一种霍尔开关中的霍尔元件安装设备
文献发布时间:2023-06-19 09:26:02
技术领域
本发明涉及汽车配件设计技术领域,尤其涉及一种霍尔开关中的霍尔元件安装设备。
背景技术
霍尔开关可以与带芯片的汽车安全带配合实现汽车安全带的锁定,霍尔开关包括霍尔开关本体、端子、霍尔元件和引线四个部件,制作霍尔开关需要将端子、霍尔元件和引线依次安装到霍尔开关本体上,其中霍尔元件需要经过裁切、折弯后方能安装到霍尔开关本体上,现有技术往往通过人工流水作业方式安装霍尔元件,消耗劳动力大、工作效率低,且容易造成折弯后的霍尔元件尺寸不统一,为此需要设计一种能够快速安装霍尔元件的自动控制设备。
发明内容
为了解决现有技术中霍尔元件的制作和安装往往通过人工流水作业方式完成,消耗劳动力大、工作效率低的技术问题,本发明提供了一种霍尔开关中的霍尔元件安装设备来解决上述问题。
本发明解决其技术问题所采用的技术方案是:一种霍尔开关中的霍尔元件安装设备,包括工作转盘、霍尔元件输送组件和加工工位组,所述工作转盘包括转盘本体和圆周阵列固定于所述转盘本体上的多个适于放置霍尔元件的载具工位;霍尔元件输送组件适于将霍尔元件输送至工作转盘的载具工位上;加工工位组包括多个顺序布置且适于加工霍尔元件的加工工位,所述加工工位与所述载具工位一一对应设置;所述转盘本体绕中心轴旋转,当所述转盘本体旋转一次时,所述载具工位从当前加工工位旋转至相邻的加工工位处。
霍尔元件输送组件将霍尔元件原料从料带中分离并放置到工作转盘上,通过工作转盘的旋转,霍尔元件原料依次进入到各个加工工位,完成相应加工工位上的加工作业,最后霍尔元件原料被加工为霍尔元件成品放置到霍尔开关本体上,整个操作过程均在工作转盘所在的区域内完成,有效节约空间尺寸,并且循环的旋转结构还能够实现多个工位同时工作。
进一步的,所述加工工位组包括周向顺序布置的上料工位、裁切工位、第一折弯工位、第二折弯工位和安装工位;所述霍尔元件输送组件将霍尔元件输送至所述上料工位,上料工位适于将霍尔元件夹紧在载具工位上;所述裁切工位适于裁切霍尔元件至标准尺寸;所述第一折弯工位适于将霍尔元件的引脚向上折弯45°,形成引脚倾斜段;所述第二折弯工位适于将霍尔元件的引脚二次折弯,形成阶梯型引脚;所述检测工位适于检测霍尔元件的折弯尺寸是否到位;所述安装工位将霍尔元件安装至霍尔开关本体上。
进一步的,所述载具工位包括载具、第一弹性结构和压紧板,所述第一弹性结构与所述转盘本体固定连接、并使所述载具能够上下升降,所述压紧板包含固定端和绕所述固定端旋转的自由端,当所述自由端靠近所述载具时,所述自由端能够压在所述霍尔元件的封头上。
进一步的,所述裁切工位包括第一下刀座、第一上刀座、前压块、驱动所述第一上刀座升降的第一升降机构和驱动前压块升降的第五升降机构,所述前压块适于压向所述载具,所述第一上刀座向下裁切霍尔元件的引脚后部。
进一步的,所述第一折弯工位包括支撑板、第二下刀座、第二上刀座、第一限位柱、驱动所述第二上刀座升降的第二升降机构和驱动所述第一限位柱升降的第六升降机构;所述第一限位柱位于载具的正上方,第二上刀座的下表面包含前方水平表面和后方倾斜表面,后方倾斜表面向上倾斜45°,所述前方水平表面与所述支撑板相对夹紧霍尔元件的引脚前部,所述第二下刀座与所述后方倾斜表面相对设置并折弯霍尔元件的引脚后部。
进一步的,所述第二折弯工位包括第三下刀座、第三上刀座、下压板、下撑板、第二限位柱、驱动所述第三上刀座和第二限位柱升降的第三升降机构、驱动所述下压板升降的第四升降机构和使所述下撑板上下升降的第二弹性结构;所述第二限位柱位于载具的正上方,所述下压板和下撑板相对夹紧霍尔元件的引脚前部,第三上刀座位于所述下压板的后方,第三下刀座和第三上刀座具有相对设置并折弯霍尔元件的引脚后部的前方倾斜表面,所述前方倾斜表面向上倾斜45°。
进一步的,所述安装工位包括上吸盘、角度转盘和六轴机器人,所述上吸盘适于吸附霍尔元件,所述上吸盘固定于所述角度转盘上,所述角度转盘将上吸盘的吸口旋转至六轴机器人的吸口处,所述六轴机器人将霍尔元件转运至霍尔开关本体上。
进一步的,所述上料工位包括中转座和转运机构,所述霍尔元件输送组件的末端、中转座和其中一个载具工位顺序布置于同一直线上;所述转运机构具有两个沿直线同步运动的爪盘,其中一个所述爪盘将霍尔元件输送组件上的霍尔元件转运至中转座上时,另一个爪盘将中转座上的霍尔元件转运至载具工位上。
进一步的,所述转盘本体上连接有分别向上料工位和安装工位所在的载具工位方向延伸的两个连接臂,每个所述连接臂上固定有第七升降机构,所述第七升降机构上连接有顶柱;所述固定端位于所述压紧板的中部,所述自由端和顶柱位于所述固定端的两侧,压紧板通过转动轴与转盘本体连接,所述转动轴上设置有扭簧,当所述顶柱压紧在所述压紧板上时,所述扭簧拉紧。
进一步的,每个所述载具工位的载具上设置有上下贯通的通孔,上料工位和安装工位处分别设置有与所述通孔对应的下吸口。
进一步的,所述霍尔元件输送组件包括卷膜轮、输送辊组件和上平台,卷膜轮上缠绕有料带,所述输送辊组件将料带传输至上平台。
本发明的有益效果是:
(1)本发明将用于加工霍尔元件的多个加工工位布置工作转盘的外周,通过工作转盘的旋转即可完成霍尔元件的整个加工和安装过程,占用空间小,极大简化霍尔开关的安装系统。
(2)本发明自动化程度高,可以减少劳动力,大大提高工作效率。
(3)本发明包含上料工位、裁切工位、第一折弯工位、第二折弯工位和安装工位,多个加工工位绕同一旋转方向顺序布置,每个工位负责一个加工步骤,直至将霍尔元件放置到霍尔开关本体上,每个加工步骤的加工精度能够得到保证。
附图说明
下面结合附图和实施例对本发明进一步说明。
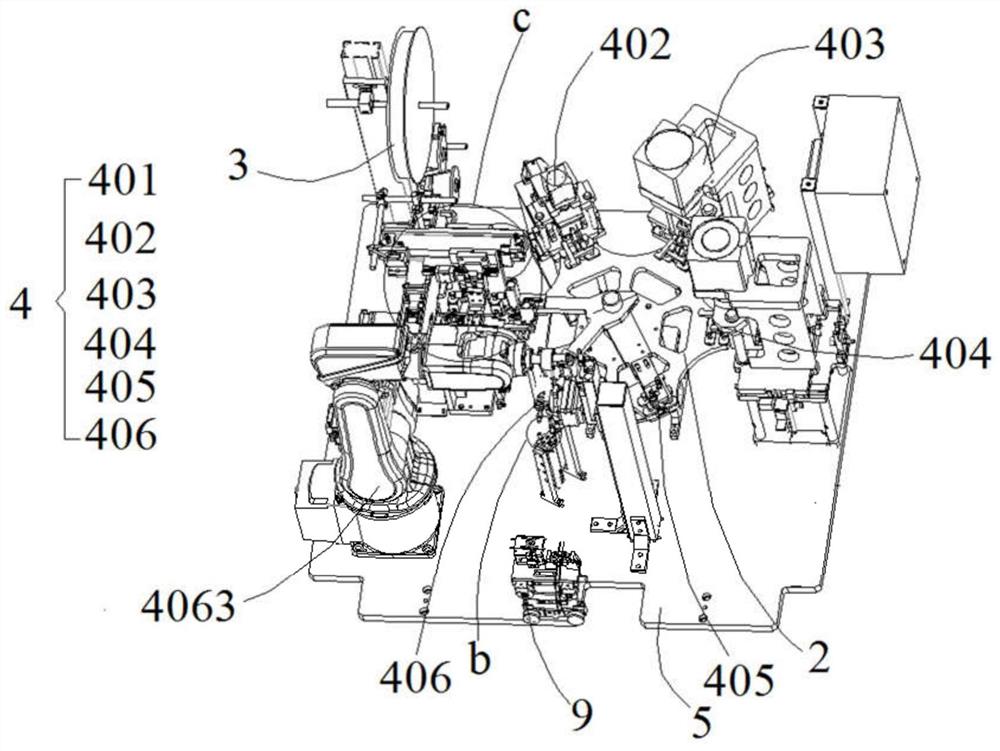
图1是本发明所述的霍尔开关中的霍尔元件安装设备的具体实施方式的立体图;
图2是本发明所述的霍尔开关中的霍尔元件安装设备的俯视图;
图3是图1中的b处放大图;
图4是图1中的c处放大图;
图5是本发明中所述工作转盘的立体图;
图6是本发明中所述工作转盘的俯视图;
图7是图5中的a处放大图;
图8是图6的A-A向剖视图;
图9是本发明中所述上料工位的立体图;
图10是本发明中所述上料工位的主视图;
图11是本发明中所述裁切工位的主视图;
图12是图11的B-B向剖视图(含局部放大图);
图13是本发明中所述第一折弯工位的主视图;
图14是图13的G-G向剖视图(含局部放大图);
图15是本发明中所述第二折弯工位的主视图;
图16是图15的D-D向剖视图(含局部放大图);
图17是本发明中所述角度转盘的立体图;
图18是本发明中所述霍尔元件输送组件的立体图;
图19是本发明中所述霍尔元件输送组件的俯视图;
图20是霍尔元件原料的结构示意图;
图21是霍尔元件处于第一步骤时的结构示意图;
图22是霍尔元件处于第二步骤时的结构示意图;
图23是霍尔元件处于第一步骤时的结构示意图。
图中,1、霍尔元件,101、引脚倾斜段,102、封头,103、引脚,2、工作转盘,201、转盘本体,202、载具工位,2021、载具、2022、第一弹性结构,20221、螺杆,20222、弹簧,2023、压紧板,20231、固定端,20232、自由端,2024、转动轴,2025、扭簧,203、连接臂,204、顶柱,205、第七升降机构,3、霍尔元件输送组件,301、卷膜轮,302、输送辊组件,303、上平台,4、加工工位组,401、上料工位,4011、中转座,4012、水平移动机构,4013、爪盘,402、裁切工位,4021、第一下刀座,4022、第一上刀座,4023、前压块,4024、第一升降机构,4025、第一推送气缸,4026、第一固定座,4027、第五升降机构,403、第一折弯工位,4031、支撑板,4032、第二下刀座,4033、第二上刀座,40331、前方水平表面,40332、后方倾斜表面,4034、第二升降机构,4035、第二固定座,4036、第一限位柱,4037、第二推送气缸,4038、第六升降机构,404、第二折弯工位,4041、第三下刀座,4042、第三上刀座,4043、下压板,4044、第三升降机构,4045、第四升降机构,4046、下撑板,4047、前方倾斜表面,4048、第二限位柱,405、检测工位,406、安装工位,4061、上吸盘,4062、角度转盘,4063、六轴机器人,5、底座,7、料带,8、下吸口,9、霍尔开关载具。
具体实施方式
下面详细描述本发明的实施例,所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,仅用于解释本发明,而不能理解为对本发明的限制。
霍尔元件1初始状态下以料带7形式存在,当霍尔元件1从料带7中取出后呈图中20所示的霍尔元件原料结构,而装入霍尔开关本体的霍尔元件1呈图23中所示的霍尔元件成品结构,霍尔元件原料包括两个引脚103和连接在两个引脚103两端的封头102,本发明中,霍尔元件原料转变至霍尔元件成品需要经过一下几个步骤:(1)按照引脚103的长度要求裁切霍尔元件原料,裁切后的霍尔元件1只有一个封头102,如图21所示。(2)将霍尔元件1的引脚103进行第一次折弯,折弯位置位于E点,将E点至引脚103末端的引脚103段向上折弯45°,形成引脚倾斜段101,如图22所示。(3)将霍尔元件1的引脚103进行第二次折弯,折弯位置位于F点,将F点至引脚103末端的引脚103段向下折弯45°,同时引脚倾斜段101的形状保持不变,即引脚倾斜段101整体以F点为中心向下旋转45°,此时引脚倾斜段101呈水平状态,从而使引脚103整体呈现图23所示的阶梯型结构。
一种霍尔开关中的霍尔元件安装设备,包括工作转盘2、霍尔元件输送组件3和加工工位组4,工作转盘2包括转盘本体201和圆周阵列固定于转盘本体201上的多个适于放置霍尔元件1的载具工位202;霍尔元件输送组件3适于将霍尔元件1输送至工作转盘2的载具工位202上;加工工位组4包括多个顺序布置且适于加工霍尔元件1的加工工位,加工工位与载具工位202一一对应设置;转盘本体201绕中心轴旋转,当转盘本体201旋转一次时,载具工位202从当前加工工位旋转至相邻的加工工位处。
如图1-图4所示,霍尔元件输送组件3和加工工位组4均固定在底座5上,工作转盘2通过旋转支承转动连接在底座5上(旋转支承未示意),工作转盘2绕竖直中心轴旋转,即工作转盘2的上端面保持水平,载具工位202圆周阵列布置于工作转盘2的上端面上,霍尔元件输送组件3位于工作转盘2的一侧,并与工作转盘2的其中一个载具工位202对应,向其输送霍尔元件1原料,加工工位组4布置于工作转盘2的外围,加工工位与载具工位202一一对应,用于对载具工位202上的霍尔元件1进行加工和安装。由于载具工位202在圆周方向循环旋转,因此本发明能够同时加工和安装多个霍尔元件1,即多个加工工位同时工作,最理想的状态下能够实现每个加工工位同步工作,例如每个加工工位的加工时间相同,此时只需要在加工时间后转动工作转盘2即可或者通过信号检测的方式检测每个加工工位是否结束作业,确保工作转盘2旋转时每个加工工位均已加工完成。
载具工位202包括载具2021、第一弹性结构2022和压紧板2023,第一弹性结构2022与转盘本体201固定连接、并使载具2021能够上下升降,压紧板2023包含固定端20231和绕固定端20231旋转的自由端20232,当自由端20232靠近载具2021时,自由端20232能够压在霍尔元件1的引脚103上。如图7和图8所示,载具2021的顶部具有适于放置封头102的凹槽,引脚103沿径向向外伸出载具2021,第一弹性结构2022包括螺杆20221和套设在螺杆20221上的弹簧20222,载具2021通过螺杆20221与转盘本体201连接,同时载具2021与螺杆20221活动连接,弹簧20222顶在载具2021的下端面,当载具工位202旋转至每个加工工位后,每个工位上的升降驱动机构可以下压载具2021或者霍尔元件1(此时弹簧20222收缩),将霍尔元件1调整至合适高度。压紧板2023位于载具2021的径向内侧,压紧板2023在外力作用下旋转,使自由端20232靠近或者远离载具2021,当上料工位401对应的载具工位202未放置霍尔元件1时,自由端20232位于最高点,压紧板2023远离霍尔元件1,当霍尔元件1由霍尔元件输送组件3放置到载具工位202上时上后自由端20232下降压紧封头102,装有霍尔元件1的载具工位202在加之间运动过程中,压紧板2023始终压紧霍尔元件1,避免霍尔元件1掉落,当装有霍尔元件1的载具工位202旋转至安装工位406时,自由端20232远离载具2021,霍尔元件1被取出。
压紧板2023可以通过旋转气缸实现旋转,但是旋转气缸的旋转速度过快,且压紧板2023的运动距离很小,短距离的频繁启闭工作容易造成旋转气缸的使用寿命减少,为此,本发明优选采用如下结构控制压紧板2023的运动:转盘本体201上连接有分别向上料工位401和安装工位406所在的载具工位202方向延伸的两个连接臂203,每个连接臂203上固定有第七升降机构205,第七升降机构205上连接有顶柱204;固定端20231位于压紧板2023的中部,自由端20232和顶柱204位于固定端20231的两侧,压紧板2023通过转动轴2024与转盘本体201连接,转动轴2024上设置有扭簧2025,当顶柱204压紧在压紧板2023上时,扭簧2025拉紧。如图2、图4和图7所示,转盘本体201上连接有两个连接臂203,第七升降机构205固定在连接臂203的末端,第七升降机构205包括具有滑槽的固定板和沿滑槽往复运动的滑块,固定板与连接臂203固定连接,顶柱204固定连接在滑块上,滑块可以通过气缸驱动或者电机齿轮传动方式驱动作往复直线运动,本发明中提到的其他升降机构均可以但不仅限于采用该结构。转动轴2024架设在两端支耳上,支耳可以固定在转盘本体201上,也可以固定在载具2021上,扭簧2025的一端与支耳固定,另一端与压紧板2023固定,当顶柱204压紧在压紧板2023上时,扭簧2025拉紧,此时压紧板2023的自由端20232向上抬起远离霍尔元件1,当顶柱204向上运动松开压紧板2023时,压紧板2023在扭簧2025的恢复力作用下旋转,自由端20232下降压紧封头102。由于仅上料工位401和安装工位406需要松开压紧板2023,因此需要设置两个连接臂203。
根据霍尔元件1的加工要求,加工工位组4包括周向顺序布置的上料工位401、裁切工位402、第一折弯工位403、第二折弯工位404和安装工位406;霍尔元件输送组件3将霍尔元件1输送至上料工位401,上料工位401适于将霍尔元件1夹紧在载具工位202上;裁切工位402适于裁切霍尔元件1至标准尺寸,即裁切至图21所示状态;第一折弯工位403适于将霍尔元件1的引脚103向上折弯45°,形成引脚倾斜段101,如图22所示;第二折弯工位404适于将霍尔元件1的引脚103二次折弯,形成阶梯型引脚103,如图23所示;安装工位406将霍尔元件1安装至霍尔开关本体上。作为优选的,也可以在安装工位406前设置检测工位405,用于检测霍尔元件1的折弯尺寸是否到位,当霍尔元件1到达安装工位406时,安装工位406仅安装合格的霍尔元件1,在本发明的一个具体实施例中,从上往下观察时,上料工位401、裁切工位402、第一折弯工位403、第二折弯工位404、检测工位405和安装工位406沿顺时针方向圆周布置,载具工位202也相应设置有六个,转盘本体201沿顺时针旋转,且转盘本体201每次旋转的角度为60°。
上料工位401:
上料工位401包括中转座4011和转运机构,霍尔元件输送组件3的末端、中转座4011和其中一个载具工位202顺序布置于同一直线上;所述转运机构具有两个沿直线同步运动的爪盘4013,其中一个爪盘4013将霍尔元件输送组件3上的霍尔元件1转运至中转座4011上时,另一个爪盘4013将中转座4011上的霍尔元件1转运至载具工位202上。如图4、图9和图10所示,中转座4011的顶部适于放置霍尔元件1原料,霍尔元件输送组件3的末端是指在霍尔元件输送组件3中霍尔元件1原料所处的最后位置,两个爪盘4013均由上向下延伸,并且通过同一个水平移动机构4012控制作水平往复运动,例如水平运动的滑块,爪盘4013内部设置真空吸附结构,利用真空吸附的方式将霍尔元件1原料吸附到爪盘4013上,每个爪盘4013上还连接有升降气缸,用于调节每个爪盘4013的高度,两个爪盘4013的设置可以实现霍尔元件1原料的中间转运,将霍尔元件1从霍尔元件输送组件3运转至中转座4011是为了对霍尔元件1进行定位,使霍尔元件1以精准定位状态进入载具工位202。
裁切工位402:
如图11和图12所示,裁切工位402包括第一下刀座4021、第一上刀座4022、前压块4023、驱动第一上刀座4022和前压块4023升降的第一升降机构4024,前压块4023适于压紧霍尔元件1的前部,第一上刀座4022向下裁切霍尔元件1的引脚103后部。
第一上刀座4022与霍尔元件1原料中需要裁切的部位正对,第一下刀座4021和第一上刀座4022前后相切裁剪引脚103,同时前压块4023与第一上刀座4022同步相对压紧引脚103的前部,当装有霍尔元件1原料的载具工位202旋转至裁切工位402时,前压块4023与第一上刀座4022同时下压,前压块4023首先压在压紧板2023的上表面,霍尔元件1的引脚103放置到第一下刀座4021的上表面,此时前压块4023停止运动,第一上刀座4022继续向下运动裁切霍尔元件1原料。
裁切工位402的后方还设置有第一推送气缸4025,第一推送气缸4025推动第一固定座4026沿转盘本体201的径向往复运动,第一下刀座4021、第一升降机构4024和第五升降机构4027均固定连接在第一固定座4026上。第一推送气缸4025用于调整第一下刀座4021、第一上刀座4022和前压块4023与载具工位202的水平距离。
第一折弯工位403:
如图13和图14所示,第一折弯工位403包括支撑板4031、第二下刀座4032、第二上刀座4033、第一限位柱4036、驱动第二上刀座4033升降的第二升降机构4034和驱动第一限位柱4036升降的第六升降机构4038;第一限位柱4036位于载具2021的正上方,第二上刀座4033的下表面包含前方水平表面40331和后方倾斜表面40332,后方倾斜表面40332向上倾斜45°,前方水平表面40331与支撑板4031相对夹紧霍尔元件1的引脚103前部,第二下刀座4032与后方倾斜表面40332相对设置并折弯霍尔元件1的引脚103后部。
前方水平表面40331与支撑板4031用于夹住引脚103上的E点至前方的引脚103段,避免折弯时该段产生弯曲,第二下刀座4032和后方倾斜表面40332用于折弯引脚103上的E点至后方的引脚103段,此处所述前方是指靠近载具2021的方向,后方是指远离载具2021的方向。当装有霍尔元件1的载具工位202旋转至第一折弯工位403时,第二升降机构4034和第六升降机构4038启动,第一上刀座4022和第一限位柱4036下压,当第一限位柱4036与载具2021的上表面接触时,前方水平表面40331与霍尔元件1的引脚103前部接触,第一限位柱4036推动载具2021向下运动,直至霍尔元件1的引脚103与第二下刀座4032接触,接着第一限位柱4036和第一上刀座4022持续下压,引脚103上的E点至引脚103的末端不断折弯,直至霍尔元件1的引脚103与支撑板4031的上表面接触,引脚103第一次折弯完成。
与裁切工位402相同,第一折弯工位403的后方还设置有第二推送气缸4037,第二推送气缸4037推动第二固定座4035沿转盘本体201的径向往复运动,支撑板4031、第二升降机构4034和第六升降机构4038均固定连接在第二固定座4035上。第二推送气缸4037用于调整支撑板4031、第二下刀座4032、第二上刀座4033与载具工位202的水平距离。
第二折弯工位404:
如图15和图16所示,第二折弯工位404包括第三下刀座4041、第三上刀座4042、下压板4043、下撑板4046、第二限位柱4048、驱动第三上刀座4042和第二限位柱4048升降的第三升降机构4044、驱动下压板4043升降的第四升降机构4045和使下撑板4046上下升降的第二弹性结构(第二弹性结构未示意);第二限位柱4048位于载具2021的正上方,下压板4043和第三下刀座4041相对夹紧霍尔元件1的引脚103前部,第三上刀座4042位于下压板4043的后方,第三下刀座4041和第三上刀座4042具有相对设置并折弯霍尔元件1的引脚103后部的前方倾斜表面4047,前方倾斜表面4047向上倾斜45°。
第三下刀座4041的前方倾斜表面4047的前方还具有与下压板4043正对的水平面,该水平面与下压板4043共同夹住引脚103的F点至前方的引脚103段,避免折弯时该段产生弯曲,第三下刀座4041和第三上刀座4042的前方倾斜表面4047用于折弯引脚103的F点至E点的引脚103段,折弯之后,引脚103的F点至后方的引脚103段的形状与第三上刀座4042的下表面形状相同,前方倾斜表面4047与水平面之间的夹角为45°,即为第一折弯工位403处引脚103的折弯角度,由于引脚103折弯时需要压紧折弯部位前方的位置,因此本发明选择分两次折弯,并且先折弯位于后段的E点,再折弯位于前段的F点。
当装有霍尔元件1的载具工位202旋转至第二折弯工位404时,下压板4043向下运动并压在霍尔元件1的引脚103前部的上表面,接着第三上刀座4042和第二限位柱4048向下运动,第二限位柱4048抵在压紧板2023的上表面,并推动载具2021向下运动,同时第三上刀座4042逐渐折弯霍尔元件1的引脚103后部,当引脚103到达下撑板4046时,下压板4043推动下撑板4046向下运动,下压板4043和下撑板4046共同保证位于其间的引脚103保持水平,直至引脚103与第三下刀座4041的上表面接触,第二弹性结构与第一弹性结构2022的原理相同,此处不再赘述,当下压板4043上升后,下撑板4046能够自动上升。
检测工位405:
检测工位405主要用于检测引脚103最低点的高度,保证折弯尺寸符合要求,检测工位405为测距传感器(传感器未示意),当装有霍尔元件1的载具工位202旋转至检测工位405时,测距传感器位于引脚103最低点的正上方,若高度值符合要求,则载具工位202到达安装工位406时进行安装操作,若高度值不符合要求,则载具工位202到达安装工位406时不进行安装操作。
安装工位406:
安装工位406包括上吸盘4061、角度转盘4062和六轴机器人4063,上吸盘4061适于吸附霍尔元件1,上吸盘4061固定于角度转盘4062上,角度转盘4062将上吸盘4061的吸口旋转至六轴机器人4063的吸口处,六轴机器人4063将霍尔元件1转运至霍尔开关本体上。上吸盘4061和六轴机器人4063的吸口内均具有真空吸附结构,利用真空吸附原理吸住霍尔元件1,如图17所示,角度转盘4062为圆盘形结构,角度转盘4062转动连接在底座5上,转动轴2024为水平轴,霍尔开关本体放置在工作转盘2外周的霍尔开关工位上,由于霍尔元件1在霍尔开关本体上的安装方向与载具工位202上霍尔元件1的放置方向相反,载具工位202上霍尔元件1的上表面需要与霍尔开关本体接触,因此需要通过上吸盘4061和六轴机器人4063的转接使载具工位202上霍尔元件1的上表面朝下安装,角度转盘4062将上吸盘4061旋转180°后与六轴机器人4063的吸口正对,六轴机器人4063将霍尔元件1安装到霍尔开关本体上,霍尔开关本体位于霍尔开关载具92021上。六轴机器人4063属于现有技术,是一种能够任意方向旋转的机械手臂。
霍尔元件输送组件3:
如图18和图19所示,霍尔元件输送组件3包括卷膜轮301、输送辊组件302和上平台303,卷膜轮301上缠绕有料带7,所述输送辊组件302将料带7传输至上平台303。输送辊组件302包含多个输送辊和驱动电机,多个输送辊逐渐将料带7由卷膜轮301输送到上平台303,当料带7到达上平台303时,料带7上的一个或者多个霍尔元件1原料处于水平状态,便于爪盘4013吸附。
作为优选的,每个载具工位202的载具2021上设置有上下贯通的通孔,上料工位401和安装工位406处分别设置有与通孔对应的下吸口8(如图1和图3所示)。下吸口8与爪盘4013相同,采用真空吸附方式将霍尔元件1吸附在载具2021上。上料工位401为霍尔元件1初次安装至载具2021上的工位,通过下吸口8可以使霍尔元件1与载具2021的凹槽紧配,安装工位406处不具有霍尔元件1支撑结构,压紧板2023松开后下吸口8吸住霍尔元件1,接着由下吸口8吸附切换至上吸盘4061吸附,避免压紧板2023松开后霍尔元件1掉落。
在本说明书中,对所述术语的示意性表述不一定指的是相同的实施例。而且,描述的具体特征、结构、材料或者特点可以在任何的一个或多个实施例中以合适的方式结合。
以上述依据本发明的理想实施例为启示,通过上述的说明内容,相关工作人员完全可以在不偏离本项发明技术思想的范围内,进行多样的变更以及修改。本项发明的技术性范围并不局限于说明书上的内容,必须要根据权利要求范围来确定其技术性范围。
- 一种霍尔开关中的霍尔元件安装设备
- 一种采用霍尔开关元件的雷击感应器系统