定子、马达、送风机、空气调节装置及定子的制造方法
文献发布时间:2023-06-19 13:46:35
技术领域
本发明涉及定子、马达、送风机、空气调节装置及定子的制造方法。
背景技术
定子具有定子铁芯、绝缘体以及隔着绝缘体卷绕于定子铁芯的线圈。绝缘体由树脂构成,与定子铁芯一体成形(例如,参照专利文献1)。
现有技术文献
专利文献
专利文献1:日本特开昭50-158805号公报(第3图~第7图)
发明内容
发明所要解决的课题
在此,为了将线圈高密度地卷绕于定子铁芯,期望使绝缘体的厚度变薄。因此,期望使绝缘体的厚度更薄。
本发明是为了解决上述课题而完成的,其目的在于使绝缘体的厚度变薄。
用于解决课题的方案
本发明的定子具有:定子铁芯,具有在以轴线为中心的周向上延伸的磁轭和从磁轭朝向轴线延伸的齿;绝缘体,具有包围齿的卷绕部;以及线圈,卷绕在绝缘体的卷绕部。绝缘体的卷绕部具有:第一端部,在轴线的方向上位于齿的一侧;第二端部,在轴线的方向上位于齿的另一侧;以及侧部,在周向上位于齿的一侧。第一端部在轴线的方向上具有最大厚度T1,第二端部在轴线的方向上具有最大厚度T2。侧部在周向上具有最大厚度T3。最大厚度T1、T2、T3满足T3<T1<T2。绝缘体在轴线的方向上在与第一端部相同的一侧具有浇口痕。
发明效果
根据本发明,由于绝缘体的卷绕部的第一部分、即接近成形模具的浇口且树脂的流动性高的部分的厚度薄,因此,能够有效地使绝缘体的厚度变薄。
附图说明
图1是表示实施方式1的马达的局部剖视图。
图2是表示实施方式1的马达的剖视图。
图3是表示实施方式1的定子的立体图。
图4是表示实施方式1的定子的俯视图。
图5是表示实施方式1的绝缘体的立体图。
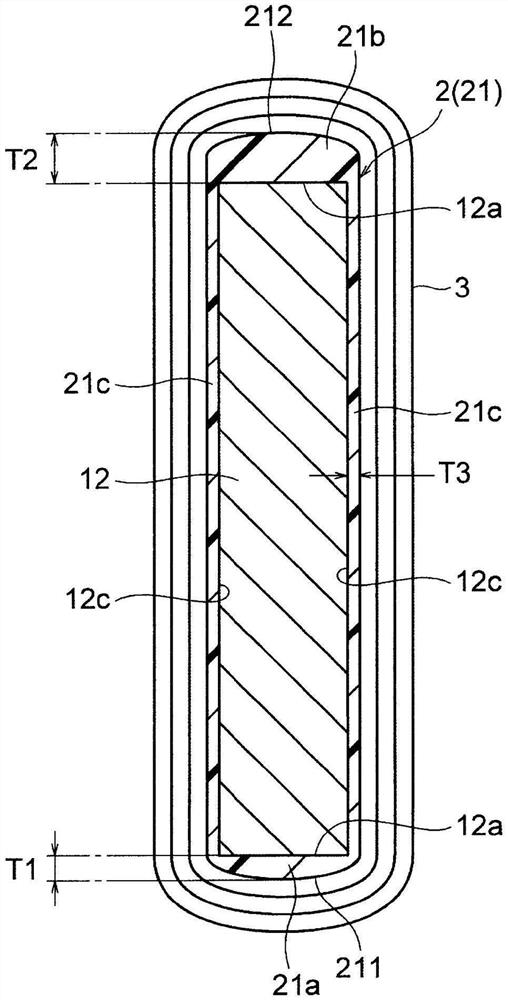
图6是表示实施方式1的齿、绝缘体以及线圈的剖视图。
图7是表示用于形成实施方式1的绝缘体的成形模具的剖视图。
图8是图7所示的线段VIII-VIII处的成形模具的剖视图。
图9是表示用于成形实施方式1的模制树脂部的成形模具的剖视图。
图10是表示实施方式1的马达的制造工序的流程图。
图11是表示绝缘体的厚度与马达效率的关系的图表。
图12是表示成形时的树脂温度与熔融粘度及流动性的关系的图表。
图13是表示成形压力与流动长度的关系的图表。
图14是在实施方式1(A)和比较例(B)中对比表示绝缘体的第一端部、第二端部以及侧部的最大厚度T1、T2、T3的关系的图。
图15是表示实施方式2的齿、绝缘体以及线圈的剖视图。
图16(A)是表示实施方式3的齿、绝缘体以及线圈的剖视图,(B)、(C)是放大表示绝缘体的角部的图。
图17(A)是表示能够应用各实施方式的马达的空气调节装置的结构例的图,(B)是表示室外机的剖视图。
具体实施方式
以下,参照附图对本发明的实施方式进行详细说明。另外,本发明并不由该实施方式所限定。
实施方式1
<马达100的结构>
图1是表示本发明的实施方式1中的马达100的纵剖视图。马达100例如用于空气调节装置的送风机,是由逆变器驱动的无刷DC马达。另外,马达100是在转子5中埋入有磁铁55的IPM(Interior Permanent Magnet:内置式永磁)马达。
马达100具有:转子5,其具有轴7;以及模制定子4,其包围转子5。模制定子4具有包围转子5的环状的定子1和覆盖定子1的模制树脂部40。轴7是转子5的旋转轴。
在以下的说明中,将轴7的中心轴线C1的方向称为“轴向”。另外,将以轴7的中心轴线C1为中心的周向称为“周向”,在图2等中用箭头S表示。将以轴7的中心轴线C1为中心的半径方向称为“径向”。另外,将与轴向平行的截面的剖视图称为纵剖视图。
轴7从模制定子4向图1中的左侧突出,在形成于该突出部的安装部7a安装有例如送风机的叶轮505(图17(A))。因此,将轴7的突出侧(图1中的左侧)称为“负载侧”,将相反侧(图1中的右侧)称为“负载相反侧”。
<转子5的结构>
图2是表示马达100的除了模制树脂部40(图1)以外的部分的剖视图。转子5具有:作为旋转轴的轴7;相对于轴7向径向外侧隔开距离地设置的转子铁芯50;埋入转子铁芯50的多个磁铁55;以及设置在轴7与转子铁芯50之间的树脂部6。
转子铁芯50是以中心轴线C1为中心的环状的构件,转子铁芯50的内周与轴7隔开距离地相向。转子铁芯50是将多个层叠要素沿轴向层叠并通过铆接、焊接或粘接而固定的构件。层叠要素例如是电磁钢板,厚度为0.2mm~0.5mm。
转子铁芯50在周向上具有多个磁铁插入孔51。磁铁插入孔51在周向上等间隔且距中心轴线C1等距离地配置。磁铁插入孔51的数量在此为10。磁铁插入孔51沿着转子铁芯50的外周形成,在转子铁芯50上从轴向的一端延伸到另一端。
在各磁铁插入孔51中各插入有一个磁铁55。磁铁55也称为主磁铁。磁铁55为平板状,在径向上具有厚度,在厚度方向上被磁化。
各磁铁55构成磁极。在此,磁铁55的数量为10,因此转子5的极数为10极。但是,转子5的极数不限于10极,只要是2极以上即可。磁铁插入孔51的周向中心成为极中心,相邻的磁铁插入孔51之间成为极间。
磁铁55是稀土类磁铁,更具体而言,是包含Nd(钕)、Fe(铁)以及B(硼)的钕磁铁、或者包含Sm(钐)以及Co(钴)的钐钴磁铁。需要说明的是,也可以使用含有Fe的铁氧体磁铁来代替稀土类磁铁。
另外,在此,在1个磁铁插入孔51中配置有1个磁铁55,但也可以在1个磁铁插入孔51中配置2个以上的磁铁55。
在磁铁插入孔51的周向的两端形成有作为空隙的隔磁磁桥52。隔磁磁桥52抑制相邻的磁铁55之间的磁通的短路。
在转子铁芯50的比磁铁插入孔51靠径向内侧的位置形成有铁芯孔54。铁芯孔54在此形成于与极中心对应的位置。铁芯孔54是为了减少转子铁芯50的铁芯材料而形成的,但也可以不必形成。
转子铁芯50在与轴向正交的截面中具有外径在各磁极的极中心最大、外径在极间最小的所谓的花圆形状的外周。但是,转子铁芯50的外周不限于这样的花圆形状,也可以是圆形状。
在轴7与转子铁芯50之间设置有树脂部6。树脂部6将轴7和转子铁芯50保持为相互分离的状态,由非磁性体形成。树脂部6由PBT(聚对苯二甲酸丁二醇酯)等热塑性树脂形成。另外,在转子铁芯50的上述铁芯孔54中也填充有与树脂部6相同的树脂,构成填充部61。
如图1所示,树脂部6也覆盖转子铁芯50的轴向两端。树脂部6在转子铁芯50的负载相反侧保持传感器磁铁56。传感器磁铁56是以轴线C1为中心的环状的磁铁,具有与磁铁55相同的磁极数。传感器磁铁56在轴向上被磁化。传感器磁铁56的磁通由后述的磁传感器44检测。
需要说明的是,在此,在轴7与转子铁芯50之间设置有树脂部6,但也可以不设置树脂部6而使轴7嵌合于转子铁芯50的中心孔。
另外,在此,对在转子铁芯50埋入有磁铁55的IPM(Inner Permanent Magnet)转子进行了说明,但也可以是在轴7的表面安装有磁铁55的SPM(Surface Permanent Magnet:表面永磁)马达。
<模制定子4的结构>
如上所述,模制定子4具有定子1和模制树脂部40。模制树脂部40由BMC(团状模制混合物)等热固性树脂形成。模制树脂部40在负载侧具有开口部41,在负载相反侧具有轴承支承部42。转子5从开口部41插入到模制定子4的内部的中空部分。
在模制树脂部40的开口部41安装有金属制的托架73。在该托架73保持有支承轴7的一方的轴承71。另外,在托架73的外侧安装有盖74。模制树脂部40的轴承支承部42具有圆筒状的内周面,在该内周面保持有支承轴7的另一方的轴承72。
在模制树脂部40中,在定子1的负载相反侧保持有电路基板43。电路基板43是安装有用于驱动马达100的功率晶体管等驱动电路的印刷基板,布设有引线45。电路基板43的引线45从安装于模制树脂部40的外周部分的引线引出构件46向马达100的外部引出。
在电路基板43的定子1侧的面上,以与传感器磁铁56在轴向上相向的方式安装有磁传感器44。磁传感器44例如由霍尔效应元件、MR(Magneto Resistive:磁阻)元件、GMR(Giant Magneto Resistive:巨磁阻)元件或磁阻抗元件构成。
磁传感器44在与传感器磁铁56的N极相向时和与S极对应时,输出二值信号。根据磁传感器44的输出信号,检测磁铁55的位置、即转子5的旋转位置。
此外,也可以不设置传感器磁铁56以及磁传感器44,而进行基于流过线圈3的电流或者电压来推定转子5的旋转位置的无传感器控制。
托架73被压入到在模制树脂部40的开口部41的外周缘设置的环状部分。托架73由具有导电性的金属、例如镀锌钢板形成。盖74安装于托架73的外侧,防止水等向轴承71的侵入。
另外,在此,利用模制树脂部40覆盖定子1的周围,但也可以代替设置模制树脂部40,而使定子1的外周嵌合于由金属形成的圆筒状的壳体的内侧。
如图2所示,定子1从径向外侧包围转子5。定子1具有定子铁芯10、设置于定子铁芯10的绝缘体2、以及隔着绝缘体2卷绕于定子铁芯10的线圈3。
定子铁芯10是将多个层叠要素沿轴向层叠并通过铆接、焊接或粘接而固定的构件。层叠要素例如是电磁钢板。层叠钢板的板厚例如为0.2mm~0.5mm。定子铁芯10具有:磁轭11,其在以中心轴线C1为中心的周向上呈环状延伸;以及多个齿12,其从磁轭11向径向内侧(朝向中心轴线C1)延伸。
在相邻的齿12之间形成有槽13。齿12的径向内侧的末端面(图3所示的末端面12e)与转子5的外周面相向。齿12的数量在此为9。但是,齿12的数量并不限定于9个,只要是2个以上即可。
在磁轭11以及齿12设置有固定上述的多个层叠要素的铆接部18、19。但是,铆接部的配置并不限定于这些位置。另外,层叠要素不限于铆接,也可以通过焊接或粘接来固定。
定子铁芯10具有按每个齿12分割成多个连结铁芯10A的结构。连结铁芯10A被形成于磁轭11的分割面14分割。分割面14从磁轭11的内周面向径向外侧延伸。在分割面14的终端与磁轭11的外周面之间形成有能够塑性变形的薄壁部。通过薄壁部的塑性变形,能够将定子铁芯10扩展成带状。
此外,定子铁芯10并不限定于将连结铁芯10A组合而成的结构,也可以是将环状的层叠钢板沿轴向层叠而成的结构。
以包围定子铁芯10的齿12的方式设置有树脂制的绝缘体2。线圈3由磁导线构成,隔着绝缘体2卷绕于齿12。线圈3收容于相邻的齿12之间的槽13。
<绝缘体2的结构>
图3和图4是表示定子铁芯10和绝缘体2的立体图和俯视图。绝缘体2由绝缘性的树脂、例如PBT(聚对苯二甲酸丁二醇酯)、PPS(聚苯硫醚)、LCP(液晶聚合物)、PET(聚对苯二甲酸乙二醇酯)等热塑性树脂形成。绝缘体2通过将树脂与定子铁芯10一体成形、或者将树脂的成形体组装于定子铁芯10而形成。
如上所述,由于定子铁芯10由连结铁芯10A(图2)构成,因此能够在将定子铁芯10扩展成带状的状态下,将绝缘体2与齿12一体成形,并经由绝缘体2将线圈3卷绕于齿12。
图5是表示定子铁芯10的一个齿12和包围该齿的绝缘体2的立体图。绝缘体2具有:卷绕部21,其从周向两侧和轴向两侧包围齿12;内侧壁部22,其与卷绕部21的径向内侧邻接;以及外侧壁部23,其与卷绕部21的径向外侧邻接。
内侧壁部22设置于齿12的径向内侧的末端部。外侧壁部23横跨齿12的径向外侧的根部和磁轭11而设置。内侧壁部22与外侧壁部23在径向上相互相向。在卷绕部21卷绕有线圈3(图3)。内侧壁部22和外侧壁部23从径向两侧引导线圈3。
卷绕部21具有在轴向上位于齿12的一侧的第一端部21a、在轴向上位于齿12的另一侧的第二端部21b、以及在周向上位于齿12的两侧的一对侧部21c。
内侧壁部22具有:第一壁部22a,其在轴向上位于齿12的一侧;第二壁部22b,其在轴向上位于齿12的另一侧;以及一对侧壁部22c,其在周向上位于齿12的两侧。
外侧壁部23具有:第一壁部23a,其在轴向上位于齿12的一侧;第二壁部23b,其在轴向上位于齿12的另一侧;以及一对侧壁部23c,其在周向上位于齿12的两侧。
卷绕部21的第一端部21a、内侧壁部22的第一壁部22a以及外侧壁部23的第一壁部23a在轴向上位于彼此相同的一侧。另外,卷绕部21的第二端部21b、内侧壁部22的第二壁部2b以及外侧壁部23的第二壁部23b在轴向上位于彼此相同的一侧。
另外,如图5所示,在内侧壁部22的第一壁部22a形成有浇口痕G。浇口痕G是与用于成形绝缘体2的成形模具的浇口313对应的部分。浇口痕G例如在内侧壁部22的第一壁部22a的径向内侧的面形成为凹部或凸部。
图6是表示齿12、绝缘体2的卷绕部21以及线圈3的剖视图。该图6是与齿12的延伸方向正交的面的剖视图。
齿12在与其延伸方向正交的截面中具有长方形的截面形状。齿12的轴向的端面12a、12b被卷绕部21的第一端部21a和第二端部21b覆盖。齿12的周向的端面12c被卷绕部21的侧部21c覆盖。
卷绕部21的第一端部21a在轴向上具有最大厚度T1。即,卷绕部21的第一端部21a在与齿12的端面12a相反的一侧具有外周面211。从齿12的端面12a到外周面211的最大距离为最大厚度T1。
另外,在图6中,第一端部21a的外周面211表示为在轴向上向与齿12相反的一侧凸出的曲面,但也可以是平坦面。
卷绕部21的第二端部21b在轴向上具有最大厚度T2。即,卷绕部21的第二端部21b在与齿12的端面12b相反的一侧具有外周面212。从齿12的端面12b到外周面212的最大距离为最大厚度T2。
另外,在图6中,第二端部21b的外周面212示出为在轴向上向与齿12相反的一侧凸出的曲面,但也可以是平坦面。
卷绕部21的侧部21c在周向上具有最大厚度T3。此外,在图6中,侧部21c的厚度在整个轴向上是恒定的,但也可以不一定是恒定的。
卷绕部21的各部21a、21b、21c的最大厚度T1、T2、T3满足T3<T1<T2。
即,在卷绕部21中,在轴向上与浇口痕G相同侧的第一端部21a的最大厚度T1比与浇口痕G相反侧的第二端部21b的最大厚度T2薄。另外,侧部21c的最大厚度T3比最大厚度T1、T2更薄。
在绝缘体2的成形工序中,越接近作为树脂的注入口的浇口,树脂的流动性越高。因此,与卷绕部21的第二端部21b相比,第一端部21a更适于薄壁化。对此将在后面叙述。
<马达100的制造方法>
接着,对马达100的制造工序进行说明。图7是表示用于成形绝缘体2的成形模具30的图。成形模具30具有作为可动模具的上模具31和作为固定模具的下模具32,在两者之间形成有型腔33。
定子铁芯10以呈带状扩展的状态设置于型腔33。在型腔33内,按定子铁芯10的每个齿12形成有成形空间34。在型腔33内的各齿12的两侧配置有用于确保线圈3(图6)的配置空间的型芯38。
此外,在此,在型腔33内设置了呈带状扩展的定子铁芯10,但也可以设置环状的定子铁芯10。
上模具31具有用于向型腔33注入树脂的直浇道311、流道312以及浇口313。直浇道311是供熔融状态的树脂从作为注入装置的缸体315流入的流路。浇口313是与型腔33内的各齿12对应地设置的注入口。流道312是从直浇道311分支而与各浇口313相连的流路。
图8是图7所示的线段VIII-VIII的向视方向的剖视图。型腔33具有用于形成绝缘体2的卷绕部21的卷绕部区域35、用于形成内侧壁部22的内侧壁部区域36、以及用于形成外侧壁部23的外侧壁部区域37。
上述的浇口313在型腔33的内侧壁部区域36中,在形成内侧壁部22的第一壁部22a(图5)的部分361开口。从浇口313注入到型腔33的树脂从形成第一端部21a和第一壁部22a、23a(图5)的一侧朝向形成第二端部21b和第二壁部22b、23b(图5)的一侧流动。
图9是表示利用模制树脂将定子1和轴7一体成形时使用的成形模具80的剖视图。
成形模具80具备作为可动模具的上模具81和作为固定模具的下模具82,在两者之间形成有型腔83。在下模具82形成有向型腔83注入树脂的浇口84。
在下模具82形成有向型腔83内突出的圆柱状的中芯85。中芯85是与定子铁芯10的内侧卡合的部分。在中芯85的下端部形成有比中芯85向径向外侧伸出的大径部86。该大径部86是与模制定子4的开口部41(图1)对应的部分。
图10是表示马达100的制造工序的流程图。首先,将多个层叠要素沿轴向层叠,并通过铆接等进行固定,从而形成定子铁芯10(步骤S101)。
接着,将绝缘体2与定子铁芯10一体成形(步骤S102)。即,使图7和图8所示的成形模具30的上模具31向上方移动而开放型腔33,在型腔33内设置定子铁芯10。之后,使上模具31向下方移动而关闭型腔33。在该状态下,将PBT等熔融状态的树脂从缸体315经由直浇道311、流道312以及浇口313注入到型腔33中。
之后,通过冷却成形模具30,使型腔33内的树脂固化。在型腔33内,在卷绕部区域35固化了的树脂成为卷绕部21,在内侧壁部区域36固化了的树脂成为内侧壁部22,在外侧壁部区域37固化了的树脂成为外侧壁部23。
在型腔33内树脂固化后,使成形模具30的上模具31向上方移动而开放型腔33,取出一体成形有绝缘体2的定子铁芯10。
接着,隔着绝缘体2将线圈3卷绕于定子铁芯10(步骤S103)。在该阶段,由于定子铁芯10扩展为带状,因此能够简单地进行线圈3的卷绕。
在卷绕线圈3之后,将定子铁芯10折弯成环状并在两端进行焊接,由此形成图4所示的定子1。
接着,在定子1上安装电路基板43,将它们设置在成形模具80内,形成模制树脂部40(步骤S104)。即,使图9所示的成形模具80的上模具81向上方移动而开放型腔83,在型腔83内设置定子1。之后,使上模具81向下方移动而关闭型腔83,将BMC等模制树脂从浇口84注入型腔83。注入到型腔83的模制树脂覆盖定子1的外周侧以及负载相反侧。
在使用热固性树脂作为模制树脂的情况下,在向型腔83注入模制树脂之后,对成形模具80进行加热,从而使型腔83内的模制树脂固化。由此,完成由模制树脂部40覆盖定子1的模制定子4的制造。
另外,与步骤S101~S104分开地形成转子5。即,将多个层叠要素在轴向上层叠,通过铆接等固定而形成转子铁芯50,将磁铁55插入磁铁插入孔51。并且,利用成为树脂部6的树脂一体成形轴7、转子铁芯50、磁铁55以及传感器磁铁56。由此,形成转子5。
然后,在转子5的轴7上安装轴承71、72,从模制定子4的开口部41插入到定子1的内侧部分(步骤S106)。另外,将托架73安装在模制定子4的开口部41,在托架15的外侧安装盖74。由此,图1所示的马达100的制造完成。
在图10所示的马达100的制造工序中,步骤S101~S104相当于定子1的制造工序(定子1的制造方法)。
<作用>
线圈3的电阻R使用线圈3的电阻率ρ、长度L和截面积S,用ρ×L/S表示。即,线圈3的电阻R与线圈3的长度L成正比地增加。因此,卷绕于齿12的线圈3的每一周的长度(以下,称为卷绕长度)越短,电阻R越小。电阻R越小,作为马达损耗之一的铜损越少,马达效率越高。在缩短线圈3的卷绕长度方面,使卷绕有线圈3的绝缘体2的卷绕部21的厚度变薄是有效的。
另外,若线圈3的匝数相同,则线圈3的线径越大则截面积S越大,因此电阻R变小。由于线圈3的匝数影响马达100的最大输出,因此,一般在决定了线圈3的匝数之后,在能够收容于槽13的范围内选定尽可能大的线径。
另外,绝缘体2的卷绕部21的侧部21c的最大厚度T3越薄,越能够增大槽13。即,使卷绕部21的侧部21c的最大厚度T3变薄具有缩短线圈3的卷绕长度且增大线圈3的截面积的效果。
另一方面,使卷绕部21的第一端部21a以及第二端部21b的最大厚度T1、T2变薄仅有助于线圈3的卷绕长度的缩短。即,与卷绕部21的轴向的最大厚度T1、T2相比,周向的最大厚度T3对马达效率改善的贡献度大。
图11表示与最大厚度T1、T2、T3对马达效率改善的贡献度相关的模拟结果。马达效率是输出(转速×转矩)相对于输入到马达100的电力之比(%)。
在图11中,线段E1表示将最大厚度T1、T2恒定为1mm并使最大厚度T3变化的情况下的马达效率的变化。线段E2表示使最大厚度T3恒定为0.4mm、使最大厚度T1、T2变化的情况下的马达效率的变化。
线段E3表示将最大厚度T2设为1mm、将最大厚度T3设为0.4mm并分别设为恒定、使最大厚度T1变化的情况下的马达效率的变化。线段E4表示将最大厚度T1设为1mm、将最大厚度T3设为0.4mm并分别设为恒定、使最大厚度T2变化的情况下的马达效率的变化。
从图11可知,如线段E1所示,在使最大厚度T3变薄的情况下,电机效率得到最大改善。
由于难以使绝缘体2的卷绕部21的最大厚度T1、T2、T3全部变薄,因此,在本实施方式1中,通过使侧部21c的最大厚度T3最薄,即,使T3<T1、T2成立,来提高马达效率的改善效果。
但是,卷绕部21的侧部21c的最大厚度T3受到设置于成形模具30内的定子铁芯10的位置精度的影响,因此在减薄最大厚度T3方面存在极限。因此,除了最大厚度T3之外,还需要减薄第一端部21a的最大厚度T1或第二端部21b的最大厚度T2。
在绝缘体2的成形工序中,如参照图7所说明的那样,热塑性树脂通过缸体315加热而成为熔融状态,从直浇道311经由流道312以及浇口313而被注入到型腔33。
通常,成形模具30的温度大幅低于缸体315的温度,定子铁芯10的温度为成形模具30的温度以下。因此,随着树脂在直浇道311、流道312、浇口313中流动,树脂的温度降低。
图12示出了热塑性树脂的温度与粘度和流动性之间的关系。由图12可知,随着树脂的温度降低,粘度和流动性降低。
另外,在从缸体315向成形模具30注入树脂时,对树脂施加成形压力。在图13中,关于3种树脂厚度Ta、Tb、Tc(Ta<Tb<Tc),表示成形压力与流动长度的关系。由图13可知,虽然成形压力越高则流动长度越长,但在树脂厚度薄的情况下,由成形压力引起的流动长度的增加率小。
如图8所示,浇口313在型腔33中在形成内侧壁部22的第一壁部22a(图5)的部分361开口。在型腔33内,越接近浇口313,树脂的温度越高,成形压力也越高,因此树脂的流动性高。
另一方面,在卷绕部21中,侧部21c的厚度最窄。因此,在型腔33中树脂通过形成卷绕部21的侧部21c的部分时,树脂的热被成形模具30以及定子铁芯10夺走而温度降低,另外,树脂也有可能局部地固化,成形压力难以均匀地传递到型腔33的整个区域。
根据以上内容,可以说型腔33的浇口313侧与浇口313的相反侧相比,树脂的流动性高,适合薄壁化。
因此,在该实施方式1中,使接近浇口313的第一端部21a的最大厚度T1比远离浇口313的第二端部21b的最大厚度T2薄。即,最大厚度T1、T2、T3满足T3<T1<T2,实现绝缘体2的薄壁化。
图14是表示在绝缘体2的最大厚度T1、T2、T3满足T3<T1<T2的实施方式1和满足T3<T2<T1的比较例中,能够使最大厚度T1、T2、T3变薄何种程度的示意图。
如上所述,卷绕部21的第二端部21b远离浇口313,树脂的流动性低。因此,若欲使第二端部21b的最大厚度T2变薄,则树脂无法充分地遍布于第二端部21b,产生成形不良。
与此相对,卷绕部21的第一端部21a接近浇口313,树脂的流动性高,因此,即使减薄第一端部21a的最大厚度T1也不会产生成形不良。因此,能够有效地使第一端部21a的最大厚度T1变薄。
浇口313在绝缘体2的内侧壁部22的第一壁部22a(图5)的表面形成为作为凹部或凸部的浇口痕G。但是,浇口痕G不限于形成于内侧壁部22的第一壁部22a,也可以形成于外侧壁部23的第一壁部23a。
<实施方式的效果>
如以上说明的那样,在实施方式1中,绝缘体2的卷绕部21具有位于齿12的周向的一侧的第一端部21a、位于另一侧的第二端部21b、以及位于齿12的周向的一侧的侧部21c。第一端部21a的轴向的最大厚度T1、第二端部21b的轴向的最大厚度T2、侧部21c的周向的最大厚度T3满足T3<T1<T2。另外,绝缘体2在轴向上与第一端部21a相同的一侧具有浇口痕G。因此,能够有效地使绝缘体2的厚度变薄,其结果是,能够提高线圈3的卷绕密度,提高马达效率。
实施方式2
接着,对实施方式2进行说明。图15是表示实施方式2中的齿12、绝缘体2A的卷绕部21以及线圈3的剖视图。绝缘体2A的卷绕部21与实施方式1同样地具有第一端部21a、第二端部21b以及侧部21c。
与实施方式1的绝缘体2同样地,绝缘体2A的卷绕部21的第一端部21a、第二端部21b以及侧部21c的最大厚度T1、T2、T3满足T3<T1<T2,浇口痕G(图5)在轴向上位于与第一端部21a相同的一侧。
在该实施方式2中,第一端部21a的外周面211是在轴向上向与齿12相反的一侧凸出的曲面。另外,该外周面211是在与齿12的延伸方向正交的面内具有曲率半径RT1的圆弧状的面。
第二端部21b的外周面212是在轴向上向与齿12相反的一侧凸出的曲面。另外,该外周面212是在与齿12的延伸方向正交的面内具有曲率半径RT2的圆弧状的面。
第一端部21a的外周面211的曲率半径RT1和第二端部21b的外周面212的曲率半径RT2满足RT1>RT2。
在使第一端部21a的最大厚度T1变薄的情况下,若曲率半径RT1较小,则存在第一端部21a与侧部21c之间的角部213的厚度变得过薄的可能性。因此,在成形时树脂无法遍布绝缘体21A的整体,有可能产生成形不良。
在实施方式2中,第一端部21a的外周面211的曲率半径RT1比第二端部21b的外周面212的曲率半径RT2大。因此,即使使卷绕部21的第一端部21a的最大厚度T1变薄,角部213也不会变得过薄,能够抑制成形不良的产生。
实施方式2的马达除了上述的点以外,与实施方式1的马达100同样地构成。
如以上说明那样,在实施方式2中,绝缘体2A的卷绕部21的第一端部21a的外周面211的曲率半径RT1和第二端部21b的外周面212的曲率半径RT2满足RT1>RT2。因此,不会产生成形不良,能够进一步减薄绝缘体2A的卷绕部21的第一端部21a的最大厚度T1。由此,能够提高线圈3的卷绕密度,提高马达效率。
另外,说明了第一端部21a的外周面211和第二端部21b的外周面212是圆弧状的曲面,但只要是规定了曲率半径的曲面,也可以不一定是圆弧状。
另外,说明了绝缘体2A的卷绕部21的最大厚度T1、T2、T3满足T3<T1<T2,但在实施方式2中,若RT1>RT2以及T1<T2成立,则能够得到使最大厚度T1变薄的效果。
实施方式3
接着,对实施方式3进行说明。图16(A)是表示实施方式3中的齿12、绝缘体2B的卷绕部21以及线圈3的剖视图。绝缘体2B的卷绕部21与实施方式1同样地具有第一端部21a、第二端部21b以及侧部21c。
与实施方式1的绝缘体2同样地,绝缘体2B的卷绕部21的第一端部21a、第二端部21b以及侧部21c的最大厚度T1、T2、T3满足T3<T1<T2,浇口痕G(图5)在轴向上位于与第一端部21a相同的一侧。
该实施方式3的绝缘体2B在第一端部21a与侧部21c之间具有作为第一角部的角部213。如图16(C)放大所示,角部213是在与齿12的延伸方向正交的面内具有曲率半径R1的圆弧状的面。
绝缘体2B还在第二端部21b与侧部21c之间具有作为第二角部的角部214。如图16(B)放大所示,角部214是在与齿12的延伸方向正交的面内具有曲率半径R2的圆弧状的面。
角部213的曲率半径R1和角部214的曲率半径R2满足R1<R2。
绝缘体2B由成形模具30(图7)成形,因此卷绕部21的角部213、214由于模具形状的制约而均为曲面。另一方面,齿12由冲裁出的层叠钢板的层叠体构成,因此齿12的截面中的4个角部均为直角。
因此,若绝缘体2B的角部213的曲率半径大,则在使第一端部21a的最大厚度T1变薄的情况下,覆盖齿12的角部的角部213的厚度有可能变得过薄。即,在成形时树脂有可能无法遍布绝缘体2B的整体。
在该实施方式3中,第一端部21a侧的角部213的曲率半径R1小于第二端部21b侧的角部214的曲率半径R2。因此,覆盖齿12的角部的角部213的厚度不会变得过薄,能够抑制成形不良的产生。
另外,角部213的曲率半径R1和第一端部21a的最大厚度T1满足R1≤T1。
如果角部213的曲率半径R1比第一端部21a的最大厚度T1大,则在第一端部21a的外周面211接近平坦面的情况下,覆盖齿12的角部的角部213的厚度有可能比侧部21c的厚度薄。即,在成形时树脂有可能无法遍布绝缘体2B的整体。
在该实施方式3中,角部213的曲率半径R1为第一端部21a的最大厚度T1以下。因此,即使在第一端部21a的外周面211接近平坦面的情况下,也能够将角部213的厚度保持为能够进行树脂成形的厚度。
需要说明的是,如在实施方式2中说明的那样,可以将第一端部21a及第二端部21b的外周面211、212设为圆弧状的曲面,也可以使各自的曲率半径RT1、RT2(图15)满足RT1>RT2。
实施方式3的马达除了上述的点以外,与实施方式1的马达100同样地构成。
如以上说明的那样,在实施方式3中,第一端部21a与侧部21c之间的角部213的曲率半径R1比第二端部21b与侧部21c之间的角部214的曲率半径R2小。因此,能够抑制成形不良的产生,并且能够进一步减薄绝缘体2B的卷绕部21的第一端部21a的最大厚度T1。由此,能够提高线圈3的卷绕密度,提高马达效率。
<空气调节装置>
接着,对能够应用上述各实施方式的马达的空气调节装置进行说明。图17(A)是表示应用了实施方式1的马达100的空气调节装置500的结构的图。空气调节装置500包括室外机501、室内机502和连接它们的制冷剂配管503。
室外机501具备例如作为螺旋桨式风扇的室外送风机510,室内机502具备例如作为横流式风扇的室内送风机520。室外送风机510具有叶轮505和对其进行驱动的马达100。室内送风机520具有叶轮521和对其进行驱动的马达100。马达100均具有在实施方式1中说明的结构。此外,在图17(A)中还示出了对制冷剂进行压缩的压缩机504。
图17(B)是室外机501的剖视图。马达100由配置在室外机501的外壳508内的框架509支承。在马达100的轴7上经由轮毂506安装有叶轮505。
在室外送风机510中,通过马达100的转子5的旋转,安装于轴7的叶轮505旋转,向室外送风。在制冷运转时,利用室外送风机510的送风将由压缩机504压缩后的制冷剂在冷凝器(未图示)中冷凝时放出的热放出到室外。同样地,在室内送风机520(图17(A))中,通过马达100的转子5的旋转,叶轮521旋转,将由蒸发器(未图示)夺取了热的空气向室内送风。
上述的实施方式1的马达100通过线圈3的卷绕密度的提高而具有较高的马达效率,因此能够提高空气调节装置500的运转效率。
此外,也可以使用实施方式2、3的马达来代替实施方式1的马达100。另外,在此,室外送风机510的驱动源以及室内送风机520的驱动源使用了马达100,但只要至少任一方的驱动源使用马达100即可。
另外,各实施方式的马达100也能够搭载于空气调节装置的送风机以外的电气设备。
以上,对本发明的优选实施方式进行了具体说明,但本发明并不限定于上述实施方式,在不脱离本发明的主旨的范围内,能够进行各种改良或变形。
附图标记的说明
1定子、2、2A、2B绝缘体、3线圈、4模制定子、5转子、6树脂部、7轴、10定子铁芯、10A连结铁芯、11磁轭、12齿、13槽、21卷绕部、21a第一端部、21b第二端部、21c侧部、22内侧壁部、22a第一壁部、22b第二壁部、22c侧壁部、23外侧壁部、23a第一壁部、23b第二壁部、23c侧壁部、30成形模具、31上模具、32下模具、33型腔、40模制树脂部、41开口部、42轴承支承部、43电路基板、44磁传感器、50转子铁芯、51磁铁插入孔、55磁铁、56传感器磁铁、80成形模具、81上模具、82下模具、83型腔、100马达、211曲面、212曲面、311直浇道、312流道、313浇口、315缸体、500空气调节装置、501室外机、502室内机、503制冷剂配管、504压缩机、505叶轮、510室外送风机、520室内送风机、521叶轮。
- 定子、马达、送风机、空气调节装置及定子的制造方法
- 定子、马达、送风机以及定子的制造方法