基于加热面凹坑测试的反馈控制系统和方法
文献发布时间:2023-06-19 10:19:37
技术领域
本发明涉及超导材料领域,具体地,涉及一种基于加热面凹坑测试的反馈控制系统和方法。
背景技术
本文以PLD镀制REBCO膜层进行叙述但不限于REBCO一种超导材料或PLD一种方法。
在各种真空镀膜工艺的镀膜过程中,为保证基底上薄膜的质量,很多薄膜的制备都需要对镀膜的基底进行加热,并且对镀膜过程中基底的温度偏差范围有着严格的要求。因此,加热系统是镀膜设备中至关重要的部分。而对于窄且长的连续的柔性基底带材,在镀膜中常采用循环往复的卷对卷结构,以增加镀膜面积,提高镀膜效率。虽然在不同的设备中,加热系统的结构、尺寸、几何形状等有所不同,但对于近似二维的柔性基底的带材来说卷对卷的走带结构要求所采用加热系统所采用的加热面均温区的面积应足够大,以与增大的镀膜面积相匹配,使镀膜过程中带材的温度保持不变。综上所述,为了保证卷对卷连续带材的镀膜质量,加热系统需要在大面积的加热面上保证带材的温度均匀。另一方面,大规模工业化生产需要柔性基底具有高的走带速度,以满足其高产量的需求。加热板尺寸的限制和高的走带速度使得柔性基底带材的加热时间很短,如何在极短的时间内使带材的温度提高至目标温度,这又是对加热系统提出的新的需求。
沉积温度是超导层工艺中最为关键的参数之一。ReBCO薄膜的生长的温区十分的窄,一般只有20℃。通常要测量准确衬底的温度并不是很方便。原因在于测量温度和实际温度之间往往存在明显差异。使用热电偶来测试衬底温度,测试的稳定度依赖于两者的稳定接触,即使非常理想的接触,衬底底面与表面仍存在温度梯度,这就是差异的来源。
加热系统已经达到了热平衡,如果此时置于其中的基带是静态的,那么基带可以看作是处在热环境下的一个点。对于这个点来说由于做了较长时间的热交换,衬底容易达到热平衡状态。因此这一差异关系是稳定的,比较容易能确定相对的最佳沉积温度。
不同于静态工艺,在动态的走带系统中,基带每个点要经历整个路径上很多不同的位置。由于加热系统中存在着热梯度,因此在整个基带路径上的各点温度会高低起伏。基带以一定的速度走过这个路径,经过不同的温度区域,将会有不停的吸热和放热过程,温度始终不会固定。如果想控制基带在镀膜时处于最佳温度,最理想的情况希望基带走过的整个路径上的温度梯度越小越好。然而规模化的生产需镀膜面积越大越好,越大的面积越容易造成大的温度梯度,这与理想的控温情况之间产生了矛盾。
其中两个问题十分棘手:1、如何通过一系列的温度测试,得到镀膜区带材所在位置的温度分布。2、如何再次得到带材经过镀膜区的温度分布。
第一个问题比较困难,原因有以下两个方面:1、镀膜区中不能直接设置热电偶,会干涉镀膜,同时镀膜时产生的等离子体羽辉也会干扰测试。2、腔体内也无法使用激光等光学温度的测试,原因在于镀膜的粉尘会覆盖光学器件。
第二个问题更加的困难,基带表面的温度取决于进入镀膜区时刻本身的温度和在镀膜区吸放热的过程。各道基带进入镀膜区时刻的温度又取决于和加热板之间的传导加热以及反射墙之间的辐射加热过程。
由于加热结构和环境极为复杂,通常还会受到水冷、等离子体羽辉,滚筒缺陷等等因素的干扰,因此热电偶组在测量中失效概率极大。例如一根超导带材的测试结果显示带材一侧由于温度过低临界电流甚至衰减至了0A。从薄膜的晶体结构判断镀膜时温度至少跌出窗口下限50-100℃,然而热电偶组的测试数据发现温度波动幅度只有5-10℃。
镀膜的带材会多道往复的绕制在加热板或加热滚筒上,为了防止其道与道之间的带材打滑后碰到一起互相机械接触导致损坏,因此多道往复的带材道与道之间会间隔设置。
加热滚筒或加热板一般会使用导热良好的超硬的合金材料,例如Inconel合金等。然而加热滚筒或加热板上,多道往复带材的间隔间隙,面对PLD羽辉的长时间轰击,加热板或加热滚筒上形成天然的坑纹。
这个坑纹的形成对镀膜很不利。
1、镀膜材料会在加热装置表面也镀上膜,由于存在坑纹会导致加热装置表面的膜凹凸不平,道与道的带材走带过程中一旦靠近碰到,互相机械接触导致损坏。这短期发生在加热滚筒和加热板上积累膜层较厚的情况下。长期发生在坑纹导致台阶面严重凹凸不平时。
2、这样每道带材将贴附在加热板或加热滚筒的一个台阶面上,台阶面的宽度时常小于带材的宽度,甚至小于带材宽度的一半。这对带材加热温度的传导会发生一定的变化。
3、台阶面与缝隙的边缘会经常出现圆弧面,如果弧度较大,对带材加热温度的传导也会发生一定的变化。
发明内容
针对现有技术中的缺陷,本发明的目的是提供一种基于加热面凹坑测试的反馈控制系统和方法。
根据本发明提供的一种基于加热面凹坑测试的反馈控制系统,包括:测距仪1、驱动机构2和加热装置;
所述测距仪1驱动连接在所述驱动机构2上;
所述加热装置设置于所述测距仪1的检测范围内;
所述测距仪1检测所述加热装置上的多个台阶面的弧度以及两两台阶面之间的缝隙宽度、缝隙深度;
所述反馈控制系统根据检测结果判断是否需要对所述加热装置进行维护。
优选地,根据检测出加热装置每个台阶面的弧度,得到影响带材宽度方向的导热温度梯度此参数作为带材镀膜时的温度控制参数。
优选地,根据检测结果判断是否需要对所述加热装置进行维护的方法包括:
根据缝隙的宽度、深度、加热装置每个的台阶面弧度,决定是否更换加热器。
优选地,根据检测结果判断是否需要对所述加热装置进行维护的方法包括:
根据检测得到的轮廓与上一次加热装置去膜维护后检测的轮廓做差法,根据差值估计所述加热装置上镀膜膜层厚度,根据所述镀膜膜层厚度判断是否需要对所述加热装置进行去膜。
优选地,根据检测结果判断是否需要对所述加热装置进行维护的方法包括:
根据检测得到的缝隙深度判断是否需要对所述加热装置进行去膜。
优选地,所述驱动机构2包括带驱动电机的导轨,所述测距仪1通过测距仪支架7安装在所述驱动机构2上。
优选地,所述加热装置包括加热滚筒3或加热板4;
所述加热滚筒3或所述加热板4安装在定位支架上。
优选地,所述驱动机构2和所述加热装置分别安装在底座5上。
根据本发明提供的一种基于加热面凹坑测试的反馈控制方法,包括:
检测加热装置上的多个台阶面的弧度以及两两台阶面之间的缝隙宽度、缝隙深度;
反馈控制系统根据检测结果判断是否需要对所述加热装置进行维护。
优选地,根据检测结果判断是否需要对所述加热装置进行维护的方法包括:
根据检测出加热装置每个台阶面的弧度,得到影响带材宽度方向的导热温度梯度此参数作为带材镀膜时的温度控制参数;
根据缝隙的宽度、深度、加热装置每个的台阶面弧度,决定是否更换加热器;
根据检测得到的轮廓与上一次加热装置去膜维护后检测的轮廓做差法,根据差值估计所述加热装置上镀膜膜层厚度,根据所述镀膜膜层厚度判断是否需要对所述加热装置进行去膜;
根据检测得到的缝隙深度判断是否需要对所述加热装置进行去膜。
与现有技术相比,本发明具有如下的有益效果:
本发明能够根据检测到的缝隙宽度、缝隙深度以及加热器每道台阶面弧度及时判断是否需要对加热装置进行维护或更换,提高超导带材的镀膜质量。
根据检测的加热装置每道的弧度,得到影响带材宽度方向的导热温度梯度此参数作为带材镀膜时的温度控制参数,能够使镀膜温度控制的更加精确。
根据检测得到的轮廓与上一次加热装置去膜维护后检测的轮廓做差法,根据差值估计所述加热装置上镀膜膜层厚度,根据所述镀膜膜层厚度判断是否需要对所述加热装置进行去膜,提高超导带材的镀膜质量。
根据检测得到的缝隙深度判断是否需要对所述加热装置进行去膜,凹槽处膜层如果凸出,带材容易与其发生剐蹭,卷边损坏。
附图说明
通过阅读参照以下附图对非限制性实施例所作的详细描述,本发明的其它特征、目的和优点将会变得更明显:
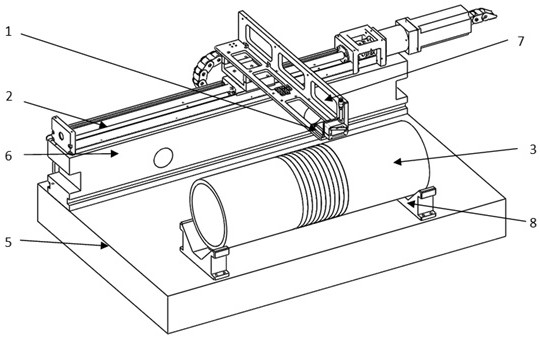
图1为基于加热面凹坑测试的反馈控制系统第一实施例的结构示意图;
图2为基于加热面凹坑测试的反馈控制系统第二实施例的结构示意图;
图3为第一实施例的局部放大图;
图4为第二实施例的局部放大图;
图5为测距仪检测得到的波形图;
图6位凹坑的截面示意图。
具体实施方式
下面结合具体实施例对本发明进行详细说明。以下实施例将有助于本领域的技术人员进一步理解本发明,但不以任何形式限制本发明。应当指出的是,对本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变化和改进。这些都属于本发明的保护范围。
实施例1
如图1和图3所示,本实施例提供的基于加热面凹坑测试的反馈控制系统,包括:测距仪1、驱动机构2和加热滚筒3。
测距仪1驱动连接在驱动机构2上,加热滚筒3安装在滚筒定位支架8上,并设置于测距仪1的检测范围内,测距仪1检测加热滚筒3上的多个台阶面的弧度以及两两台阶面之间的缝隙宽度、缝隙深度,如图5所示。反馈控制系统根据检测结果控制镀膜的温度以及判断是否需要对加热滚筒3进行维护。
实施例2
如图2和图4所示,本实施例提供的基于加热面凹坑测试的反馈控制系统,包括:测距仪1、驱动机构2和加热板4。
测距仪1驱动连接在驱动机构2上,加热板4安装在加热板定位支架9上,并设置于测距仪1的检测范围内,测距仪1检测加热板4上的多个台阶面的弧度以及两两台阶面之间的缝隙宽度、缝隙深度,如图5、图6所示。反馈控制系统根据检测结果判断是否需要对加热板4进行维护。
上述两个实施例中,根据检测结果控制镀膜的温度以及判断是否需要对加热装置进行维护的方法包括:
1、根据当前的检测结果与上一次检测结果的对比,得到影响带材宽度方向的温度梯度。由于镀膜的温度越高,缝隙的宽度、深度以及台阶面弧度的变化速度就越快,因此可以根据不同检测点的某个检测数据的变化程度,判断带材宽度方向的温度梯度,避免温度变化过大。
2、根据检测得到的缝隙深度,判断是否需要对所述加热装置进行更换。
3、根据检测得到的缝隙宽度,将当前缝隙宽度与上一次检测的缝隙宽度做差法,根据缝隙宽度的差值估计所述加热装置上镀膜膜层厚度,根据所述镀膜膜层厚度判断是否需要对所述加热装置进行去膜处理。
上述两个实施例中,测距仪1可以采用激光测距仪等设备,驱动机构2包括带驱动电机的导轨,测距仪1通过测距仪支架7安装在驱动机构2上。驱动机构2和加热装置分别安装在底座5上。
控制镀膜的温度的方法包括:
灰度采集步骤:实时获取镀膜过程中待测带材的膜层所在侧的灰度图像,将每条待测带材沿长度方向划分为多个部分,得到对应的多个灰度值。
厚度差计算步骤:将不同部分的灰度值之间进行比对,得到灰度差。镀膜的温度越高,灰度图像就会越白,即灰度值越大。
反馈控制步骤:根据所述灰度差、缝隙宽度以及台阶面弧度反馈控制镀膜的温度,从而将所述灰度差控制在预设范围内。
具体的,根据检测结果控制镀膜的温度以及判断是否需要对所述加热装置进行维护的方法包括:
根据检测出加热装置每个台阶面的弧度,得到影响带材宽度方向的导热温度梯度此参数作为带材镀膜时的温度控制参数。通常,镀膜温度越高,台阶面的弧度变化速度越快。因此,通过采集多个台阶面弧度的值,就可以知道这些采集点的镀膜温度,进而辅助温度控制。
根据缝隙的宽度、深度、加热装置每个的台阶面弧度,为了避免加热装置断裂,在深度超过预设值时就要更换加热装置,此外,在台阶面的宽度小于预设值、弧度大于预设值时,也会由于与带材不充分接触而影响镀膜,因此也需要进行更换。
根据检测得到的缝隙深度,可以估计镀在加热装置表面膜层的厚度。或者根据检测得到的轮廓与上一次加热装置去膜维护后检测的轮廓做差法,根据差值估计所述加热装置上镀膜膜层厚度,根据所述镀膜膜层厚度判断是否需要对所述加热装置进行去膜处理。
本发明还提供一种基于加热面凹坑测试的反馈控制方法,包括:
根据检测出加热装置每个台阶面的弧度,得到影响带材宽度方向的导热温度梯度此参数作为带材镀膜时的温度控制参数;
根据缝隙的宽度、深度、加热装置每个的台阶面弧度,决定是否更换加热器;
根据检测得到的轮廓与上一次加热装置去膜维护后检测的轮廓做差法,根据差值估计所述加热装置上镀膜膜层厚度,根据所述镀膜膜层厚度判断是否需要对所述加热装置进行去膜;
根据检测得到的缝隙深度判断是否需要对所述加热装置进行去膜。
本领域技术人员知道,除了以纯计算机可读程序代码方式实现本发明提供的系统及其各个装置、模块、单元以外,完全可以通过将方法步骤进行逻辑编程来使得本发明提供的系统及其各个装置、模块、单元以逻辑门、开关、专用集成电路、可编程逻辑控制器以及嵌入式微控制器等的形式来实现相同功能。所以,本发明提供的系统及其各项装置、模块、单元可以被认为是一种硬件部件,而对其内包括的用于实现各种功能的装置、模块、单元也可以视为硬件部件内的结构;也可以将用于实现各种功能的装置、模块、单元视为既可以是实现方法的软件模块又可以是硬件部件内的结构。
在本申请的描述中,需要理解的是,术语“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本申请和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本申请的限制。
以上对本发明的具体实施例进行了描述。需要理解的是,本发明并不局限于上述特定实施方式,本领域技术人员可以在权利要求的范围内做出各种变化或修改,这并不影响本发明的实质内容。在不冲突的情况下,本申请的实施例和实施例中的特征可以任意相互组合。
- 基于加热面凹坑测试的反馈控制系统和方法
- 基于加热面凹坑测试的反馈控制系统和方法