一种高锡薄带的制备方法
文献发布时间:2023-06-19 19:35:22
技术领域
本发明涉及冶金铸造领域,具体为一种高锡薄带的制备方法。
背景技术
钎料是一种用于实现两种材料的结合,而在其间隙内或间隙旁所加的填充物。在现有的钎料制备过程中,锡元素是硬钎料中常用的添加组元,其能够降低钎料融化温度,提高钎缝质量。但是在锡含量达到一定比例时,过高的锡含量将会恶化钎料的加工性能,使得钎料容易断裂。例如在银铜钎料中添加锡元素,锡元素的含量最多能达到5.5wt.%(质量百分比)左右。铜磷钎料中添加4wt.%锡元素,则能够降低融化温度一百多度,并形成性能完好的钎缝,这是取代铜磷银最好的钎料,能够降低钎料制备成本。但是钎料中的锡含量在超过1wt.%时,随着锡含量的增加,钎料中的Cu
发明内容
本发明所解决的技术问题在于提供一种避免钎料在轧制过程中开裂的高锡薄带的制备方法。
本发明提供的基础方案:一种高锡薄带的制备方法,包括步骤:
S1:在钎料合金薄带表面黏附上一层钎剂;
S2:通过加热电极对钎料合金薄带进行加热,使钎料合金薄带温度达到350-450℃;
S3:使加热后的钎料合金薄带通过复合锡辊进行辊压,使得锡金属与钎料合金发生冶金反应,制备出高锡薄带钎料。
本发明的原理及优点在于:在GB/T 10046-2018中,BAg30CuZn钎料中含银量是30wt.%,该钎料液相线是765℃;BAg35CuZn钎料中含银量是35wt.%,该钎料液相线是755℃,银属于贵金属,增加5wt.%的银含量液相线温度降低了10℃。而BAg30CuZnSn中锡含量是1.5~2.5wt.%,其液相线是755℃,因此增加1.5~2.5wt.%对于钎料熔化温度的降低能达到增加5wt.%银的效果。但随着钎料中锡含量的增加,当钎料中锡含量超过5.5wt.%时,钎料在轧制过程中很容易开裂,很难加工成薄带。
而本方案中,先使得待加工的薄带合金钎料经过钎剂槽,在其表面黏附上一层钎剂,再经过加热电极对薄带合金钎料进行加热,使其温度达到350-450℃,再通过复合锡辊,在加热后的薄带钎料自身的温度作用下,使得复合锡辊表面的锡金属熔化,钎剂去除钎料合金表面的氧化膜,熔融的锡金属与钎料合金在复合锡辊的压力作用下发生冶金反应,使得锡金属均匀涂覆在钎料带表面,从而制备出高锡薄带钎料,经实验检测,本方案所制备的高锡薄带钎料,厚度为0.08-0.3mm,宽度10-200mm,锡含量在6-60wt.%,在不影响钎料加工性能的情况下,既提高了锡含量的同时,也避免了钎料在轧制过程中容易开裂的情况,实现了对高锡薄带钎料的制备。
进一步,还包括S4:通过收卷装置收卷加工完成的高锡薄带钎料。通过收卷装置收卷加工完成的高锡薄带钎料,能够有效控制高锡合金薄带通过复合锡辊时的速度,从而间接控制高锡薄带钎料的含锡量。
进一步,所述步骤S1中采用钎剂槽来盛装钎剂,钎剂组分为35%的ZnCl
进一步,所述步骤S2中的加热电极采用铜电极。铜电极具备优良的导电性和导热性,且成本低廉,能够在保证加热效率的同时,降低制备成本。
进一步,所述步骤S3中的复合锡辊为复合材质,中间为钢轧辊,外部为高纯锡套,锡套的纯度为99.99%,厚度为5mm-20mm。
进一步,所述步骤S3中的复合锡辊包括上锡辊和下锡辊,钎料合金薄带通过上锡辊和下锡辊之间的压力作用发生冶金反应。在钎料合金薄带本身的温度作用下,上下两个复合锡辊表面的锡金属融化,钎剂能够去除钎料合金表面的氧化膜,而后熔融状态下的锡金属能够与钎料合金在上锡辊和下锡辊的压力作用下发生冶金反应,从而使得锡金属均匀涂覆在钎料带表面,制备成高锡薄带钎料。
进一步,所述步骤S3中的复合锡辊还纵向设置有支撑辊,所述支撑辊用于支撑复合锡辊,防止复合锡辊变形,提高涂覆锡层的厚度和精度。
进一步,所述步骤S3中,上锡辊和下锡辊之间的压力范围为100-1000N,收卷装置的收卷速度范围为1-10m/min;通过控制上锡辊和下锡辊之间的压力以及高锡合金薄带经过上锡辊和下锡辊的速度能够制备不同含锡量的高锡薄带。
附图说明
图1为本发明实施例一的步骤流程图。
图2为本发明实施例一的铜磷锡钎料线扫描图。
图3为本发明实施例一的铜磷锡钎料面扫描图。
图4为本发明实施例一的铜磷银锡钎料线扫描图。
图5为本发明实施例一的铜磷银锡钎料面扫描图。
具体实施方式
下面通过具体实施方式进一步详细说明:
具体实施过程如下:
实施例一
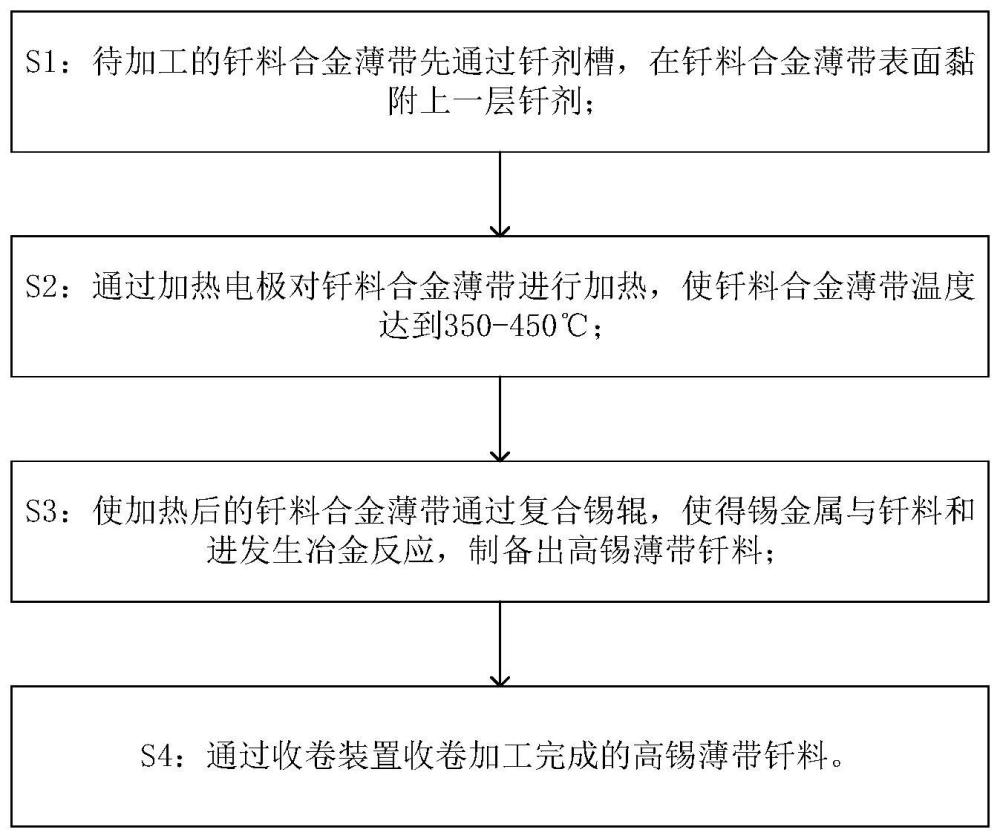
实施例一基本如附图1所示,一种高锡薄带的制备方法,包括步骤:
S1:待加工的钎料合金薄带先通过钎剂槽,在钎料合金薄带表面黏附上一层钎剂;
S2:通过加热电极对钎料合金薄带进行加热,使钎料合金薄带温度达到350-450℃;
S3:使加热后的钎料合金薄带通过复合锡辊进行辊压,使得锡金属与钎料合金发生冶金反应,制备出高锡薄带钎料;
S4:通过收卷装置收卷加工完成的高锡薄带钎料。
具体的,所述钎料合金薄带先是通过钎剂槽,在钎料合金薄带表面黏附上一层钎剂,本实施例中钎剂槽中盛装的钎剂组分为35%的ZnCl
本方案中的复合锡辊为复合材质,中间为钢轧辊,外部为高纯锡套,锡套的纯度为99.99%,厚度为5mm-20mm。复合锡辊包括上锡辊和下锡辊,钎料合金薄带通过上锡辊和下锡辊之间的压力作用发生冶金反应。在钎料合金薄带本身的温度作用下,上下两个复合锡辊表面的锡金属融化,钎剂能够去除钎料合金表面的氧化膜,而后熔融状态下的锡金属能够与钎料合金在上锡辊和下锡辊的压力作用下发生冶金反应,从而使得锡金属均匀涂覆在钎料带表面,制备成高锡薄带钎料。高锡薄带钎料的一端与收卷装置固定连接,通过收卷装置收卷加工完成的高锡薄带钎料。
此外,如表1所示,本实施例中的上锡辊和下锡辊之间的压力范围为100-1000N,收卷装置的收卷速度范围为1-10m/min;通过控制上锡辊和下锡辊之间的压力以及高锡合金薄带经过上锡辊和下锡辊的速度能够制备厚度为0.08-0.3mm,宽度10-200mm,锡含量在6-60wt.%的高锡薄带。
表1压力速度-含锡量对照表
经实验,本方案得到实验数据如下,经本方案所制备的高锡薄带钎料,如图2所示,一种铜磷锡钎料的微观组织图(复合锡辊的压力为600N和薄带经过锡辊的速度为2m/min),两侧的为锡层,中间的为铜磷层,锡含量达到55.79wt%。
如图3所示,一种铜磷锡钎料(复合锡辊的压力为600N和薄带经过锡辊的速度为2m/min)线扫描图,两侧的是锡层,中间的为铜磷层,锡含量达到55.79wt%。
如图4所示,一种铜磷银锡钎料(复合锡辊的压力为400N和薄带经过锡辊的速度为5m/min)线扫描图,两侧的是锡层,中间的为铜磷层。
如图5所示,一种铜磷银锡钎料(复合锡辊的压力为400N和薄带经过锡辊的速度为5m/min)线扫描图,两侧的是锡层,中间的为铜磷层,锡含量达到23.82wt%。
实施例二
实施例二与实施例一的区别仅在于所述步骤S3中的复合锡辊还纵向设置有支撑辊,所述支撑辊用于支撑复合锡辊,防止复合锡辊变形,提高涂覆锡层的厚度和精度。
以上的仅是本发明的实施例,方案中公知的具体结构及特性等常识在此未作过多描述,所属领域普通技术人员知晓申请日或者优先权日之前发明所属技术领域所有的普通技术知识,能够获知该领域中所有的现有技术,并且具有应用该日期之前常规实验手段的能力,所属领域普通技术人员可以在本申请给出的启示下,结合自身能力完善并实施本方案,一些典型的公知结构或者公知方法不应当成为所属领域普通技术人员实施本申请的障碍。应当指出,对于本领域的技术人员来说,在不脱离本发明结构的前提下,还可以作出若干变形和改进,这些也应该视为本发明的保护范围,这些都不会影响本发明实施的效果和专利的实用性。本申请要求的保护范围应当以其权利要求的内容为准,说明书中的具体实施方式等记载可以用于解释权利要求的内容。
- 一种锆钒基储氢合金薄带及其制备方法
- 一种用于织构镍基合金冷轧薄带表面EBSD测试的样品制备方法
- 一种利用多层金属极薄带卷复合制备无缝管的方法
- 自然沉降连续制备高硅钢薄带的方法及高硅钢薄带连续制备装置
- 自然沉降连续制备高硅钢薄带的方法及高硅钢薄带连续制备装置