一种外饰件、双面膜片模内注塑的模具结构及方法
文献发布时间:2023-06-19 13:27:45
技术领域
本发明涉及模内注塑领域,更具体地涉及一种外饰件、双面膜片模内注塑的模具结构及方法。
背景技术
目前市场上现有的自动巡航雷达用汽车外饰件采用蒸发镀/溅射镀工艺实现饰件的金属效果和透波功能,工艺复杂,无加热除霜功能,寒冷天气条件下容易在自动巡航雷达饰件外形成冰霜层使雷达功能失效,为了消除冰霜的影响,现有技术的做法是在饰件上涂上防雾涂层,但是其成本较高,且除雾效果不理想;此外,为了实现彩色的装饰效果,需要对饰件进行多次遮蔽喷漆,工艺路径复杂,生产过程不环保。
发明内容
本发明的目的在于提供一种双面膜片模内注塑的模具结构,通过该模具结构可一次注塑成型同时具备加热除霜功能和定制化装饰效果的汽车外饰件。
为实现上述目的,本发明一方面提供一种外饰件,所述外饰件的两面分别设有功能膜片和装饰膜片,所述功能膜片包括发热基膜和多个均匀布置在所述发热基膜上的发热丝,所述装饰膜片包括依次设置的透明膜片和多个不同颜色的油墨层。
进一步地,所述发热丝为若干根,并盘绕在所述发热基膜的整个面上。
本发明的外饰件同时具有装饰和加热功能,可用于自动巡航雷达饰件,避免寒冷天气条件下功能饰件的性能失常。
本发明另一方面提供一种双面膜片模内注塑的模具结构,包括动模、定模和斜顶,所述动模具有型腔,和定模具有型芯,所述斜顶与所述定模滑动相连,其特征在于,所述双面膜片包括功能膜片和装饰膜片,所述功能膜片固定在所述型腔内,所述装饰膜片固定在所述型芯上,所述功能膜片和装饰膜片之间形成模腔;所述斜顶上设置有浇口,所述浇口与所述模腔连通。
进一步地,所述型腔和所述型芯上均设置有定位结构,所述功能膜片和装饰膜片分别通过定位结构固定在所述型腔和型芯上。
进一步地,所述定位结构为定位凸台,所述功能膜片和装饰膜片上设有定位孔,所述定位凸台与所述定位孔零间隙配合。
进一步地,所述定位凸台头部设置有导向锥度。
进一步地,所述斜顶包括头部和流道区域,所述头部上向外延伸有导向杆,所述浇口设置在所述导向杆上并与所述流道区域连通。
进一步地,所述装饰膜片的端部延伸至所述斜顶的流道区域,所述斜顶将所述装饰膜片的端部压制在所述型芯上。
进一步地,所述浇口的两侧对称设置有膜片定位区,所述膜片定位区具有与所述定位孔相对应的避空位。
进一步地,所述浇口的面积小于所述装饰膜片的面积。
本发明的双面膜片模内注塑的模具结构,通过定位结构,使得注塑过程中功能膜片和装饰膜片被定位和压制,减少注塑过程中熔融树脂对膜片的推挤,从而避免膜片产生褶皱;通过特殊的浇口保证装饰膜片流道区域的端部能够在型腔和型芯合模时被夹持,且熔融树脂流道距离功能膜片边缘有一定距离,确保熔融树脂在进入模腔时不会发生返包,从而可一次注塑成型同时具备加热除霜功能和定制化装饰效果的双面膜片。
本发明再一方面提供一种双面膜片模内注塑方法,包括以下步骤:
S1:透明膜片通过丝网印刷形成具有外饰件的图案的装饰膜片;
S2:所述装饰膜片经过高压预成型形成具有外饰件的形状;
S3:将发热丝嵌入发热基膜中形成功能膜片,所述功能膜片经过高压预成型形成具有外饰件的形状;
S4:完成高压预成型后的装饰膜片和功能膜片经过冲切形成外饰件需要包覆的外形;
S5:完成冲切后的装饰膜片和功能膜片分别安装在如上所述的模具结构中,经过双面膜片模内注塑形成外饰件产品。
本发明的双面膜片模内注塑方法,可完美解决注塑过程中的膜片定位问题、竖直返包问题和膜片褶皱问题,确保熔融的树脂顺利进入两层膜片的中间,从而一次注塑成型同时具备加热除霜功能和定制化装饰效果的双面膜片。
附图说明
图1是按照本发明实施例的装饰膜片的分层剖面示意图;
图2是按照本发明实施例的发热膜片的分层剖面示意图;
图3是按照本发明实施例的发热膜片的发热丝布局图;
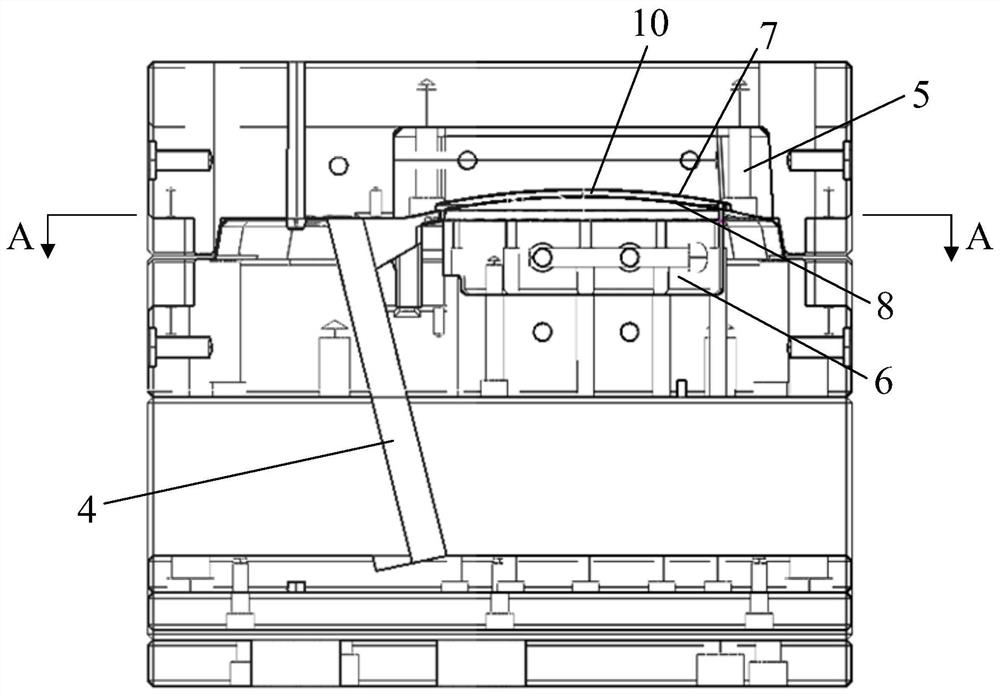
图4是按照本发明实施例的双面膜片模内注塑的模具结构的示意图;
图5是图4的双面膜片模内注塑的模具结构的局部放大图;
图6是图4的A-A剖视图;
图7是图4中的双面膜片模内注塑的模具结构的斜顶的局部放大图;
图8为本发明实施例提供的汽车外饰件的制造工艺流程图。
具体实施方式
下面结合附图,给出本发明的较佳实施例,并予以详细描述。
本发明实施例提供的自动巡航雷达外饰件的两面具有不同的功能,其中一面为功能膜片,具有发热功能,用于加热除霜,避免寒冷天气下自动巡航雷达功能失常;另外一面则为装饰膜片,用于实现定制化装饰效果。
如图1所示,装饰膜片包括透明的PC膜片F1、不同颜色的油墨层F2、F3和F5以及透明的粘合剂油墨F4,不同颜色的油墨层F2、F3和F5可以起到装饰作用,通过改变它们的颜色可实现定制化的装饰效果。装饰膜片可通过丝网印刷形成。
如图2所示,功能膜片包括透明的PC膜片F7和多个均匀布置在PC膜片F7上的发热丝F6,透明的PC膜片F7为发热基膜,发热丝嵌入发热基膜形成可发热的功能膜片。发热丝F6通电后加热,从而实现除霜功能。如图3所示,发热丝F6有若干根,每一根均均如电炉丝一样盘绕在整个PC膜片F7上,从而使发热丝F6覆盖的范围更广。发热膜片可通过特殊植入工艺形成,例如,超声波植线工艺,其通过铜丝在超声波焊头孔洞内高频振动产生热量,在焊头的压力下植入被植入的热塑性树脂,从而形成发热膜片。
装饰膜片和功能膜片之间具有透明树脂,发热丝F6的电路保护在透明的PC膜片F7和树脂之间,装饰膜的油墨层F2、F3和F5同样保护在PC膜片F1和树脂之间。
为了一次性注塑成型类似上述外饰件的双面膜片产品,如图4和5所示,本发明实施例提供一种双面膜片模内注塑的模具结构,包括动模5、定模和斜顶4,动模5具有型腔,定模具有型芯6,斜顶4顶部与定模滑动相连,双面膜片包括功能膜片7和装饰膜片8,其中,功能膜片7上设有发热丝,具有发热功能,用于加热除霜,其固定在动模5的型腔内,装饰膜片8则用于实现定制化装饰效果,其固定在型芯6上,功能膜片7和装饰膜片8之间则形成模腔10,注塑时,熔融树脂进入模腔10,从而完成双面膜片模内注塑。
具体地,型腔和型芯6上分别设置有定位结构1和定位结构2,功能膜片7通过定位结构1固定在型腔上,装饰膜片8通过定位结构2固定在型芯6上。通过定位结构1和定位结构2分别对功能膜片7和装饰膜片8进行定位,使得注塑过程中,功能膜片7和装饰膜片8不会发生移动而导致熔融树脂进入膜片与型腔或型芯之间而形成返包;而且,由于膜片被定位和压制,还可以减少注塑过程中熔融树脂对膜片的推挤,从而避免膜片产生褶皱。
定位结构1和定位结构2可以设置为定位凸台,功能膜片7和装饰膜片8上设置有与定位凸台配合的定位孔,定位凸台与定位孔零间隙配合实现,从而实现功能膜片7和装饰膜片8的固定定位。优选地,定位凸台为两段式结构,根部位圆柱式结构,其直径与定位孔尺寸相同,头部为圆台式结构,圆台顶部尺寸较定位孔尺寸较小,从而在头部形成导向锥度,这样有利于膜片定位孔的顺利导入,实现膜片的精确定位。
定位结构1和定位结构2还可以为其它外置挂耳式的定位结构,本发明对此不做限定。
如图6和7所示,斜顶4包括头部42,头部42上向外延伸有导向杆41,导向杆41上具有浇口3,浇口3的两侧对称设置有膜片定位区45,膜片定位区45由膜片避空边界44和浇口3限定,膜片定位区45内设置有定位孔避空位43,其与装饰膜片8的定位孔相对应,合模时,定位凸台2可插入装饰膜片8的定位孔避空位43,从而使斜顶4将装饰膜片8压制在型芯6上。
装饰膜片8的端部9延伸至斜顶4的流道区域11,浇口3的面积比装饰膜片8的端部9在此处的面积小,这样可以确保合模时斜顶4将装饰膜片8压制在型芯6上,熔融树脂通过装饰膜片8的外表面进入模腔10,而不会进入装饰膜片8和型芯6之间,从而避免形成返包。
由于斜顶4的头部42与型芯6上的装饰膜片8之间形成实际的熔融树脂流道,其距离功能膜片7边缘2mm,这样可以确保熔融树脂不会进入功能膜片7和型腔之间而形成返包。
与常规的模具相同,本发明的模具结构还包括模脚、顶针等其他部件,其结构和连接方式为本领域公知,此处不再赘述。
如图8所示,本发明的汽车外饰件的制造工艺流程包括如下步骤:
S1:PC膜片通过丝网印刷形成具有汽车外饰件的图案的装饰膜片;
S2:装饰膜片经过高压预成型形成具有汽车外饰件的形状;
S3:完成发热布线膜片经过高压预成型形成具有汽车外饰件的形状;
S4:完成预成型的膜片经过冲切形成汽车外饰件需要包覆的外形;
S5:完成冲切后的膜片安装至上述模具结构中,经过双面膜片模内注塑形成同时具有装饰功能和发热功能的汽车外饰件产品。
PC膜片也可以替换成其他透明膜片,本发明实施例对此不做限定。
本发明实施例提供的双面膜片模内注塑的模具结构,可一次注塑成型同时具备加热除霜功能和定制化装饰效果的汽车外饰件;通过定位结构1和定位结构2,使得注塑过程中膜片被定位和压制,减少注塑过程中熔融树脂对膜片的推挤,从而避免膜片产生褶皱;通过特殊的浇口3保证功能膜片流道区域的端部9能够在型腔和型芯6合模时被夹持,且熔融树脂流道距离功能膜片7边缘有一定距离,确保熔融树脂在进入模腔10时不会发生返包。
以上所述的,仅为本发明的较佳实施例,并非用以限定本发明的范围,本发明的上述实施例还可以做出各种变化。即凡是依据本发明申请的权利要求书及说明书内容所作的简单、等效变化与修饰,皆落入本发明专利的权利要求保护范围。本发明未详尽描述的均为常规技术内容。
- 一种外饰件、双面膜片模内注塑的模具结构及方法
- 一种能够对膜片定位的模内注塑模具