半自动卷管、排管机
文献发布时间:2023-06-19 09:27:35
技术领域
本发明涉及卷管设备,特别是涉及半自动卷管、排管机。
背景技术
软质的管子(如胶管、皮管等)在制造成型后,通常需要将其卷成一卷,缩小其体积,从而方便仓储和运输。已有的管子通常是由人工进行手动卷绕和包装,其存在的缺点是:工人劳动强度大,加工效率低,人工费用高。
发明内容
本发明的目的是为了克服已有技术存在的缺点,提供一种对管子进行卷绕、排布,卷管效率高,减轻工人劳动强度,降低人工费用的半自动卷管、排管机。
本发明半自动卷管、排管机的技术方案是:包括机架,机架上设置疏导装置、排管装置和卷辊旋转松紧装置;
所述的疏导装置包括疏导支架,疏导支架与机架相固定,疏导支架上设置两个以上导向轮,导向轮经转轴与疏导支架旋转连接,疏导支架的中部制有横板,横板连接横向摆杆,横向摆杆的一头经转轴与横板摆动连接,横向摆杆的另一头连接固定盘,固定板中设置第一轴承,第一轴承下连接疏导座,疏导座中开有疏导孔;
所述的排管装置包括排管支架,排管支架中设置第一丝杆,第一丝杆的一头经第一电机带动旋转,在排管支架上设置前后滑轨,前后滑轨上设置前后滑块,前后滑块上设置前后滑座,前后滑座下制有螺母,螺母与第一丝杆螺纹配合,前后滑座上设置升降固定座,升降固定座中设置第二丝杆,第二丝杆经第二电机带动旋转,在第二丝杆上设置升降座,升降座的一侧制有螺母,螺母与第二丝杆螺纹配合,升降座上设置排管座,排管座中开有穿孔,排管座一侧设置排管限位杆,排管限位杆的另一头制有U型限位头,U型限位头与管子相配合;
所述的卷辊旋转松紧装置包括第三电机和轴承座,第三电机和轴承座分别与机架相固定,在轴承座中设置主轴,主轴的一头经第三电机带动旋转,主轴另一头开有通孔,在主轴上设置安装板,安装板上设置三组以上的松紧滑轨,松紧滑轨上设置松紧滑块,松紧滑块上设置弧形的松紧板,在其中一块松紧板中开有插管孔,在各块松紧板的内壁制有连杆座,连杆座经销子连接连杆,连杆的另一头经销子连接连接盘,连接盘与主轴固定连接,所述三块以上的松紧板组成圆筒形的滚筒,滚筒的一头外壁设置后挡板,后挡板与安装板经固定块固定连接,滚筒的另一头外壁设置前挡板,前挡板与松紧板外壁相配合。
本发明公开了一种半自动卷管、排管机,当要进行卷管时,先由工人将管子的一头穿过疏导座的疏导孔,再绕过各个导向轮,并穿过排管座的穿孔,最后插入其中一块松紧板的插管孔中,完成插管后,第二电机带动第二丝杆旋转,第二丝杆经与螺母螺纹配合带动升降座向下移动,升降座带动排管座和排管限位杆向下移动,使排管限位杆头部的U型限位头对管子进行限位,此时第三电机开始工作,第三电机带动主轴旋转,主轴带动连接盘、连杆、连杆座、松紧板、后挡板、前挡板、固定块、安装板、松紧滑轨和松紧滑块一起旋转,松紧板带动管子的头部跟随旋转,使管子绕着松紧板组成的滚筒进行卷绕,当管子卷绕一圈后(即滚筒旋转一圈),通过控制系统(控制系统的具体结构为已有技术)控制第一电机旋转,第一电机带动第一丝杆旋转,第一丝杆与螺母螺纹配合带动前后滑块沿着前后滑轨向后滑动,前后滑块带动前后滑座以及安装在前后滑座上的升降固定座、升降座、排管座、排管限位杆等部件一起向后移动,排管限位杆头部的U型限位头带动正在卷绕的管子向后偏移一定的距离(该偏移距离稍大于或等于管子的外径,可通过编码器进行编码设定,编码器的具体结构为已有技术),使管子能逐排卷绕,当管子绕着滚筒表面完成第一层卷绕后,第二电机带动第二丝杆旋转,第二丝杆与螺母螺纹配合带动升降座向上移动一定的距离(该上移距离稍大于或等于管子的外径,可通过编码器进行编码设定),升降座带动排管座和排管限位杆上升,排管限位杆头部的U型限位头上升,使管子进行第二层卷绕,同时第一电机带动第一丝杆旋转,使管子能在第二层逐渐卷绕,如此重复直至整根管子完成卷绕,第三电机停止工作,最后由工人取杆子插入主轴的通孔中,由手动转动主轴反向旋转,主轴带动连接盘旋转,连接盘经销子带动连杆摆动,连杆经销子带动连杆座,连杆座带动松紧板向内移动,松紧板带动松紧滑块沿着松紧滑轨移动,各块松紧板同步向内移动后,使其形成的滚筒外径缩小,此时可轻松将前挡板取出,并将卷绕好的管子取出。本方案半自动卷管、排管机,一、工人只需在卷管前,将管子的头部进行输送,并插到松紧板的插管孔中,以及最后完成卷管后由工人取出卷绕好的管子,而机器可自动对管子进行卷绕及排布,从而有效提高卷管效率,减轻工人劳动强度,降低人工费用;二、在疏导支架上设置疏导座,疏导座通过横向摆杆与疏导支架的中部的横板经转轴摆动连接,由于刚制造出来的管子(如橡胶管),管壁之间黏性高,输送时管子容易黏在一起,而导致卷绕时管子缠绕在一起,有了疏导座,黏在一起在管子经过疏导孔时被自动分离,保证机器能顺利运行,而采用横向摆杆与疏导座连接,使疏导座在疏导管子的过程中,能随着管子甩动的幅度做相应幅度的摆动,这样可以使管子甩动的幅度减小,保证机器运行更加稳定;三、卷辊旋转松紧装置的各块松紧板通过连杆结构与主轴连接,完成卷管后只需反向旋转主轴,便可以使各块松紧板同步向内收缩,缩小滚筒外径,方便人们取出卷好的管子,取件方便。
本发明半自动卷管、排管机,所述疏导座的上部为圆柱体,疏导座的下部逐渐向内倾斜呈倒圆台形,疏导座的底部与底面经外圆弧过度,在疏导座的中心开有疏导孔,疏导孔的底部与底面经内圆弧过度。当管子黏在一起通过疏导座的疏导孔时,内圆弧和外圆弧更有利于将管子分离开。
所述横向摆杆下方设置摆杆支撑座,摆杆支撑座上设置上支撑轴承和下支撑轴承,上支撑轴承与横板上端相接触,下支撑轴承与横板下端相接触。上、下支撑轴承与横板接触,对横向摆杆起到支撑作用,使其运行更加平稳。
所述的升降座上设置上滚轮和下滚轮,管子穿过上、下滚轮之间。有了上、下滚轮,进一步对管子的输送起到导向作用。
所述的升降座上设置调节杆,调节杆外壁设置调节套和弹簧,弹簧上端与调节套相接触,弹簧下端与升降座相接触,调节杆的上端穿过调节套连接调节旋钮,调节套的侧壁与上滚轮的转轴相连接。可根据管子的管径大小,来旋转调节旋钮,调节旋钮带动调节套上下移动,调节套带动上滚轮上下移动,而下滚轮为固定结构,因此通过调节上滚轮的上下位置,来实现调节上、下滚轮的间距,从而适应不同管径的管子通过。
所述的排管座上设置光电感应器,升降座上设置光电感应板,光电感应器与光电感应板相对应。当在卷管时,管子通过光电感应器与光电感应板之间,光电感应器照射在管子上,无法与光电感应板感应配合,此时证明仍然有管子在卷绕,当完成卷管后,管子全部通过光电感应器,光电感应器与光电感应板感应配合,证明管子全部完成卷绕,光电感应器将接收到的信号传送至控制面板,控制面板控制第三电机停止工作,机器停止工作。
附图说明
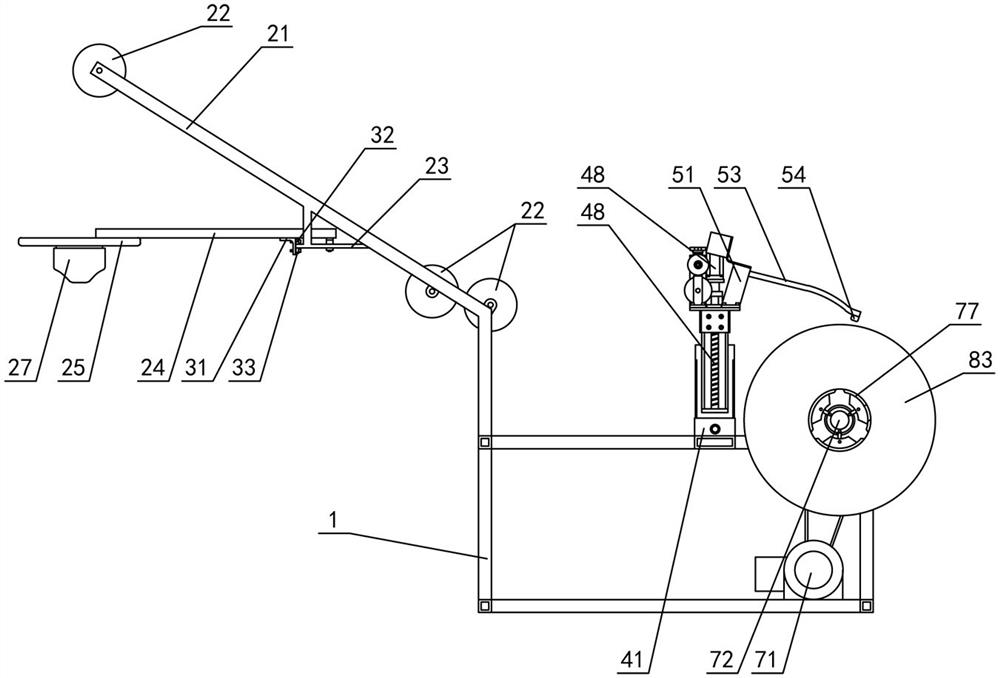
图1是本发明半自动卷管、排管机的主视示意图;
图2是固定盘和疏导座配合状态结构示意图;
图3是排管装置主视示意图;
图4是排管装置的侧视示意图;
图5是排管座与排管限位杆的配合状态立体示意图;
图6是卷辊旋转松紧装置的结构示意图;
图7是安装板上的三块松紧板撑开状态主视示意图;
图8是安装板上的三块松紧板收缩状态主视示意图。
具体实施方式
本发明涉及一种半自动卷管、排管机,如图1—图8所示,包括机架1,机架上设置疏导装置、排管装置和卷辊旋转松紧装置;所述的疏导装置包括疏导支架21,疏导支架与机架1相固定,疏导支架上设置两个以上导向轮22,导向轮经转轴与疏导支架旋转连接,疏导支架的中部制有横板23,横板连接横向摆杆24,横向摆杆的一头经转轴与横板摆动连接,横向摆杆的另一头连接固定盘25,固定板中设置第一轴承26,第一轴承下连接疏导座27,疏导座中开有疏导孔28;所述的排管装置包括排管支架41,排管支架中设置第一丝杆42,第一丝杆的一头经第一电机43带动旋转,在排管支架上设置前后滑轨44,前后滑轨上设置前后滑块45,前后滑块上设置前后滑座46,前后滑座下制有螺母,螺母与第一丝杆螺纹配合,前后滑座上设置升降固定座47,升降固定座中设置第二丝杆48,第二丝杆经第二电机49带动旋转,在第二丝杆上设置升降座50,升降座的一侧制有螺母,螺母与第二丝杆螺纹配合,升降座上设置排管座51,排管座中开有穿孔52,排管座一侧设置排管限位杆53,排管限位杆的另一头制有U型限位头54,U型限位头与管子相配合;所述的卷辊旋转松紧装置包括第三电机71和轴承座,第三电机和轴承座分别与机架1相固定,在轴承座中设置主轴72,主轴的一头经第三电机带动旋转,主轴另一头开有通孔73,在主轴上设置安装板74,安装板上设置三组以上的松紧滑轨75,松紧滑轨上设置松紧滑块76,松紧滑块上设置弧形的松紧板77,在其中一块松紧板中开有插管孔84,在各块松紧板的内壁制有连杆座78,连杆座经销子连接连杆79,连杆的另一头经销子连接连接盘80,连接盘与主轴72固定连接,所述三块以上的松紧板77组成圆筒形的滚筒,滚筒的一头外壁设置后挡板81,后挡板与安装板74经固定块82固定连接,滚筒的另一头外壁设置前挡板83,前挡板与松紧板77外壁相配合。当要进行卷管时,先由工人将管子的一头穿过疏导座27的疏导孔28,再绕过各个导向轮22,并穿过排管座51的穿孔52,最后插入其中一块松紧板77的插管孔84中,完成插管后,第二电机49带动第二丝杆48旋转,第二丝杆48经与螺母螺纹配合带动升降座50向下移动,升降座带动排管座51和排管限位杆53向下移动,使排管限位杆53头部的U型限位头54对管子进行限位,此时第三电机71开始工作,第三电机带动主轴72旋转,主轴带动连接盘80、连杆79、连杆座78、松紧板77、后挡板81、前挡板83、固定块82、安装板74、松紧滑轨75和松紧滑块76一起旋转,松紧板77带动管子的头部跟随旋转,使管子绕着松紧板77组成的滚筒进行卷绕,当管子卷绕一圈后(即滚筒旋转一圈),通过控制系统(控制系统的具体结构为已有技术)控制第一电机43旋转,第一电机带动第一丝杆42旋转,第一丝杆与螺母螺纹配合带动前后滑块45沿着前后滑轨44向后滑动,前后滑块带动前后滑座46以及安装在前后滑座上的升降固定座47、升降座50、排管座51、排管限位杆53等部件一起向后移动,排管限位杆53头部的U型限位头54带动正在卷绕的管子向后偏移一定的距离(该偏移距离稍大于或等于管子的外径,可通过编码器进行编码设定,编码器的具体结构为已有技术),使管子能逐排卷绕,当管子绕着滚筒表面完成第一层卷绕后,第二电机49带动第二丝杆48旋转,第二丝杆与螺母螺纹配合带动升降座50向上移动一定的距离(该上移距离稍大于或等于管子的外径,可通过编码器进行编码设定),升降座带动排管座51和排管限位杆53上升,排管限位杆53头部的U型限位头54上升,使管子进行第二层卷绕,同时第一电机43带动第一丝杆42旋转,使管子能在第二层逐渐卷绕,如此重复直至整根管子完成卷绕,第三电机71停止工作,最后由工人取杆子插入主轴72的通孔73中,由手动转动主轴反向旋转,主轴带动连接盘80旋转,连接盘经销子带动连杆79摆动,连杆经销子带动连杆座78,连杆座带动松紧板77向内移动,松紧板带动松紧滑块76沿着松紧滑轨75移动,各块松紧板77同步向内移动后,使其形成的滚筒外径缩小,此时可轻松将前挡板83取出,并将卷绕好的管子取出。本方案半自动卷管、排管机,一、工人只需在卷管前,将管子的头部进行输送,并插到松紧板77的插管孔84中,以及最后完成卷管后由工人取出卷绕好的管子,而机器可自动对管子进行卷绕及排布,从而有效提高卷管效率,减轻工人劳动强度,降低人工费用;二、在疏导支架21上设置疏导座27,疏导座通过横向摆杆24与疏导支架21的中部的横板23经转轴摆动连接,由于刚制造出来的管子(如橡胶管),管壁之间黏性高,输送时管子容易黏在一起,而导致卷绕时管子缠绕在一起,有了疏导座27,黏在一起在管子经过疏导孔28时被自动分离,保证机器能顺利运行,而采用横向摆杆24与疏导座27连接,使疏导座在疏导管子的过程中,能随着管子甩动的幅度做相应幅度的摆动,这样可以使管子甩动的幅度减小,保证机器运行更加稳定;三、卷辊旋转松紧装置的各块松紧板77通过连杆结构与主轴72连接,完成卷管后只需反向旋转主轴,便可以使各块松紧板同步向内收缩,缩小滚筒外径,方便人们取出卷好的管子,取件方便。所述疏导座27的上部为圆柱体,疏导座的下部逐渐向内倾斜呈倒圆台形,疏导座的底部与底面经外圆弧29过度,在疏导座的中心开有疏导孔28,疏导孔的底部与底面经内圆弧30过度。当管子黏在一起通过疏导座27的疏导孔28时,内圆弧30和外圆弧29更有利于将管子分离开。所述横向摆杆24下方设置摆杆支撑座31,摆杆支撑座上设置上支撑轴承32和下支撑轴承33,上支撑轴承与横板23上端相接触,下支撑轴承与横板下端相接触。上、下支撑轴承32、33与横板23接触,对横向摆杆24起到支撑作用,使其运行更加平稳。所述的升降座50上设置上滚轮55和下滚轮56,管子穿过上、下滚轮之间。有了上、下滚轮55、56,进一步对管子的输送起到导向作用。所述的升降座50上设置调节杆57,调节杆外壁设置调节套58和弹簧59,弹簧上端与调节套相接触,弹簧下端与升降座相接触,调节杆的上端穿过调节套连接调节旋钮60,调节套的侧壁与上滚轮55的转轴相连接。可根据管子的管径大小,来旋转调节旋钮60,调节旋钮带动调节套58上下移动,调节套带动上滚轮55上下移动,而下滚轮为固定结构,因此通过调节上滚轮的上下位置,来实现调节上、下滚轮的间距,从而适应不同管径的管子通过。所述的排管座51上设置光电感应器61,升降座50上设置光电感应板62,光电感应器与光电感应板相对应。当在卷管时,管子通过光电感应器61与光电感应板62之间,光电感应器61照射在管子上,无法与光电感应板62感应配合,此时证明仍然有管子在卷绕,当完成卷管后,管子全部通过光电感应器61,光电感应器与光电感应板感应配合,证明管子全部完成卷绕,光电感应器将接收到的信号传送至控制面板,控制面板控制第三电机71停止工作,机器停止工作。
- 半自动卷管、排管机
- 双管口朝外的半自动卷管排管机