一种电子束焊接高温合金膜片的方法
文献发布时间:2023-06-19 19:21:53
技术领域
本发明属于焊接技术领域,具体涉及一种电子束焊接高温合金膜片的方法。
背景技术
高温合金是航空、航天和国防等领域的关键金属材料,广泛应用于发动机的高温部件。由于其具有良好的高温组织稳定性、抗氧化腐蚀性能和焊接性能,以及优异的抗疲劳和抗蠕变性能,已成为当前应用最为广泛的材料之一。
电子束焊接是一种高能量密度的焊接方法,通过电子枪产生的高速、高密度的电子束,轰击焊件的接头处,形成焊缝。相较于常规熔焊,电子束焊接具有热输入量小,热影响区窄,焊接变形小及在真空环境下焊缝纯净等特点。电子束焊接在航空航天等高端制造领域,得到广泛应用。同时,因其不会显著降低焊接接头的力学性能,电子束焊也逐渐被公认为是高温合金的最佳焊接方法。
近年来,采用电子束焊接高温合金材料的发动机构件的比重越来越大。现有的电子束焊接工艺,均采用母材自熔的方式形成焊接接头,但由于高温合金自身属性的原因,在焊接过程中会产生低熔点化合物,并在晶间聚集,易形成焊缝热裂纹。目前,主流方法是通过改善散热条件和优化工艺参数等措施,减少焊缝裂纹倾向,但是改善效果有限。
对于超薄件的高温合金焊接,极易在焊缝部位形成显微热裂纹,造成焊缝泄漏,导致产品失效。
发明内容
本发明的目的:提供一种电子束焊接高温合金膜片的方法,减少焊缝热裂纹。
有鉴于此,本发明提供了一种电子束焊接高温合金膜片的方法,包括:
步骤S01,将两个高温合金膜片01以及不锈钢垫片0202固定形成待焊件,其中,所述不锈钢垫片0202放置在两个所述高温合金膜片01之间并且所述不锈钢垫片0202与所述高温合金膜片01的焊接边齐平,所述不锈钢垫片0202中包括Mn、Cr、Mo、Ti元素中的一个或多个;
步骤S02,在真空环境下,采用真空电子束聚焦所述焊接边进行焊接,形成焊缝。
可选地,所述方法还包括:步骤S03,对所述焊缝进行气密性检查。
可选地,所述方法还包括:用汽油对两个所述高温合金膜片01进行超声波清洗,然后再用丙酮擦洗晾干。
可选地,所述真空环境的真空度为7×10-3mbar。
可选地,采用真空电子束聚焦所述焊接边进行焊接,形成所述焊缝还包括:对所述高温合金膜片01的内圆部位03焊接时,将所述不锈钢垫片0202放置在两个所述高温合金膜片01之间形成膜片01内圆组件,所述不锈钢垫片0202的内径与所述高温合金膜片01的内圆部位03焊接边齐平,所述内圆组件由两个高温合金膜片01背靠背焊接形成。
可选地,采用真空电子束聚焦所述焊接边进行焊接,形成所述焊缝还包括:对所述高温合金膜片01的外圆部位04焊接时,将所述不锈钢垫片0202放置在两个所述内圆组件之间,所述不锈钢垫片0202的外径与所述内圆组件的外圆部位04焊接边齐平。
可选地,所述高温合金膜片01的厚度≤0.2mm。
可选地,所述不锈钢垫片0202的厚度为所述高温合金膜片01厚度的0.7~1倍。
可选地,所述真空电子束加速电压为30kV-50kV,束射电流为0.2mA-3mA,所述高温合金膜片01的直径为10mm-150mm,焊接速度为1r/min-15r/min。
可选地,对所述焊缝进行气密性检查的方法还包括:使用氦质谱检漏仪检查所述焊缝气密性。
本发明通过增加不锈钢垫片02,将不锈钢中的Mn、Cr、Mo、Ti等元素过渡到焊缝中,起变质剂作用,能够细化晶粒,有利于降低热裂纹倾向,提高焊接接头质量。
附图说明
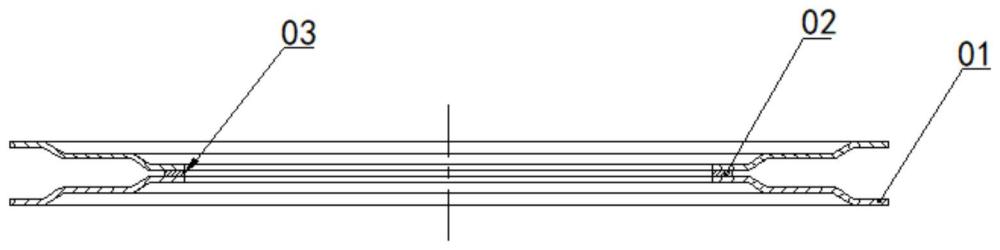
图1根据本发明实施例的一种电子束焊接高温合金膜片的方法的内圆焊接结构示意图;
图2根据本发明实施例的一种电子束焊接高温合金膜片的方法的外圆焊接结构示意图;
附图标记说明:
01-高温合金膜片,02-不锈钢垫片02,03-内圆部位,04-外圆部位。
具体实施方式
对于厚度在0.2mm以下的高温合金材料,焊接热裂纹控制有限。对此,本发明利用不锈钢垫片02,对高温合金膜片01进行电子束焊,可降低热裂纹倾向,提高焊缝质量。
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
图1根据本发明实施例的一种电子束焊接高温合金膜片的方法的内圆焊接结构示意图,如图1所示:
将两个高温合金膜片01以及不锈钢垫片02固定形成待焊件,其中,不锈钢垫片02放置在两个高温合金膜片01之间并且不锈钢垫片02与高温合金膜片01的焊接边齐平,不锈钢垫片02中包括Mn、Cr、Mo、Ti元素中的一个或多个;具体地,不锈钢垫片02的厚度为高温合金膜片01厚度的0.7~1倍,为奥氏体不锈钢。
在真空环境下,采用真空电子束聚焦(采用聚焦方式)焊接边进行焊接,形成焊缝(也称焊接接头)。进一步地,真空环境的真空度为7×10-3mbar。
根据本发明的一个实施例,对焊缝进行气密性检查。具体地,使用氦质谱检漏仪检查焊缝气密性。将待检的膜片01组件两端的圆周方向涂抹适量的真空封脂,并放入气检夹具中,采用喷吹法对膜片01组件的全部焊缝进行氦质谱检漏,要求氦质谱检漏仪读数小于1.3×10
根据本发明的一个实施例,在焊接之前,用汽油对两个高温合金膜片01进行超声波清洗,然后再用丙酮擦洗晾干。具体地,将两个高温合金膜片01分别用干净汽油进行超声波清洗,清洗后进行烘干,然后再将干净的白色绸布用丙酮浸湿,对待焊部位擦拭,擦拭后晾干,高温合金膜片01表面干净无异物,避免焊接过程中产生裂纹、夹杂等缺陷。
不锈钢垫片02的加工步骤为:备料、清洗、冷轧、修剪、落料、冲孔、清洗;来料状态为硬态时,冷轧前需进行真空退火处理。(1)备料:奥氏体不锈钢316L,带材,厚度0.20mm;(2)清洗:汽油清洗带材,纱布擦干,表面不应有污渍;(3)真空退火:(不影响冷轧时不进行)真空退火后应进行清洗,然后再冷轧;(4)冷轧:将带材由0.20mm轧至0.12mm;(5)修剪:剪去带材两端厚度不均匀和形状不规则部分;(6)落料:按不锈钢垫片02所需外径,冲切出相应直径的圆片;(7)冲孔:以圆片外径定位后,冲同心孔,孔径尺寸与膜片01内径相同;(8)清洗:用干净的汽油清洗冲孔后的不锈钢垫片02,然后晾干或擦干,表面不应有污渍。
具体地,对高温合金膜片01的内圆部位03焊接时,将不锈钢垫片02放置在两个高温合金膜片01之间形成膜片内圆组件,不锈钢垫片02的内径与高温合金膜片01的内圆部位03焊接边齐平,内圆组件由两个高温合金膜片01背靠背焊接形成。
图2根据本发明实施例的一种电子束焊接高温合金膜片01的方法的外圆焊接结构示意图;如图2所示:对高温合金膜片01的外圆部位04焊接时,将不锈钢垫片02放置在两个内圆组件之间,不锈钢垫片02的外径与内圆组件的外圆部位04焊接边齐平。
真空电子束加速电压为30kV-50kV,束射电流为0.2mA-3mA,高温合金膜片01的直径为10mm-150mm,焊接速度为1r/min-15r/min。
根据本发明的一个具体实施例为焊接母材选用厚度为0.15mm的GH4169膜片,膜片外径为50mm,内径为30mm。焊前将膜片用干净汽油进行超声波清洗,然后再用丙酮擦洗晾干,膜片表面干净无异物。不锈钢垫片02厚度为0.12mm,不锈钢垫片02经过备料、清洗、冷轧、修剪、落料、冲孔、清洗等工序制成。将不锈钢垫片02放入两个膜片之间,不锈钢垫片02边缘与膜片焊接边齐平,置于焊接夹具中进行固定。将通过焊接夹具固定的待焊件放入真空室中,当真空度达到7×10-3mbar后准备焊接,电子束焊采用聚焦方式对膜片端部进行焊接,形成焊接接头。先进行膜片内圆部位03焊接,再进行膜片外圆部位04焊接。内圆部位03焊接参数为加速电压:40kV,束射电流:1.2mA,焊接速度:5r/min;外圆部位04焊接参数为加速电压:40kV,束射电流:1.2mA,焊接速度:6r/min。焊接10组。
本发明利用不锈钢垫片02进行高温合金膜片电子束焊时,可将不锈钢中的Mn、Cr、Mo、Ti等元素过渡到焊缝中,起变质剂作用,能够细化晶粒,有利于降低热裂纹倾向,提高了焊接接头质量。
以上,仅为本发明的具体实施例,对本发明进行详细描述,未详尽部分为常规技术。但本发明的保护范围不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,可轻易想到的变化或替换,都应涵盖在本发明的保护范围之内。本发明的保护范围应以权利要求的保护范围为准。
- 一种电子束焊接镍基高温合金膜片的方法
- 一种GH4141镍基高温合金真空电子束焊接方法