磨加工。
请参阅图1,作为一个优选实施例,为了提高磁吸块5在通电时对于磁吸片6的吸引力,所述磁吸片6的数量有两对,每个滑落壳体4上均安装有一对,且位于同一个滑落壳体4上的两个磁吸片6关于滑落壳体4的轴线对称设置;每个磁吸片6的侧面均设置有一个与之磁性连接的磁吸块5。
多个磁吸片6和磁吸块5的设置,能够提高转动滑落壳体4和滑落壳体4内部的一类钣金板2的速率,进而能够提高整个机构在运转时的速率。
请参阅图1,作为另一个优选实施例,所述滑落壳体4的下方还设置有用于打磨一类钣金板2的打磨机构,所述打磨机构包括打磨头8、驱动轴9和移动板10,所述打磨头8上固定连接有移动块11,所述移动块11滑动连接于开设在移动板10中的移动槽12内,且所述打磨头8的侧面还通过驱动轴9和用于驱动打磨头8转动的动力机构连接。
使用时,开启动力机构,并通过驱动轴9带动打磨头8转动,而所述打磨头8设置的位置刚好处于落下的一类钣金板2的侧面,沿着所述移动槽12进行滑动,即可完成对一类钣金板2的打磨处理。
请参阅图1-2,作为另一个优选实施例,所述移动槽12包括线性边和弧形边,且所述移动块11的两端均为和弧形边滑动配合的圆弧形。
所述弧形边的设计,能够和移动块11相配合,使所述打磨头8沿着弧形边移动,进而能够旋转打磨头8的角度,对一类钣金板2的倒角处进行打磨处理,提高了本设计的打磨范围。
请参阅图1和图5,作为另一个优选实施例,还包括二类钣金板20,所述二类钣金板20的支撑面为弧面,所述二类钣金板20的下方设置有二类承纳座19,所述二类承纳座19的承接面上开设有用于支撑弧面的V形槽。
当钣金板的一端为弧面时,即如二类钣金板20,此时,常规的一类承纳座7的水平面不能有效定位并支撑起二类钣金板20,因此还设置有二类承纳座19,V形槽和弧面的相配合不但能提高支撑时的稳定性还能够起到自定位二类钣金板20的作用,提高了定位的精准度。
有必要进行说明的是,本申请技术方案的用电部件,如动力机构等均与外部控制器连接,所述的外部控制器为现有技术,本申请技术方案未对其进行改进,因而不需要公开外部控制器的具体型号、电路结构等,不影响本申请技术方案的完整性。
上面对本专利的较佳实施方式作了详细说明,但是本专利并不限于上述实施方式,在本领域的普通技术人员所具备的知识范围内,还可以在不脱离本专利宗旨的前提下作出各种变化。
- 一种用于钣金加工的表面打磨装置
- 一种适用于钣金加工的打磨装置