一种霍尔开关装配系统
文献发布时间:2023-06-19 09:26:02
技术领域
本发明涉及汽车配件设计技术领域,尤其涉及一种霍尔开关装配系统。
背景技术
霍尔开关可以与带芯片的汽车安全带配合实现汽车安全带的锁定,霍尔开关包括霍尔开关本体、端子、霍尔元件和引线四个部件,制作霍尔开关需要将端子、霍尔元件和引线依次安装到霍尔开关本体上,现有技术往往通过人工流水作业方式装配霍尔开关,消耗劳动力大、工作效率低,且容易造成装配后的霍尔开关尺寸不统一,为此需要设计一种能够快速装配霍尔开关的自动控制设备。
发明内容
为了解决现有技术中霍尔开关的装配均通过人工流水作业方式完成,消耗劳动力大、工作效率低的技术问题,本发明提供了一种霍尔开关装配系统来解决上述问题。
本发明解决其技术问题所采用的技术方案是:一种霍尔开关装配系统,包括加工机构和载具输送机构,所述加工机构包括沿直线方向布置的外壳安装区、引线加工区、端子安装区、霍尔元件安装区、引线安装区、焊接区、安装检测区和卸料区;所述载具输送机构适于循环输送多组载具组,以使所述载具组到达加工机构的各个区域;每组所述载具组包括引线载具和霍尔开关载具。
所述外壳安装区适于将外壳安装至霍尔开关载具上;所述引线加工区适于加工引线载具上的引线;所述端子安装区适于将端子安装至外壳上,所述霍尔元件安装区适于将霍尔元件安装至外壳上,所述引线安装区适于将引线安装至外壳上,所述焊接区适于将引线和霍尔元件与端子焊接固定,所述卸料区适于将霍尔开关输出。
载具输送机构使多个载具组前后上下循环运行,并将载具组不断由前方的加工机构输送至后方的加工机构,并在每个区域内完全相应的加工工作,实现霍尔开关的自动不间断加工作业,大大提高工作效率。
进一步的,所述霍尔开关载具包括载具底座和与所述载具底座滑动连接的左压杆和右压杆,所述载具底座的顶部具有适于放置外壳的空腔,左压杆和右压杆能够向所述空腔方向延伸并压紧所述外壳。
进一步的,所述左压杆和右压杆上均套设有弹簧;在自由状态下,所述左压杆和右压杆处于压紧所述外壳的状态。
进一步的,所述外壳安装区包括振动盘、传输带、转运平台和转运机械手,所述振动盘内放置有若干外壳,所述传输带的一端连接振动盘、另一端连接转运平台,所述转运机械手适于将转运平台上的外壳放置到霍尔开关载具上。
进一步的,所述引线加工区包括适于检测引线的伸入长度的引线检测工位;所述引线检测工位包括静触头固定板、接近开关和动触头固定板,所述接近开关与引线一一对应,接近开关包含动触点段和静触点段,所述静触点段固定于所述静触头固定板内,所述动触点段活动设置于所述动触头固定板内,引线穿过所述动触头固定板顶推所述动触点段,当所述动触点段与所述静触点段接触时,所述引线的伸入长度合格。、引线剖皮工位和引线压方工位。
进一步的,所述引线加工区还包括适于对引线的端部剖皮的引线剖皮工位,所述引线剖皮工位包括上刀座、下刀座、驱动所述下刀座升降的第一升降机构、驱动上刀座升降运动的第三升降机构、以及驱动下刀座和上刀座水平移动的第二顶推气缸。
进一步的,所述引线加工区还包括适于将引线的端部挤压成方形端面的引线压方工位;所述引线压方工位包括上电极、下电极、以及位于所述下电极的上表面的左压块、中间块和右压块,所述左压块与中间块、中间块与右压块之间分别具有适于引线插入的间隙,所述上电极通过第一移动机构移动至所述间隙的正上方,所述下电极与外部电源连接。
进一步的,所述载具输送机构包括输送架、输送杆、传动组件和转轮,所述载具组架在输送杆上,所述传动组件带动载具组沿输送杆传输,所述转轮设置有两个,分别位于输送架的两端,所述输送杆设置有两组,沿上下方向平行布置,每组输送杆包括中间输送杆和位于中间输送杆两端的端部输送杆,中间输送杆与输送架固定,端部输送杆与转轮固定,所述转轮适于使上方的端部输送杆与下方的端部输送杆相互调换。
进一步的,所述焊接区包括适于焊接霍尔元件与端子的第一焊接工位和焊接引线与端子的第二焊接工位;位于所述第二焊接工位前方的所述输送架上连接有前移气缸,且位于第二焊接工位前方的输送杆段为移动输送杆,所述移动输送杆与两侧输送杆相互断开、且与前移气缸的伸出端相互固定。
进一步的,所述端子安装区包括卷盘、端子输送机构、端子加工台和移动手臂,所述卷盘上缠绕有端子料带,端子输送机构的一端连接卷盘、另一端连接端子加工台,所述端子加工台上设有冲切机构,所述移动手臂包括吸爪、与所述吸爪连接的水平旋转机构、以及与所述水平旋转机构连接的移动机构,移动手臂适于将端子安装至霍尔开关载具上。
本发明的有益效果是:
(1)本发明所述的霍尔开关装配系统,所述载具输送机构能够使若干载具组沿加工机构的直线方向传输、并且传输过程不断循环,通过固定的载具组数量实现霍尔开关的不间断安装,并且在载具组的传输路径上分布有若干霍尔开关安装区域,实现霍尔开关的逐步安装,工作效率高。
(2)本发明中,所述载具输送机构采用转轮换向方式将使用结束的载具组调换至下方并传输至前端后再次调换至上方,进行下一轮新的传输加工,这样可以简化传动组件的结构,无需通过传动组件实现载具组的转向。
(3)本发明中,所述霍尔开关载具具有能够向所述空腔方向延伸并压紧所述外壳左压杆和右压杆,当需要放置外壳时,使用外力将左压杆和右压杆拉开,放置完成后外力取消,左压杆和右压杆夹紧外壳,避免安装过程中外壳脱离载具。
附图说明
下面结合附图和实施例对本发明进一步说明。
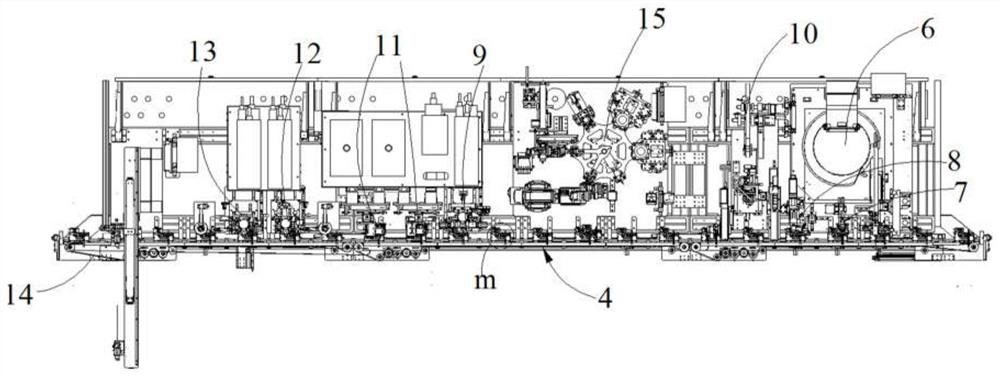
图1是本发明所述的霍尔开关装配系统的具体实施方式的俯视图;
图2是本发明中所述载具输送机构的立体图;
图3是图2中的a处放大图;
图4是本发明中所述外壳安装区的立体图;
图5是图4中的b处放大图;
图6是图4中的d处放大图;
图7是本发明中所述载具组的立体图(含局部放大图);
图8是本发明中所述引线检测工位的俯视图;
图9是图8的G-G向剖视图(含局部放大图);
图10是本发明中所述引线剖皮工位的侧视图(含局部放大图);
图11是图10的H-H向剖视图(含局部放大图);
图12是本发明中所述引线压方工位的主视图(含局部放大图);
图13是图12的L-L向剖视图(含局部放大图);
图14是本发明中所述端子安装区的立体图;
图15是图14中的e处放大图;
图16是本发明中所述引线安装区的立体图(含局部放大图);
图17是本发明中所述第一焊接工位的立体图;
图18是本发明中所述第二焊接工位的立体图(含局部放大图);
图19是本发明中所述第二焊接工位的放大图;
图20是本发明中所述前移气缸的结构示意图;
图21是本发明中所述卸料区的立体图;
图22是所述霍尔开关的结构示意图;
图23是本发明所述霍尔元件安装区的具体实施方式的立体图;
图24是本发明所述霍尔元件安装区的俯视图;
图25是图23中的g处放大图;
图26是图23中的h处放大图;
图27是所述霍尔元件安装区中工作转盘的立体图;
图28是所述霍尔元件安装区中工作转盘的俯视图;
图29是图27中的f处放大图;
图30是图28的M-M向剖视图;
图31是所述霍尔元件安装区中上料工位的立体图;
图32是所述霍尔元件安装区中上料工位的主视图;
图33是所述霍尔元件安装区中裁切工位的主视图;
图34是图33的M-M向剖视图(含局部放大图);
图35是所述霍尔元件安装区中第一折弯工位的主视图;
图36是图35的P-P向剖视图(含局部放大图);
图37是所述霍尔元件安装区中第二折弯工位的主视图;
图38是图37的Q-Q向剖视图(含局部放大图);
图39是所述霍尔元件安装区中角度转盘的立体图;
图40是所述霍尔元件安装区中霍尔元件输送组件的立体图;
图41是所述霍尔元件安装区中霍尔元件输送组件的俯视图;
图42是霍尔元件原料的结构示意图;
图43是霍尔元件处于第一步骤时的结构示意图;
图44是霍尔元件处于第二步骤时的结构示意图;
图45是霍尔元件处于第一步骤时的结构示意图;
图46是图1中的m处放大图。
图中,1、霍尔开关,101、外壳,102、引线,103、端子,104、霍尔元件,1041、引脚倾斜段,1042、封头,1043、引脚,3、载具组,301、霍尔开关载具,3011、载具底座,3012、左压杆,3013、右压杆,302、引线载具,3021、中间固定块,3022、活动块,3023、支座,303、滚轮,304、固定座,305、导向滑块,4、载具输送机构,401、输送架,402、中间输送杆,403、端部输送杆,404、传动组件,405、转轮,406、驱动电机,407、移动输送杆,5、水平移动机构,6、外壳安装区,601、振动盘,602、传输带,603、转运平台,6041、转运吸盘,6042、水平转盘,6043、第一平移机构,6044、第二升降机构,605、偏载气缸,7、引线检测工位,701、静触头固定板,702、接近开关,7021、动触点段,7022、静触点段,703、动触头固定板,7031、贯通孔,704、第一顶推气缸,705、检测座,706、竖直孔,707、颜色检测传感器,8、引线剖皮工位,801、上刀座,802、下刀座,803、第一升降机构,804、第三升降机构,805、第二顶推气缸,9、引线压方工位,901、上电极,902、下电极,903、左压块,904、中间块,905、右压块,906、活动座,9061、弧形面,907、第三顶推气缸,908、转动轮,909、竖直轨道,910、第一移动机构,10、端子安装区,1001、卷盘,1002、端子输送机构,1003、端子加工台,1004、拨料装置,10041、拨料爪,10042、活动架,10043、推力气缸,1005、移动手臂,10051、吸爪,10052、水平旋转机构,10053、移动机构,1006、端子料带,11、引线安装工位,1101、夹爪,1102、压板,12、第一焊接工位,1201、第四顶推气缸,1202、第四升降气缸,1203、第一焊接头,13、第二焊接工位,1301、平移气缸,1302、第五升降气缸,1303、第二焊接头,1304、前移气缸,14、卸料区,1401、合格品传输轨道,1402、不合格品传输轨道,1403、存料盒,15、霍尔元件安装区,152、工作转盘,15201、转盘本体,15202、载具工位,152021、载具,152022、第一弹性结构,1520221、螺杆,1520222、弹簧,152023、压紧板,1520231、固定端,1520232、自由端,152024、转动轴,152025、扭簧,15203、连接臂,15204、顶柱,15205、第十三升降机构,153、霍尔元件输送组件,15301、卷膜轮,15302、输送辊组件,15303、上平台,154、加工工位组,15401、上料工位,154011、中转座,154012、第二平移机构,154013、爪盘,15402、裁切工位,154021、第一下刀座,154022、第一上刀座,154023、前压块,154024、第七升降机构,154025、第一推送气缸,154026、第一固定座,154027、第十一升降机构,15403、第一折弯工位,154031、支撑板,154032、第二下刀座,154033、第二上刀座,1540331、前方水平表面,1540332、后方倾斜表面,154034、第八升降机构,154035、第二固定座,154036、第一限位柱,154037、第二推送气缸,154038、第十二升降机构,15404、第二折弯工位,154041、第三下刀座,154042、第三上刀座,154043、下压板,154044、第九升降机构,154045、第十升降机构,154046、下撑板,154047、前方倾斜表面,154048、第二限位柱,15405、检测工位,15406、安装工位,154061、上吸盘,154062、角度转盘,154063、六轴机器人,155、底座,157、料带,158、下吸口。
具体实施方式
下面详细描述本发明的实施例,所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,仅用于解释本发明,而不能理解为对本发明的限制。
霍尔开关1的装配步骤包括:放置外壳101和引线102、引线102端部剖皮、端子103安装至外壳101上、霍尔元件104安装至外壳101上、引线102压方、引线102安装至外壳101、焊接、卸料,如图22所示为装配完成时的霍尔开关1结构示意图。
一种霍尔开关1装配系统,如图1和图46所示,包括加工机构和载具152021输送机构4,所述加工机构包括沿直线方向布置的外壳安装区6、引线102加工区、端子安装区10、霍尔元件安装区15、引线安装区、焊接区、安装检测区和卸料区14;所述载具152021输送机构4适于循环输送多组载具组3,以使载具组3到达加工机构的各个区域;每组载具组3包括引线载具302和霍尔开关载具301。
外壳安装区6适于将外壳101安装至霍尔开关载具301上;所述引线102加工区适于加工引线载具302上的引线102;所述端子安装区10适于将端子103安装至外壳101上,霍尔元件安装区15适于将霍尔元件104安装至外壳101上,所述引线安装区适于将引线102安装至外壳101上,所述焊接区适于将引线102和霍尔元件104与端子103焊接固定,卸料区14适于将霍尔开关1输出。
载具152021输送机构4位于加工机构的前方,用于输送载具组3,使一定数量的载具组3循环作业,载具152021输送机构4和加工机构的外部还可以包裹机壳,机壳的前方设置前护门,前护门能够打开,便于观察安装情况。
载具152021输送机构4:
载具152021输送机构4包括输送架401、输送杆、传动组件404和转轮405,载具组3架在输送杆上,传动组件404带动载具组3沿输送杆传输,转轮405设置有两个,分别位于输送架401的两端,输送杆设置有两组,沿上下方向平行布置,每组输送杆包括中间输送杆402和位于中间输送杆402两端的端部输送杆403,中间输送杆402与输送架401固定,端部输送杆403与转轮405固定,转轮405适于使上方的端部输送杆403与下方的端部输送杆403相互调换。为了保证稳定传输,每组输送杆包含两根上下平行的输送杆,如图2和图3所示,中间输送杆402较长,主要位于加工机构的前方,与各个加工区域对应;端部输送杆403较短,位于中间输送杆402的两端,中间输送杆402和端部输送杆403相互断开,每个端部输送杆403上可容纳一组载具组3,转轮405通过的齿轮啮合传动方式与驱动电机406传动连接,驱动电机406放置在输送架401上,当载具组3被输送至位于末端的端部输送杆403时,位于末端的驱动电机406启动,带动转轮405旋转180°,将载具组3由上方调换至下方,接着下方的传动组件404将载具组3再次输送至首端,载具组3由位于首端的转轮405带动旋转180°,重新旋转至上方,并由上方的传动组件404再次带动进入各个加工区域。所述传动组件404可以为皮带传动,输送架401上设置随皮带运动的主动滑块,载具组3上设有与皮带摩擦配合的导向滑块305,同时载具组3上还具有卡在输送杆上的滚轮303,当载具组3与皮带脱离时,载具组3仍然能够沿输送杆的方向运动。
霍尔开关载具301:
霍尔开关载具301包括载具底座3011和与载具底座3011滑动连接的左压杆3012和右压杆3013,载具底座3011的顶部具有适于放置外壳101的空腔,左压杆3012和右压杆3013能够向所述空腔方向延伸并压紧外壳101。如图7所示,霍尔开关载具301和引线载具302共同安装在固定座304上,固定座304的前方固定有上下两组滚轮303,用于卡在两根输送杆上,载具底座3011固定在固定座304上的上表面,载具底座3011的左右两侧分别具有适于左压杆3012和右压杆3013穿过的通孔,且左压杆3012和右压杆3013相对载具底座3011滑动设置,具体的,左压杆3012和右压杆3013上均套设有弹簧1520222;在自由状态下,左压杆3012和右压杆3013处于压紧外壳101的状态。载具底座3011内部设置容纳弹簧1520222的腔体,载具底座3011的下方分别设置驱动左压杆3012和右压杆3013运动的两个水平移动机构100535,该水平移动机构100535可以为滑块配合的气缸驱动结构,水平移动机构100535上设置向上方延伸的销轴,载具底座3011上设置有腰型孔,所述销轴穿过所述左压杆3012或者右压杆3013,带动左压杆3012或者右压杆3013运动,腰型孔可以为销轴预留移动空间。由于仅外壳安装区6需要张开压杆,因此仅外壳安装区6的前方设置水平移动机构100535。
引线载具302:
如图7所示,引线载具302包括中间固定块3021和位于中间固定块3021的两侧并与中间固定块3021围成柱状通道的活动块3022,活动块3022转动连接在两侧支座3023上,支座3023与固定座304转动连接,两个柱状通道供引线102穿过,安装引线102时,将两侧支座3023拉开,同时活动块3022相对支座3023旋转,活动块3022整体只作水平移动,使柱状通道的横截面水平拉大,引线102伸入柱状通道后松开支座3023,将引线102夹紧。
外壳安装区6:
外壳安装区6包括振动盘601、传输带602、转运平台603和转运机械手,振动盘601内放置有若干外壳101,传输带602的一端连接振动盘601、另一端连接转运平台603,转运机械手适于将转运平台603上的外壳101放置到霍尔开关载具301上。如图4-图6所示,外壳101从振动盘601的出口振出并进入传输带602,传输带602将外壳101输送到转运平台603上,转运平台603上具有与传输带602连通的凹槽,用于放置外壳101,转运平台603的下方设置有偏载气缸605,当转运平台603上放置有外壳101时,偏载气缸605带动转运平台603平移,使凹槽与传输带602错开,后面的外壳101无法输送到转运平台603上,当转运平台603上的外壳101转运到霍尔开关载具301上后,偏载气缸605带动转运平台603复位,传输带602再次向转运平台603输送外壳101。转运机械手包括转运吸盘6041、水平转盘6042、第二升降机构6044和第一平移机构6043,转运吸盘6041连接在水平转盘6042上,水平转盘6042使转运吸盘6041在水平面内旋转180°,将外壳101旋转后放置到霍尔开关载具301上,水平转盘6042与第二升降机构6044连接,第二升降机构6044与第一平移机构6043连接,第一升降机构803和第一平移机构6043分别控制转运吸盘6041升降和水平移动。
引线102加工区:
(1)引线102加工区包括适于检测引线102的伸入长度的引线检测工位7;引线检测工位7包括静触头固定板701、接近开关702和动触头固定板703,接近开关702与引线102一一对应,接近开关702包含动触点段7021和静触点段7022,静触点段7022固定于静触头固定板701内,动触点段7021活动设置于动触头固定板703内,引线102穿过动触头固定板703顶推动触点段7021,当动触点段7021与静触点段7022接触时,引线102的伸入长度合格。如图8和图9所示,引线102有两根,接近开关702也对应设置两个,动触头固定板703内设置两个贯通孔7031,动触点段7021活动设置于贯通孔7031的一端,引线102从贯通孔7031的另一端伸入顶压动触点段7021,直至动触点段7021与静触点段7022接触,另外动触点段7021上套设弹簧1520222,当引线102从贯通孔7031退出后,动触点段7021能够复位。静触头固定板701、接近开关702和动触头固定板703共同固定在检测座705上,检测座705还连接有第一顶推气缸704,当载具组3准备进入引线检测工位7时,第一顶推气缸704带动检测座705后退,为引线102留出运动空间,当载具组3运动到位后,引线102与贯通孔7031正对,此时第一顶推气缸704推动检测座705前移,引线102逐渐伸入贯通孔7031。
由于霍尔开关1中的两个引线102分别为黑线和红线,两根线的位置不能调换,为了避免安装错误,在本发明的一个具体实施例中,引线检测工位7上还设置有检测引线102颜色的颜色检测传感器707,如图9所示,动触头固定板703上设置与贯通孔7031连通的竖直孔706,位于动触头固定板703正上方的颜色检测传感器707通过竖直孔706检查引线102的颜色是否正确。
(2)引线102加工区还包括适于对引线102的端部剖皮的引线剖皮工位8,引线剖皮工位8包括上刀座801、下刀座802、驱动下刀座802升降的第一升降机构803、驱动上刀座801升降运动的第三升降机构804、以及驱动下刀座802和上刀座801水平移动的第二顶推气缸805。如图10和图11所示,上刀座801和下刀座802具有相对布置的锯齿形端面,所述锯齿形端面形成两组适于夹紧两个引线102的齿槽,用于剖开引线102外部的保护层,当引线102到达引线剖皮工位8后,下刀座802向上运动与引线102下表面接触,同时上刀座801向下运动压在引线102的上表面,第二顶推气缸805带动上刀座801和下刀座802同时向后运动,剖除引线102的保护层。
(3)引线102加工区还包括适于将引线102的端部挤压成方形端面的引线压方工位9;引线压方工位9包括上电极901、下电极902、以及位于下电极902的上表面的左压块903、中间块904和右压块905,左压块903与中间块904、中间块904与右压块905之间分别具有适于引线102插入的间隙,上电极901通过第一移动机构910移动至所述间隙的正上方,下电极902与外部电源连接。如图12和图13所示,下电极902、左压块903和右压块905位于活动座906的正上方,活动座906由第三顶推气缸907驱动升降,第三顶推气缸907的伸出端连接有转动轮908,活动座906的底部具有与转动轮908配合的弧形面9061,活动座906由固定的竖直轨道909限制在竖直平面内运动,当第三顶推气缸907启动时,转动轮908推动活动座906的底面,活动座906无法作水平运动,仅上下升降。第一移动机构910仅具有一个方向的往复运动,使上电极901在两个间隙之间往复运动,左压块903和右压块905与活动座906活动连接,可以调节所述间隙的尺寸,左压块903、右压块905和中间块904采用陶瓷材质制成,不具有导电性,主要用于压紧引线102,上电极901和下电极902采用钨钢材质制成,当上电极901从中间块904和左压块903之间的间隙上方下压时,上电极901、下电极902、中间块904和左压块903围成方形块空间,并将引线102瞬间融化后凝固,使引线102的横截面变为方形端面。
端子安装区10:
端子安装区10包括卷盘1001、端子输送机构1002、端子加工台1003和移动手臂1005,卷盘1001上缠绕有端子料带1006,端子输送机构1002的一端连接卷盘1001、另一端连接端子加工台1003,端子加工台1003上设有冲切机构,移动手臂1005包括吸爪10051、与吸爪10051连接的水平旋转机构10052、以及与水平旋转机构10052连接的移动机构10053,移动手臂1005适于将端子103安装至霍尔开关载具301上。如图14所示,端子输送机构1002采用皮带输送方式(皮带未示意),端子输送机构1002从卷盘1001上拉出端子料带1006,端子料带1006经多个传动辊传动至端子加工台1003上,在端子料带1006的传输路径上还可以设置拨料装置1004,如图15所示,拨料装置1004包括拨料爪10041、与拨料爪10041铰接的活动架10042、以及推动活动架10042沿端子料带1006传输方向运动的推力气缸10043,拨料爪10041的端部落在端子料带1006上,当推力气缸10043向前推动时,拨料爪10041向前波动端子料带1006。冲切机构包含冲切端子103用的上模座和下模座,吸爪10051位于上模座的正上方,冲切完成后,吸爪10051吸出端子103,水平旋转机构10052将端子103换向后,移动机构10053将端子103放置到霍尔开关载具301上。
霍尔元件安装区15:
霍尔元件安装区15包括工作转盘152、霍尔元件输送组件153和加工工位组154,工作转盘152包括转盘本体15201和圆周阵列固定于转盘本体15201上的多个适于放置霍尔元件104的载具工位15202;霍尔元件输送组件153适于将霍尔元件104输送至工作转盘152的载具工位15202上;加工工位组154包括多个顺序布置且适于加工霍尔元件104的加工工位,加工工位与载具工位15202一一对应设置;转盘本体15201绕中心轴旋转,当转盘本体15201旋转一次时,载具工位15202从当前加工工位旋转至相邻的加工工位处。
如图23-图26所示,霍尔元件输送组件153和加工工位组154均固定在底座155上,工作转盘152通过旋转支承转动连接在底座155上(旋转支承未示意),工作转盘152绕竖直中心轴旋转,即工作转盘152的上端面保持水平,载具工位15202圆周阵列布置于工作转盘152的上端面上,霍尔元件输送组件153位于工作转盘152的一侧,并与工作转盘152的其中一个载具工位15202对应,向其输送霍尔元件104原料,加工工位组154布置于工作转盘152的外围,加工工位与载具工位15202一一对应,用于对载具工位15202上的霍尔元件104进行加工和安装。由于载具工位15202在圆周方向循环旋转,因此本发明能够同时加工和安装多个霍尔元件104,即多个加工工位同时工作,最理想的状态下能够实现每个加工工位同步工作,例如每个加工工位的加工时间相同,此时只需要在加工时间后转动工作转盘152即可或者通过信号检测的方式检测每个加工工位是否结束作业,确保工作转盘152旋转时每个加工工位均已加工完成。
霍尔元件104初始状态下以料带157形式存在,当霍尔元件104从料带157中取出后呈图中42所示的霍尔元件104原料结构,而装入霍尔开关1本体的霍尔元件104呈图45中所示的霍尔元件104成品结构,霍尔元件104原料包括两个引脚1043和连接在两个引脚1043两端的封头1042,本发明中,霍尔元件104原料转变至霍尔元件104成品需要经过一下几个步骤:(1)按照引脚1043的长度要求裁切霍尔元件104原料,裁切后的霍尔元件104只有一个封头1042,如图43所示。(2)将霍尔元件104的引脚1043进行第一次折弯,折弯位置位于E点,将E点至引脚1043末端的引脚1043段向上折弯45°,形成引脚倾斜段1041,如图44所示。(3)将霍尔元件104的引脚1043进行第二次折弯,折弯位置位于F点,将F点至引脚1043末端的引脚1043段向下折弯45°,同时引脚倾斜段1041的形状保持不变,即引脚倾斜段1041整体以F点为中心向下旋转45°,此时引脚倾斜段1041呈水平状态,从而使引脚1043整体呈现图45所示的阶梯型结构。
载具工位15202包括载具152021、第一弹性结构152022和压紧板152023,第一弹性结构152022与转盘本体15201固定连接、并使载具152021能够上下升降,压紧板152023包含固定端1520231和绕固定端1520231旋转的自由端1520232,当自由端1520232靠近载具152021时,自由端1520232能够压在霍尔元件104的引脚1043上。如图29和图30所示,载具152021的顶部具有适于放置封头1042的凹槽,引脚1043沿径向向外伸出载具152021,第一弹性结构152022包括螺杆1520221和套设在螺杆1520221上的弹簧1520222,载具152021通过螺杆1520221与转盘本体15201连接,同时载具152021与螺杆1520221活动连接,弹簧1520222顶在载具152021的下端面,当载具工位15202旋转至每个加工工位后,每个工位上的升降驱动机构可以下压载具152021或者霍尔元件104(此时弹簧1520222收缩),将霍尔元件104调整至合适高度。压紧板152023位于载具152021的径向内侧,压紧板152023在外力作用下旋转,使自由端1520232靠近或者远离载具152021,当上料工位15401对应的载具工位15202未放置霍尔元件104时,自由端1520232位于最高点,压紧板152023远离霍尔元件104,当霍尔元件104由霍尔元件输送组件153放置到载具工位15202上时上后自由端1520232下降压紧封头1042,装有霍尔元件104的载具工位15202在加之间运动过程中,压紧板152023始终压紧霍尔元件104,避免霍尔元件104掉落,当装有霍尔元件104的载具工位15202旋转至安装工位15406时,自由端1520232远离载具152021,霍尔元件104被取出。
压紧板152023可以通过旋转气缸实现旋转,但是旋转气缸的旋转速度过快,且压紧板152023的运动距离很小,短距离的频繁启闭工作容易造成旋转气缸的使用寿命减少,为此,本发明优选采用如下结构控制压紧板152023的运动:转盘本体15201上连接有分别向上料工位15401和安装工位15406所在的载具工位15202方向延伸的两个连接臂15203,每个连接臂15203上固定有第十三升降机构15205,第十三升降机构15205上连接有顶柱15204;固定端1520231位于压紧板152023的中部,自由端1520232和顶柱15204位于固定端1520231的两侧,压紧板152023通过转动轴152024与转盘本体15201连接,转动轴152024上设置有扭簧152025,当顶柱15204压紧在压紧板152023上时,扭簧152025拉紧。如图24、图26和图29所示,转盘本体15201上连接有两个连接臂15203,第十三升降机构15205固定在连接臂15203的末端,第十三升降机构15205包括具有滑槽的固定板和沿滑槽往复运动的滑块,固定板与连接臂15203固定连接,顶柱15204固定连接在滑块上,滑块可以通过气缸驱动或者电机齿轮传动方式驱动作往复直线运动,本发明中提到的其他升降机构均可以但不仅限于采用该结构。转动轴152024架设在两端支耳上,支耳可以固定在转盘本体15201上,也可以固定在载具152021上,扭簧152025的一端与支耳固定,另一端与压紧板152023固定,当顶柱15204压紧在压紧板152023上时,扭簧152025拉紧,此时压紧板152023的自由端1520232向上抬起远离霍尔元件104,当顶柱15204向上运动松开压紧板152023时,压紧板152023在扭簧152025的恢复力作用下旋转,自由端1520232下降压紧封头1042。由于仅上料工位15401和安装工位15406需要松开压紧板152023,因此需要设置两个连接臂15203。
根据霍尔元件104的加工要求,加工工位组154包括周向顺序布置的上料工位15401、裁切工位15402、第一折弯工位15403、第二折弯工位15404和安装工位15406;霍尔元件输送组件153将霍尔元件104输送至上料工位15401,上料工位15401适于将霍尔元件104夹紧在载具工位15202上;裁切工位15402适于裁切霍尔元件104至标准尺寸,即裁切至图43所示状态;第一折弯工位15403适于将霍尔元件104的引脚1043向上折弯45°,形成引脚倾斜段1041,如图44所示;第二折弯工位15404适于将霍尔元件104的引脚1043二次折弯,形成阶梯型引脚1043,如图45所示;安装工位15406将霍尔元件104安装至霍尔开关1本体上。作为优选的,也可以在安装工位15406前设置检测工位15405,用于检测霍尔元件104的折弯尺寸是否到位,当霍尔元件104到达安装工位15406时,安装工位15406仅安装合格的霍尔元件104,在本发明的一个具体实施例中,从上往下观察时,上料工位15401、裁切工位15402、第一折弯工位15403、第二折弯工位15404、检测工位15405和安装工位15406沿顺时针方向圆周布置,载具工位15202也相应设置有六个,转盘本体15201沿顺时针旋转,且转盘本体15201每次旋转的角度为60°。
(1)上料工位15401:
上料工位15401包括中转座154011和转运机构,霍尔元件输送组件153的末端、中转座154011和其中一个载具工位15202顺序布置于同一直线上;所述转运机构具有两个沿直线同步运动的爪盘154013,其中一个爪盘154013将霍尔元件输送组件153上的霍尔元件104转运至中转座154011上时,另一个爪盘154013将中转座154011上的霍尔元件104转运至载具工位15202上。如图26、图31和图32所示,中转座154011的顶部适于放置霍尔元件104原料,霍尔元件输送组件153的末端是指在霍尔元件输送组件153中霍尔元件104原料所处的最后位置,两个爪盘154013均由上向下延伸,并且通过同一个第二平移机构154012控制作水平往复运动,例如水平运动的滑块,爪盘154013内部设置真空吸附结构,利用真空吸附的方式将霍尔元件104原料吸附到爪盘154013上,每个爪盘154013上还连接有升降气缸,用于调节每个爪盘154013的高度,两个爪盘154013的设置可以实现霍尔元件104原料的中间转运,将霍尔元件104从霍尔元件输送组件153运转至中转座154011是为了对霍尔元件104进行定位,使霍尔元件104以精准定位状态进入载具工位15202。
(2)裁切工位15402:
如图33和图35所示,裁切工位15402包括第一下刀座154021、第一上刀座154022、前压块154023、驱动第一上刀座154022和前压块154023升降的第七升降机构154024,前压块154023适于压紧霍尔元件104的前部,第一上刀座154022向下裁切霍尔元件104的引脚1043后部。
第一上刀座154022与霍尔元件104原料中需要裁切的部位正对,第一下刀座154021和第一上刀座154022前后相切裁剪引脚1043,同时前压块154023与第一上刀座154022同步相对压紧引脚1043的前部,当装有霍尔元件104原料的载具工位15202旋转至裁切工位15402时,前压块154023与第一上刀座154022同时下压,前压块154023首先压在压紧板152023的上表面,霍尔元件104的引脚1043放置到第一下刀座154021的上表面,此时前压块154023停止运动,第一上刀座154022继续向下运动裁切霍尔元件104原料。
裁切工位15402的后方还设置有第一推送气缸154025,第一推送气缸154025推动第一固定座154026沿转盘本体15201的径向往复运动,第一下刀座154021、第七升降机构154024和第十一升降机构154027均固定连接在第一固定座154026上。第一推送气缸154025用于调整第一下刀座154021、第一上刀座154022和前压块154023与载具工位15202的水平距离。
(3)第一折弯工位15403:
如图35和图36所示,第一折弯工位15403包括支撑板154031、第二下刀座154032、第二上刀座154033、第一限位柱154036、驱动第二上刀座154033升降的第八升降机构154034和驱动第一限位柱154036升降的第十二升降机构154038;第一限位柱154036位于载具152021的正上方,第二上刀座154033的下表面包含前方水平表面1540331和后方倾斜表面1540332,后方倾斜表面1540332向上倾斜45°,前方水平表面1540331与支撑板154031相对夹紧霍尔元件104的引脚1043前部,第二下刀座154032与后方倾斜表面1540332相对设置并折弯霍尔元件104的引脚1043后部。
前方水平表面1540331与支撑板154031用于夹住引脚1043上的E点至前方的引脚1043段,避免折弯时该段产生弯曲,第二下刀座154032和后方倾斜表面1540332用于折弯引脚1043上的E点至后方的引脚1043段,此处所述前方是指靠近载具152021的方向,后方是指远离载具152021的方向。当装有霍尔元件104的载具工位15202旋转至第一折弯工位15403时,第八升降机构154034和第十二升降机构154038启动,第一上刀座154022和第一限位柱154036下压,当第一限位柱154036与载具152021的上表面接触时,前方水平表面1540331与霍尔元件104的引脚1043前部接触,第一限位柱154036推动载具152021向下运动,直至霍尔元件104的引脚1043与第二下刀座154032接触,接着第一限位柱154036和第一上刀座154022持续下压,引脚1043上的E点至引脚1043的末端不断折弯,直至霍尔元件104的引脚1043与支撑板154031的上表面接触,引脚1043第一次折弯完成。
与裁切工位15402相同,第一折弯工位15403的后方还设置有第二推送气缸154037,第二推送气缸154037推动第二固定座154035沿转盘本体15201的径向往复运动,支撑板154031、第八升降机构154034和第十二升降机构154038均固定连接在第二固定座154035上。第二推送气缸154037用于调整支撑板154031、第二下刀座154032、第二上刀座154033与载具工位15202的水平距离。
(4)第二折弯工位15404:
如图37和图38所示,第二折弯工位15404包括第三下刀座154041、第三上刀座154042、下压板154043、下撑板154046、第二限位柱154048、驱动第三上刀座154042和第二限位柱154048升降的第九升降机构154044、驱动下压板154043升降的第十升降机构154045和使下撑板154046上下升降的第二弹性结构(第二弹性结构未示意);第二限位柱154048位于载具152021的正上方,下压板154043和第三下刀座154041相对夹紧霍尔元件104的引脚1043前部,第三上刀座154042位于下压板154043的后方,第三下刀座154041和第三上刀座154042具有相对设置并折弯霍尔元件104的引脚1043后部的前方倾斜表面154047,前方倾斜表面154047向上倾斜45°。
第三下刀座154041的前方倾斜表面154047的前方还具有与下压板154043正对的水平面,该水平面与下压板154043共同夹住引脚1043的F点至前方的引脚1043段,避免折弯时该段产生弯曲,第三下刀座154041和第三上刀座154042的前方倾斜表面154047用于折弯引脚1043的F点至E点的引脚1043段,折弯之后,引脚1043的F点至后方的引脚1043段的形状与第三上刀座154042的下表面形状相同,前方倾斜表面154047与水平面之间的夹角为45°,即为第一折弯工位15403处引脚1043的折弯角度,由于引脚1043折弯时需要压紧折弯部位前方的位置,因此本发明选择分两次折弯,并且先折弯位于后段的E点,再折弯位于前段的F点。
当装有霍尔元件104的载具工位15202旋转至第二折弯工位15404时,下压板154043向下运动并压在霍尔元件104的引脚1043前部的上表面,接着第三上刀座154042和第二限位柱154048向下运动,第二限位柱154048抵在压紧板152023的上表面,并推动载具152021向下运动,同时第三上刀座154042逐渐折弯霍尔元件104的引脚1043后部,当引脚1043到达下撑板154046时,下压板154043推动下撑板154046向下运动,下压板154043和下撑板154046共同保证位于其间的引脚1043保持水平,直至引脚1043与第三下刀座154041的上表面接触,第二弹性结构与第一弹性结构152022的原理相同,此处不再赘述,当下压板154043上升后,下撑板154046能够自动上升。
(5)检测工位15405:
检测工位15405主要用于检测引脚1043最低点的高度,保证折弯尺寸符合要求,检测工位15405为测距传感器(传感器未示意),当装有霍尔元件104的载具工位15202旋转至检测工位15405时,测距传感器位于引脚1043最低点的正上方,若高度值符合要求,则载具工位15202到达安装工位15406时进行安装操作,若高度值不符合要求,则载具工位15202到达安装工位15406时不进行安装操作。
(6)安装工位15406:
安装工位15406包括上吸盘154061、角度转盘154062和六轴机器人154063,上吸盘154061适于吸附霍尔元件104,上吸盘154061固定于角度转盘154062上,角度转盘154062将上吸盘154061的吸口旋转至六轴机器人154063的吸口处,六轴机器人154063将霍尔元件104转运至霍尔开关1本体上。上吸盘154061和六轴机器人154063的吸口内均具有真空吸附结构,利用真空吸附原理吸住霍尔元件104,如图39所示,角度转盘154062为圆盘形结构,角度转盘154062转动连接在底座155上,转动轴152024为水平轴,霍尔开关1本体放置在工作转盘152外周的霍尔开关1工位上,由于霍尔元件104在霍尔开关1本体上的安装方向与载具工位15202上霍尔元件104的放置方向相反,载具工位15202上霍尔元件104的上表面需要与霍尔开关1本体接触,因此需要通过上吸盘154061和六轴机器人154063的转接使载具工位15202上霍尔元件104的上表面朝下安装,角度转盘154062将上吸盘154061旋转180°后与六轴机器人154063的吸口正对,六轴机器人154063将霍尔元件104安装到霍尔开关1本体上,霍尔开关1本体位于霍尔开关载具301上。六轴机器人154063属于现有技术,是一种能够任意方向旋转的机械手臂。
(7)霍尔元件输送组件153:
如图40和图41所示,霍尔元件输送组件153包括卷膜轮15301、输送辊组件15302和上平台15303,卷膜轮15301上缠绕有料带157,所述输送辊组件15302将料带157传输至上平台15303。输送辊组件15302包含多个输送辊和驱动电机406,多个输送辊逐渐将料带157由卷膜轮15301输送到上平台15303,当料带157到达上平台15303时,料带157上的一个或者多个霍尔元件104原料处于水平状态,便于爪盘154013吸附。
作为优选的,每个载具工位15202的载具152021上设置有上下贯通的通孔,上料工位15401和安装工位15406处分别设置有与通孔对应的下吸口158(如图23和图25所示)。下吸口158与爪盘154013相同,采用真空吸附方式将霍尔元件104吸附在载具152021上。上料工位15401为霍尔元件104初次安装至载具152021上的工位,通过下吸口158可以使霍尔元件104与载具152021的凹槽紧配,安装工位15406处不具有霍尔元件104支撑结构,压紧板152023松开后下吸口158吸住霍尔元件104,接着由下吸口158吸附切换至上吸盘154061吸附,避免压紧板152023松开后霍尔元件104掉落。
引线安装区:
如图16所示,引线安装区包括两个引线安装工位1540611,分别将两根引线102从引线载具302搬运到霍尔开关载具301上,每个引线安装工位1540611上设置有夹爪1101和压板1102,夹爪1101将引线102搬到霍尔开关载具301上,压板1102正对霍尔开关载具301,压板1102的下表面为波浪线表面,与外壳101上表面上放置引线102的位置凹凸形状相同,使引线102恰好压紧在外壳101上。
焊接区:
焊接区包括适于焊接霍尔元件104与端子103的第一焊接工位12和焊接引线102与端子103的第二焊接工位13;位于第二焊接工位13前方的输送架401上连接有前移气缸1304,且位于第二焊接工位13前方的输送杆段为移动输送杆407,移动输送杆407与两侧输送杆相互断开、且与前移气缸1304的伸出端相互固定。
(1)如图17所示,第一焊接工位12包括第四顶推气缸1201、第四升降气缸1202和第一焊接头1203,第四顶推气缸1201带动第四升降气缸1202沿前后方向运动,第四升降气缸1202带动第一焊接头1203上下升降,第一焊接工位12用于焊接A点和B点,A点和B点之间距离较近,且沿前后直线布置,仅通过焊接头的运动即可完成焊接动作。
(2)如图18-图20所示,第二焊接工位13包括平移气缸1301、第五升降气缸1302和第二焊接头1303,平移气缸1301带动第五升降气缸1302沿载具组3的传输方向往复运动,第五升降气缸1302带动第二焊接头1303上下升降。第二焊接工位13用于焊接C点和D点,由于C点和D点之间距离较远,且两者位于对角线上,因此位于第二焊接工位13前方的输送架401上连接有前移气缸1304,且位于第二焊接工位13前方的输送杆段为移动输送杆407,移动输送杆407与两侧输送杆相互断开、且与前移气缸1304的伸出端相互固定。当霍尔开关载具301移动到移动输送杆407上时,首先焊接C点,接着前移气缸1304推动移动输送杆407向第二焊接工位13方向运动,并启动平移气缸1301使第二焊接头1303位于D点的正上方,对D点进行焊接,焊接完成后前移气缸1304退回,霍尔开关载具301继续沿输送杆运动。
检测区:
检测区通过相机拍摄方式检测引线102放置位置是否正确、焊接位置是否正确等,检测符合要求则属于合格品,不符合要求则属于不合格品。
卸料区14:
如图21所示,卸料区14设置有合格品传输轨道1401和不合格品传输轨道1402,加工完成后的霍尔开关1由机械手从霍尔开关载具301挂到合格品传输轨道1401上,将合格的霍尔开关1输出,最后人工从合格品传输轨道1401上取下霍尔开关1;不合格的霍尔开关1由机械手转运到不合格品传输轨道1402上,不合格品传输轨道1402上设置切断机构,用于切断霍尔开关1上的引线102,切断的引线102掉落至下方的存料盒1403中,将引线102切断是为了与合格品区分,避免合格品与不合格品混淆。
引线102加工区、端子安装区10、霍尔元件安装区15、引线安装区和焊接区的布置顺序可以相互调换,并且每个区域中的加工工位也可以相互穿插布置。例如在本发明的一个具体实施例中,霍尔开关1安装过程中载具组3件依次经过以下工位:外壳安装区6、引线检测工位7、引线102剥皮工位、端子安装区10、霍尔元件安装区15、引线压方工位9、引线安装区、焊接区、检测区和卸料区14。
在本说明书中,对所述术语的示意性表述不一定指的是相同的实施例。而且,描述的具体特征、结构、材料或者特点可以在任何的一个或多个实施例中以合适的方式结合。
以上述依据本发明的理想实施例为启示,通过上述的说明内容,相关工作人员完全可以在不偏离本项发明技术思想的范围内,进行多样的变更以及修改。本项发明的技术性范围并不局限于说明书上的内容,必须要根据权利要求范围来确定其技术性范围。
- 一种霍尔开关装配系统
- 一种冰箱装配系统的控制方法和冰箱装配系统