粒状物的进给系统及其进给方法
文献发布时间:2023-06-19 10:32:14
技术领域
涉及粒状物的进给系统及其进给方法,特别是涉及在粒状物的进给过程中实施粒状物的分选的进给系统以及进给方法。
背景技术
这种进给系统以及进给方法例如朝向香烟制造机的烟草带(tabacco band)将作为粒状物的烟丝与承载空气流一同进给,以下的专利文献1公开这种系统以及方法的一个例子。专利文献1的进给系统在烟丝的进给过程中对烟丝进行风选分离。具体而言,在这里的风选分离中使用一次以及二次分离滑槽,在这些一次以及二次分离滑槽内分别产生作为分选空气流的一次以及二次空气流。在烟丝通过一次以及二次分离滑槽内时,烟丝利用一次以及二次空气流,根据其重量而被分选。
详细地说,烟丝最终被分选为比允许值轻的烟丝(合格品)和比允许值重的烟丝(不合格品),仅合格品被朝向烟草带进给。另一方面,不合格品被排出到进给系统外的移送路径,不合格品不会被进给到烟草带。
现有技术文献
专利文献
专利文献1:日本特开2000-60522号公报
发明内容
发明将要解决的课题
在香烟的制造中,考虑处于二律背反的关系的烟丝的成品率与香烟的品质而将从所述二次分离滑槽排出的不合格品的量、即所谓筛分量(winnowed amount)调整为目标值。然而,筛分量的目标值按照每个应被制造的香烟的品牌而不同,因此期望开发出能够容易地应对目标值的变更、另一方面能够迅速地将筛分量控制成其目标值的进给系统以及进给方法。
因此,本申请发明的目的在于提供能够迅速且自动地将粒状物的筛分量控制成目标值的粒状物的进给系统以及进给方法。
用于解决课题的手段
上述的目的通过本发明的粒状物的进给系统实现,该进给系统具备:
进给路径,其将粒状物与承载空气流一同朝向使用所述粒状物的使用装置进给;
分离装置,其在所述粒状物的进给过程中,通过风选分离将所述粒状物分离为合格品以及比该合格品重的不合格品,仅将该不合格品从所述进给路径排出;
调整装置,其能够直接地以及/或者间接地调整使用于所述风选分离的分选空气流的流速;
移送路径,其接收并移送从所述进给路径排出的不合格品;
计量装置,其在规定的时期且在规定的期间内对在所述移送路径中移送的所述不合格品进行采样,在实施所述不合格品的采样重量的计量以及该计量结果的输出之后,使采样到的所述不合格品返回所述移送路径;以及
控制器,其从所述计量装置接收所述计量结果,基于该计量结果控制所述调整装置的工作,以使所述采样重量与管理基准的目标值一致。
另外,本发明也提供已知粒状物的进给方法,该进给方法具备:
进给工序,将粒状物与承载空气流一同沿进给路径朝向使用所述粒状物的使用装置进给;
分离工序,在所述粒状物的进给过程中,通过风选分离将所述粒状物分离为合格品以及比该合格品重的不合格品,仅将该不合格品从所述进给路径排出;
移送工序,将从所述进给路径排出的所述不合格品接收且沿移送路径移送;
计量工序,在规定的时期且在规定的期间内对在所述移送路径中移送的所述不合格品进行采样,在实施所述不合格品的采样重量的计量以及该计量结果的输出之后,使采样到的所述不合格品返回到所述移送路径;以及
控制工序,从所述计量工序接收所述计量结果,基于该计量结果,直接地以及/或者间接地控制使用于所述风选分离的分选空气流的流速,以使所述采样重量与管理基准的目标值一致。
上述的进给系统以及进给方法着眼于使用于风选分离的分选空气流的流速与不合格品的采样重量之间处于相关关系,自动地控制分选空气流的流速以使采样重量与管理基准的目标值一致。
发明效果
根据上述的本发明的进给系统(进给方法),仅通过调整分选空气流的流速,就能够迅速且自动地使不合格品的排出量(筛分量)与管理基准的目标值一致。本发明的进给系统(进给方法)的其他优点可根据参照添附附图的后述的实施方式的说明得知。
附图说明
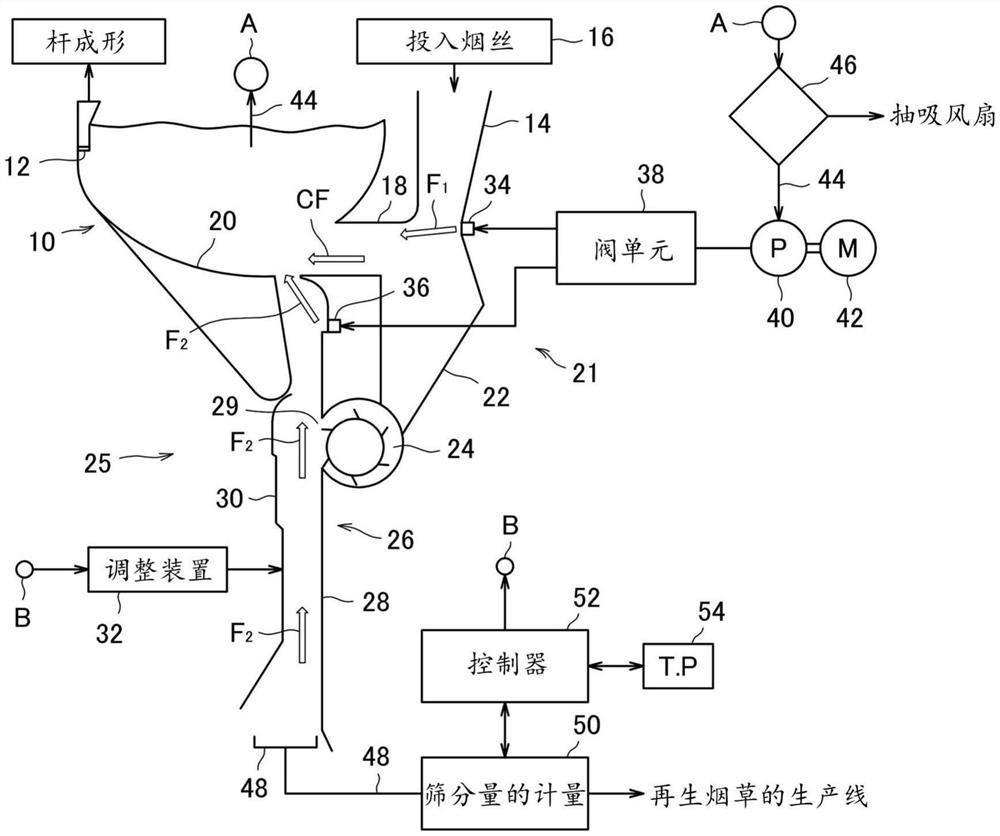
图1是表示香烟制造机所适用的本发明的第一实施方式的烟丝的进给系统的概略图。
图2是更具体地示出图1中的调整装置的图。
图3是表示图1中的计量装置的一个例子的图。
图4是表示图3中的计量装置的电子秤位于休止位置的状态的图。
图5是表示图4中的电子秤位于计量位置的状态的图。
图6是详细表示图3中的托盘单元的概略侧视图。
图7是详细表示图3中的托盘单元的概略俯视图。
图8是表示变形例的计量装置的一部分的概略图。
图9是表示图1中的控制器所实施的控制例程的流程图。
图10是本发明的第二实施方式的进给系统的概略图。
图11是本发明的第三实施方式的进给系统的概略图。
图12是表示图11中的控制器所实施的控制例程的流程图。
具体实施方式
若参照图1,本发明的第一实施方式的香烟制造机的烟丝进给系统包含作为粒状物的烟丝的进给路径10,该进给路径10朝向香烟制造机的烟草带12将烟丝与承载空气流一同进给。烟草带12通过抽吸将所进给的烟丝以层状吸附,在其下表面形成烟丝层。之后,该烟丝层被从烟草带12向香烟制造机的杆成形区域移送。在该杆成形区域,烟丝层被卷纸包住并形成为烟丝条(tabacco rod)。而且,烟丝条按照规定的长度被切断,形成为香烟或者具有该香烟的2倍长度的香烟杆(cigarette rod)。
进给路径10的上游区域形成为重力滑槽14,该重力滑槽14沿铅垂方向延伸。重力滑槽14的上端连接于烟丝的投入装置16,该投入装置16每单位时间向重力滑槽14内投入一定量的烟丝。因此,投入的烟丝在重量滑槽14内通过自重而下落。重力滑槽14的下端经由连接管道18连接于流动槽20,该流动槽20延伸至前述的烟草带12。流动槽20与连接管道18一起形成进给路径10的下游区域。
到达所述重量滑槽14的下端的烟丝由一次分离装置21风选分离,该一次分离装置21包含一次分离滑槽22。该一次分离滑槽22从重力滑槽14的下端与连接管道18的连接区域朝向下方延伸,在该一次分离滑槽22的下端,在其内部定位有能够旋转的锁气室(airlocker)24。
一次分离滑槽22的下端经由锁气室24连接于二次分离装置25的二次分离滑槽26。并且该二次分离滑槽26也沿铅垂方向延伸,二次分离滑槽26在下游区域、即流动槽20的底部具有在连接管道18的终端附近开口的上端以及向外部空气开放的下端。
详细地说,二次分离滑槽26包含相互对置的两个壁28、30,这些壁28、30分别从二次分离滑槽26的上端延伸至下端。在一方的壁28上,在二次分离滑槽的上端与下端之间具有中间口29,前述的锁气室24面向中间口29而配置。与此相对,另一方的壁30从与锁气室24对应的水平位置延伸至二次分离滑槽26的下端,一对壁28、30的至少一方能够经由调整装置32移动,以使一对壁28、30间的间隔、即二次分离滑槽26的开度可变。之后详细叙述调整装置32。
而且,在重力滑槽14的下端部定位有一次空气喷嘴34,另外,在二次分离滑槽26的固定壁28的上部定位有二次空气喷嘴36。这些一次以及二次空气喷嘴34、36经由阀单元38连接于气泵40,该气泵40由带逆变器的电动马达42驱动。因而,从气泵40排出的空气经由阀单元38分别供给到一次以及二次空气喷嘴34、36,一次空气喷嘴34如图1中的箭头F1所示那样产生横穿重量滑槽14的下端、之后经由连接管道18朝向流动槽20的一次空气流。
另一方面,二次空气喷嘴36吹出朝向二次分离滑槽26的上端的空气。这里,如前述那样,二次分离滑槽26的下端向外部空气开放,因此伴随着空气从二次空气喷嘴36的吹出,二次分离滑槽26从其下端吸入外部空气,吸入的外部空气如图1中的箭头F2所示那样使二次分离滑槽26内产生二次空气流(分选空气流)。
而且,虽然图1中未示出,在流动槽20的底部,在比二次分离滑槽26的上端靠下游沿流动槽20配置有多个辅助空气喷嘴,这些辅助空气喷嘴也经由阀单元38连接于气泵40。因此,辅助空气也分别从辅助空气喷嘴吹出。
除了上述的一次以及二次空气流F2、F2之外,还有多个辅助空气的吹出形成用于前述烟丝的所述承载空气流CF,该承载空气流CF的流量能够由阀单元38调整。详细地说,阀单元38能够分开地调整一次以及二次空气F1、F2以及多个辅助空气的流量。
而且,流动槽20的内部经由返回路径44连接于气泵40,该返回路径44与前述的进给路径10一同形成空气的循环路径。另外,在返回路径44配置有旋风集尘器46,集尘器46连接于抽吸风扇。
根据上述的进给系统,从前述的投入装置16投入到重力滑槽14内的烟丝在重力滑槽14内朝向重力滑槽14的下端下落。到达重力滑槽14的下端的烟丝利用前述的一次空气流F1进行风选分离,被分选为相对较轻的烟丝(第一烟丝)与相对较重的烟丝(第二烟丝),第一烟丝通过连接管道18被送入流动槽20,之后与承载空气流CF一同朝向烟草带12进给。
另一方面,第二烟丝通过一次空气流F1下落到一次分离滑槽22内,之后经由锁气室24投入到二次分离滑槽26内。之后,投入到二次分离滑槽26内的第二烟丝进一步被风选分离,被分离为相对较轻的烟丝(第三烟丝)与相对较重的烟丝(第四烟丝)。第三烟丝利用二次空气流F2上升,从二次分离滑槽26的上端导向流动槽20,与前述的第一烟丝一起朝向烟草带12进给。因而,第一以及第三烟丝作为正规的烟丝被使用于香烟的制造。
另一方面,第四烟丝作为不合格的烟丝,克服二次空气流F2而在二次分离滑槽26内下落,从二次分离滑槽26的下端作为不合格品排出。
如图1所示,在二次分离滑槽26的正下方配置有移送路径48。该移送路径48接收从二次分离滑槽26的下端排出的不合格的烟丝,将该不合格的烟丝例如朝向再生烟草的生产线移送。在移送路径48配置有计量不合格的烟丝的排出量、所谓筛分量的计量装置50,该计量装置50将筛分量的计量结果向控制器52供给。控制器52电连接于前述的调整装置32,基于筛分量的计量结果使调整装置32工作,将筛分量控制为目标值。另外,在控制器52电连接有作为输入装置的触摸面板(T.P)54,该触摸面板54能够使用于来自控制器52的输出的显示、指令向控制器52的输入。之后详细叙述计量装置50以及控制器52。
调整装置
图2具体地示出前述的调整装置32的一个例子。
调整装置32包含平行连杆56,该平行连杆56具有相互平行的一对连杆臂58a、58b。这些连杆臂58a、58b的一端经由托架60连结于二次分离滑槽26的所述另一方的壁、即可动壁30。另一方面,一对连杆臂58a、58b的另一端经由中间连杆臂62相互连结。而且,从连杆臂58a的另一端延伸出驱动臂64,该驱动臂64连结于电动缸66的驱动杆68。电动缸66转动自如地支承于安装底座69。
在电动缸66的驱动杆68如图2中实线所示的状态收缩时,可动壁30朝向二次分离滑槽26的一方的壁、即固定壁28移动。其结果,固定壁28与可动壁30之间的间隔D从D1减少为D2。相反,在电动缸66的驱动杆68如图2中双点划线所示的状态伸长时,可动壁30向离开固定壁28的方向移动,间隔D增加到D1。
所述间隔D表示二次分离滑槽26的下端对于外部空气开放的程度、即二次分离滑槽26的开度(最小流路截面面积),由此,上述的调整装置32能够调整二次分离滑槽26的开度。在本实施方式的情况下,为了能够自动调整二次分离滑槽26的开度,电动缸66电连接于前述的控制器52,该控制器52能够控制电动缸66的工作。
如果进一步附加,上述的调整装置32使可动壁30相对于固定壁28向接近的方向或者远离的方向移动,然而,调整装置32也能够使两个壁28、30同时向相互接近的方向或者远离的方向移动,进而使所述间隔D减少或者增加。
计量装置
图3具体地示出前述的计量装置50的一个例子。首先,在对计量装置50进行说明之前,关于前述的移送路径48追加说明。在本实施方式的情况下,移送路径48包含第一振动传送机70。该第一振动传送机70从二次分离滑槽26的下端的正下方延伸,向图3中的箭头C的方向移送不合格的烟丝。在第一振动传送机70的终端的正前方配置有料斗形状的中继管道72,该中继管道72定位于比第一振动传送机70靠下方的水平。而且,在中继管道72的正下方配置有第二振动传送机74,该第二振动传送机74从中继管道72向与第一振动传送机70相反的方向延伸。
因此,在不合格的烟丝在第一振动传送机70上移送时,不合格的烟丝从第一振动传送机70的终端通过中继管道72内被第二振动传送机74接收,之后由第二振动传送机74进一步朝向前述的再生烟草的生产线移送。
计量装置50包含第一支承框架76以及第二支承框架78。第一支承框架76配置于第一振动传送机70的终端部的下方。与此相对,第二支承框架78在第一振动传送机70上的不合格烟丝的移送方向上远离第一支承框架76地配置。详细地说,第二支承框架78配置于前述的进给系统的外壳80的外侧,由罩82覆盖。该罩82与所述外壳80邻接,将其内部规定为计量室84。该计量室84通过形成于外壳80的开口连通于进给系统的内部。
从第一支承框架76到第二支承框架78相互平行地延伸有一对水平的直线导轨86,这些直线导轨86的两端部支承于第一以及第二支承框架76、78的上表面。在直线导轨86安装有托盘穿梭机(tray shuttle)88,该托盘穿梭机88能够利用气缸等线性运动驱动器(未图示)沿直线导轨86往复地移动。
在托盘穿梭机88经由多个电磁体(未图示)配置有用于将不合格的烟丝采样的托盘单元92。因此,在这些电磁体被励磁时,托盘单元92被吸附于托盘穿梭机88,从而固定于托盘单元92。因此,在托盘穿梭机88与托盘单元92一同从第二支承框架78的正上方位置如图3中双点划线所示那样定位于中继管道72的正上方位置、即采样位置时,从第一振动传送机70的终端排出的不合格的烟丝被托盘单元92而并非被第二振动传送机74接收,从而被采样。
另一方面,第二支承框架78在其下部包含架板94,在该架板94经由带引导件的气缸96配置有电子秤98。该电子秤98具有水平的秤板100以及一对推动器102,这些推动器102从秤板100朝向上方突出。详细地说,在图4所示的状态下,一对推动器102定位于一对直线导轨86的下方并且是这些直线导轨86间。
在向托盘单元92的不合格烟丝的采样结束之后,托盘单元92与托盘穿梭机88一同返回到第二支承框架78的正上方位置、即计量位置(图4的状态)。之后,前述的电磁体被消磁,然后,如果气缸96伸长,则电子秤98如图5所示那样上升。此时,电子秤98的一对推动器102不仅向第二支承框架78的上方突出,还通过托盘穿梭机88,使托盘单元92从该托盘穿梭机88提升。
因此,在该时刻,能够由电子秤98计量对不合格的烟丝进行了采样的托盘单元92的重量、即不合格的烟丝的采样重量(筛分量),电子秤98将该计量结果向前述的控制器52输出。之后,电子秤98以及托盘单元92返回到图4所示的休止位置,另外,托盘单元92利用电磁体吸附于托盘穿梭机88,并再次固定于该托盘穿梭机88。
另一方面,在上述的采样方法中,在计量筛分量之后,需要使托盘单元92内的不合格的烟丝返回前述的移送路径48。因此,本实施方式的托盘单元92具有特有的构造,关于该构造,以下一边参照图6、7一边详细叙述。
如图6所示,托盘单元92包含板状的托盘底座104,该托盘底座104能够经由所述电磁体吸附于托盘穿梭机88。托盘底座104在其一端部具有一对托架106,这些托架106如图7中所示那样在与托盘单元92的移动方向正交的方向上相互离开,分别支承杆108的两端部。
在托盘底座104的正上方配置有实际上接收不合格的烟丝所用的托盘110,该托盘110的一端部经由一对连杆112转动自如地支承于杆108。在托盘110以杆108为中心向下方转动时,托盘110以其另一端部通过形成于托盘底座104的开口114的方式朝下倾斜。
而且,在托盘底座104上,在开口114的两侧分别配置有引导杆116,这些引导杆116的两端经由托架118支承于托盘底座104。在各引导杆116分别安装有滑动件120,这些滑动件120经由连结杆122相互连结。另外,根据图7可知,在各引导杆116分别配置有包围该引导杆116的压缩螺旋弹簧124,这些压缩螺旋弹簧124从对应的滑动件120延伸至定位于托盘底座104的一端侧的托架118。因此,在各压缩螺旋弹簧124处于非压缩状态时,如图6、7所示,压缩螺旋弹簧124隔着对应的滑动件120使连结杆122朝向托盘底座104的另一端侧移动。
另一方面,从托盘110的下表面朝向下方突出有一对三角板126。这些三角板126呈直角三角形的形态,在托盘单元92的移动方向上相互平行地延伸。更详细地说,各三角板126的下缘由所述直角三角形的斜边形成,根据图6可知,该斜边从托盘110的另一端侧朝向一端侧逐渐上升。
在托盘110处于图6、7中实线所示的状态时,一对三角板126在位于托盘110的另一端侧的斜边的部位抵接于连结杆122,其结果,托盘110被保持为水平姿势。另外,图7仅以轮廓示出了托盘110。
如果从这种状态起,连结杆122与一对滑动件120一同克服压缩螺旋弹簧124的施力而朝向托盘110的一端侧移动,则连结杆122相对于三角板126的斜边的抵接位置也朝向托盘110的一端侧变化,因此托盘110如前述那样以杆108为中心通过自重朝下转动。即,托盘110对应于三角板126中的斜边的倾斜而朝下转动,由此,托盘110内的不合格的烟丝能够从托盘110排出(参照图6的双点划线)。
为了使上述的连结杆122能够移动,使一方的滑动件120具有延长部120e(参照图7),另外,计量装置50还包含气缸128。该气缸128如图3所示那样配置于第一支承框架76的上表面。在托盘单元92被定位于前述的采样位置时,气缸128的活塞杆朝向托盘单元92伸长而抵接于滑动件120的所述延长部120e,隔着该延长部120e使连结杆122朝向托盘110的一端侧移动。因此,托盘110的朝下的转动操作仅在托盘单元92位于采样位置时能够实施,从托盘110排出的不合格的烟丝通过中继管道72被接收到第二振动传送机74上。
在结束不合格的烟丝从托盘110的排出之后,托盘单元92从采样位置返回到计量位置。此时,滑动件120的延长部120e离开气缸128的活塞杆,连结杆122在压缩螺旋弹簧124的施力下朝向托盘110的另一端侧返回,使托盘110恢复为水平姿势。因此,托盘110的水平姿势的恢复在托盘单元92返回到计量位置的过程中实施,因此,即使此时不合格的烟丝从第一振动传送机70的终端下落到托盘110上,此处的不合格的烟丝也能够从托盘110通过中继管道72而被第二振动传送机74接收。
其结果,在完成不合格的烟丝从托盘110的排出之后,返回到计量位置的托盘单元92的托盘110中不会残留不合格的烟丝,不会对下次的不合格的烟丝的采样产生障碍。另外,气缸128的活塞杆在托盘单元92从采样位置返回到计量位置的过程中收缩。
上述的计量装置50的促动器、气缸以及电子秤等的工作由全部前述的控制器52控制。其结果,从自移送路径48采样不合格的烟丝、经过计量采样到的不合格的烟丝、再到采样到的不合格的烟丝向移送路径48返回这一系列的例程得以自动化。
图8示出计量装置50的其他例。这里,也在说明计量装置50之前,对移送路径48进行说明。
移送路径48取代第二振动传送机74而包含回收箱130,该回收箱130配置于第一振动传送机70中的终端的下方,具有朝向上方开放的上端。从回收箱130延伸出回收软管132,该回收软管132连接于再生烟草的生产线。而且,在回收软管132连接有抽吸风扇(未图示),该抽吸风扇能够使回收软管132内产生从回收箱130朝向再生烟草的生产线的空气流。
这里的计量装置50包含配置于第一振动传送机70的终端与回收箱130之间的计量料斗134,该计量料斗134在其下端具有能够开闭的排出口。因此,在排出口关闭时,计量料斗134能够接收从第一振动传送机70的终端排出的不合格的烟丝。
另一方面,计量料斗134经由作为秤的一对称重传感器136安装于支承框架138,这些称重传感器136被悬臂支承于支承框架138。因此,一对称重传感器136能够测量计量料斗134的重量、即采样到计量料斗134中的不合格的烟丝的重量(筛分量)。
计量料斗134的排出口利用板状的闸门140开闭,该闸门140经由铰接轴安装于排出口。铰接轴在排出口的附近经由一对轴承被支承,另一方面,连结于旋转气缸142。该转子气缸142经由托架(未图示)支承于支承框架138,旋转气缸142使闸门140绕铰接轴转动,将计量料斗134的排出口开闭。
不合格的烟丝的采样在关闭了计量料斗134的排出口的状态下实施,在该采样中,一对称重传感器136测量不合格烟丝的采样重量(筛分量),并将其计量结果持续输出到控制器52。
之后,当不合格烟丝的采样结束时,控制器52基于采样结束时刻的来自称重传感器136的输出信号求出筛分量,另一方面经由旋转气缸142打开计量料斗134的排出口。由此,在采样后,不合格的烟丝从计量料斗134通过回收箱130以及回收软管132朝向再生烟草的生产线被送出。
如果补充说明,在未要求不合格烟丝的采样时,计量料斗134的排出口被维持在打开的状态,由此,从第一振动传送机70的终端排出的不合格烟丝通过计量料斗134、回收箱130以及回收软管132送至再生烟草的生产线。
在上述的图8的计量装置的情况下,旋转气缸142的工作也由控制器52控制,其结果,从不合格烟丝的采样到筛分量的测决定的一系列的例程同样被自动化。
图9、10示出由控制器52执行的控制流程,该控制流程包含不合格烟丝的采样以及筛分量的测定和基于该测定结果的前述的调整装置32的工作控制。
在所述控制流程中,首先辨别香烟制造机是否正在运行(步骤S1),在这里的辨别结果为真(Yes)的情况下,辨别是否是不合格的烟丝的采样时期(步骤S2)。在步骤S1中的辨别结果为假(No)情况下,辨别香烟制造机是否运转停止(步骤S3),在这里的辨别结果是真的情况下,控制器52停止工作。然而,在步骤S3的辨别结果为假的情况下,经过步骤S1重复实施步骤S2的辨别。
步骤S2中的采样时期例如可从工作日的规定时刻、作业员的换班时或者工作日的每1小时等中选择,经由前述的触摸面板54预先储存于控制器52的存储器。
在步骤S2的辨别结果为真时,控制器52使用前述的计量装置50的一方开始不合格的烟丝的采样(步骤S4),接下来,辨别采样期间是否结束(步骤S5)。步骤S5中的采样期间例如被设定为一定的时间,经由触摸面板54预先储存于控制器52的存储器。
在步骤S5的辨别结果为真时,控制器52利用计量装置50测定不合格的烟丝的采样重量、即筛分量Wa(步骤S6),从计量装置50接收测定出的筛分量Wa(步骤S7)。之后,控制器52将筛分量Wa换算为管理基准的筛分量Wb(步骤S8)。这里,管理基准的筛分量Wb表示利用香烟制造机制造出例如1千万根香烟时的筛分量。这里,管理基准的筛分量Wb按照每个应被制造的香烟的品牌、即按照每种制造某个品牌的香烟所用的烟丝的多种烟叶的组合具有目标值Wo,该目标值Wo由上限值以及下限值规定。这种管理基准的目标值Wo通过经由触摸面板54对控制器52输入而可改写地被存储。
接下来,控制器52对筛分量Wb与目标值Wo之间的偏差ΔW(=Wo-Wb)进行运算(步骤S9),基于该偏差ΔW的正负以及绝对值,决定向前述的调整装置32的控制指令(步骤S10),将该控制指令向驱动调整装置32的电动缸66的驱动器输出(步骤S11)。之后,控制器52重复实施上述的控制例程。
具体而言,在步骤S10中的偏差ΔW正的情况下,控制指令被决定为,基于偏差ΔW的大小,使电动缸66向前述的二次分离滑槽26的开度(间隔D)增加的方向工作,相反,在偏差ΔW为负的情况下,控制指令被决定为,基于偏差ΔW的绝对值的大小,使电动缸66向所述开度(间隔D)减少的方向工作。另外,在偏差ΔW处于允许范围的情况下,控制指令成为无效指令,电动缸66维持当前的状态。
如果调整装置32的电动缸66基于控制指令工作,则二次分离滑槽26内的二次空气流的流速减少或者增加,因此之后的筛分量Wb朝向目标值Wo迅速地变化。而且,上述的筛分量Wb的调整在香烟制造机的运转中被周期性地重复,因此筛分量Wb被稳定地维持为目标值Wo。
如果进一步附加说明,在步骤S10中的偏差ΔW为正的情况下,电动缸66向使二次分离滑槽26的开度(间隔D)增加的方向阶段性地工作,此时的电动缸66的工作行程根据偏差ΔW的大小而决定。另一方面,在偏差ΔW为负的情况下,电动缸66向使二次分离滑槽26的开度(间隔D)减少的方向阶段性地工作,此时的电动缸66的工作行程根据偏差ΔW的绝对值的大小而决定。
具体而言,电动缸66的每一次工作行程也可以基于经由触摸面板54输入到控制器52的参数而决定,且该参数被存储于控制器52。例如在电动缸66具有100mm的最大工作行程的情况下,每一次工作行程例如以1.0mm,1.5mm,2.0mm,···的数列作为参数,从该数列之中根据偏差ΔW来决定。
发明人等发现,在具备实施以往的进给方法的系统的香烟制造机的连续运转中,如果由制造机制造的香烟的品牌相同,则筛分量Wb不会显著变动。因此,在步骤S10中的偏差ΔW为正或者负的值的情况下,如果电动缸66阶段性地工作、即图9的控制例程被重复实施,则偏差ΔW朝向前述的管理基准内(上限值与下限值之间)逐渐收敛,并落入管理基准内。
而且,发明人等发现,在具备实施以往的进给方法的系统的香烟制造机多次运转时,即使制造的香烟的品牌相同且二次分离滑槽26的开度(间隔D)相同,从各香烟制造机排出的筛分量Wb也不同。因此,即使偏差ΔW相同,也能够从前述的数列之中选择电动缸66的每一次工作行程,因此能够决定适合该香烟制造机的工作行程。
控制器52能够在香烟制造机的运转停止后将香烟制造机的运转时间、筛分量Wb、偏差ΔW、向电动缸6的控制指令、应制造的香烟的品牌等作为运转记录而存储。换言之,控制器52能够按照每个制造出的香烟的品牌存储对于电动缸66的最后的控制指令。因此,在香烟制造机的运转再次开始时,控制器52能够向电动缸66供给与在上一次制造出与这次应制造的香烟同一品牌的香烟时供给到电动缸66的控制指令相同的控制指令,并经由电动缸66的工作使二次分离滑槽26的开度(间隔D)恢复到与上一次相同的开度(间隔D)。
进而,在筛分量Wb重复脱离目标值Wo、然后脱离的重复次数达到规定的值时,控制器52也可以取代向电动缸66输出控制指令,而是输出通知进给系统产生了异常的指令。
图10示出第二实施方式的烟丝进给系统。在第二实施方式的情况下,二次分离滑槽26取代前述的可动壁30而包含固定壁28’,二次分离滑槽26的最小流路截面面积是一定的。因此,在第二实施方式的情况下,不需要前述的调整装置32。
在第二实施方式的情况下,进给系统包含朝向一次以及二次空气喷嘴34、36独立地供给空气的第一及第二空气路径144、146。第一空气路径144将一次空气喷嘴34直接连接于前述的气泵40,第二空气路径146将二次空气喷嘴36直接连接于与气泵40不同的气泵148。该气泵148还连接于带逆变器的电动马达150,该电动马达150电连接于前述的控制器52。即,第二空气路径气泵148以及电动马达150取代前述的调整装置32而构成直接地调整二次空气流的流量、即其流速的调整装置33。
根据这种第二实施方式的调整装置33,能够独立于从一次空气喷嘴34排出的空气的流量、即一次空气流F1地使从二次空气喷嘴36排出的空气的流量、即二次空气流F2可变。因此,控制器52通过基于前述的偏差ΔW调整电动马达150的旋转速度、即二次空气流F2的流速(流量),能够同样地控制成使筛分量Wb与目标值Wo一致。
详细地说,在前述的控制例程中,步骤S10如以下那样决定控制指令。在偏差W为正的情况下,控制指令被决定为,基于偏差ΔW的大小使电动马达150的旋转速度向二次空气流F2的流量(流速)增加的方向增加。相反,在偏差ΔW为负的情况下,控制指令被决定为,基于偏差ΔW的绝对值的大小使电动马达150的旋转速度向二次空气流F2的流量(流速)减少的方向减少。另外,在偏差ΔW处于允许范围的情况下,控制指令成为无效指令,电动马达150维持当前的状态。
另外,本发明的进给系统能够同时包含图2所示的调整装置32以及图10所示的调整装置33,在该情况下,调整装置32、33能够协作而更迅速地调整二次空气流F2的流量(流速)、即筛分量Wb。
而且,图11示出本发明的第三实施方式的烟丝进给系统。
第三实施方式的烟丝进给系统取代前述的第一以及第二实施方式的系统的一次以及二次分离滑槽22、26而具备空气循环型的分离管道160,该分离管道160配置于烟丝的投入装置162与前述的流动槽20之间。所述投入装置162在其上部包含烟丝的装填门164,从该装填门164朝向下方延伸有烟丝的投入滑槽166。装填门164利用空气压开闭,将供给的烟丝投入到投入滑槽166内。
在投入滑槽166的中途配置有带梳齿的刮取辊168、170。这些刮取辊168、170相互协作地暂时阻挡投入到投入滑槽166内的烟丝,另一方面,随着它们的旋转使烟丝进一步下落,这里的下落量由刮取辊168、170的旋转速度决定。而且,投入滑槽166的底部形成为烟丝的存储部172,在投入滑槽166内下落的烟丝最终被存储于该存储部172。
存储部172的一部分由急剧倾斜传送机174形成。该急剧倾斜传送机174从存储部172朝向上方以急剧的倾斜角延伸。急剧倾斜传送机174包含下部辊176、上部辊178以及将这些辊连接的传送带180,该传送带180具有多个刮出销182。因此,在急剧倾斜传送机174被驱动时,急剧倾斜传送机174从存储部172刮出烟丝,并将刮出的烟丝朝向上部辊178移送。
另一方面,前述的分离管道160包含锯齿部分184。该锯齿部分184与急剧倾斜传送机174邻接地配置,并沿急剧倾斜传送机174延伸。急剧倾斜传送机174的上端部经由供给坑186连接于锯齿部分184的中间区域,该供给坑186在其下端具有锁气室187。因此,到达急剧倾斜传送机174的上端的烟丝下落到供给坑186内,然后从供给坑186通过锁气室187向锯齿部分184供给。
分离管道160还包含附壁分离器188,该附壁分离器188连接于锯齿部分184的上端。附壁分离器188的下游部分由分离缘190分离为空气流路192与烟草流路194,空气流路192经由送风机196连接于空气流路198。该空气流路198从送风机196沿锯齿部分184向下方笔直地延伸,之后弯曲成U字形状而连接于锯齿部分184的下端。而且,在锯齿部分184的下端配置有锁气室204,锯齿部分184能够通过锁气室204连接于外部。
另一方面,烟草流路194经由锁气室200连接于堆积坑202,该堆积坑202朝向下方笔直地延伸。堆积坑202的下端经由连接流路连接于前述的流动槽20,在堆积坑202的下端正下方配置有刮出辊。在图11中,省略了连接流路以及刮出辊。
前述的送风机196产生在分离管道160内循环的承载空气流。在该承载空气流通过分离管道160的锯齿部分184时,承载空气流的流动分布变得不均匀,在锯齿部分184内,烟丝被风选分离为相对较轻的合格品的烟丝和相对较重的不合格的烟丝。即,这里的承载空流兼作分选空气流。详细地说,合格品的烟丝在锯齿部分184内与承载空气流一同上升而流入附壁分离器188内,在该附壁分离器188内从承载空气流分离之后,经由烟草流路194以及锁气室200向堆积坑202内供给。另一方面,合格品的烟丝被分离之后的承载空气流经由空气流路192向送风机196返回。
堆积坑202内的烟丝通过前述的刮出辊的旋转而从堆积坑202取出,如前述那样经由流动槽20向烟草带12供给,使用于香烟的制造。如果补充说明,堆积坑202内的烟丝的堆积水平始终维持为允许范围,为了实现这一点,控制烟丝向前述的分离管道160内的供给量、即急剧倾斜传送机174的工作速度。另一方面,不合格的烟丝克服在锯齿部分184内上升的承载空气流而在锯齿部分184内下降,到达锯齿部分184的锁气室204。因此,在锯齿部分184内被风选分离之后的不合格的烟丝能够从锯齿部分184通过锁气室204向外部排出。
在上述的第三实施方式的进给系统中,也与第二实施方式的进给系统相同,不合格的烟丝的排出量、即筛分量根据在分离管道160内循环的承载空气流的流量(流速)而变化。因此,如图11所示,只要锯齿部分184的锁气室204经由移送路径48连接于计量装置50,另一方面,送风机196即该送风机196的马达电连接于控制器50,则即使在第三实施方式的进给系统中,也能够与第二实施方式的情况相同地将筛分量自动控制为目标值。
图12概略地示出第三实施方式的进给系统的控制器52实施的控制例程的一部分。在该控制例程中,在步骤S20中,开始筛分量Wb的测定,在接下来的步骤S21中,辨别筛分量Wb的测定结果。这里的辨别结果是筛分量Wb很多而超过管理基准的上限值的情况下,在步骤S22中,向送风机196输出减速信号。因而,送风机196使流经分离管道160内的承载空气流的速度减少。相反,在筛分量Wb很少而超过管理基准的下限值的情况下,在步骤S23中,向送风机196输出增速信号。因而,送风机196使流经分离管道160内的承载空气流的速度增加。之后,从步骤S22、S23起实施步骤S24,在该步骤S24中,控制器52例如待机1分钟。即,承载空气流的速度在1分钟内维持为减少或者增加的状态。
另一方面,在步骤S21中,在辨别为筛分量Wb处于管理基准内时,在步骤S25中使控制器52待机一定时间。即,流经分离管道160内的承载空气流在一定时间内维持为该时刻的速度。因而,根据上述的说明可知,如果重复实施上述的控制例程,则筛分量Wb迅速地朝向管理基准收敛,之后稳定地维持在管理基准内。
最后,本发明的供给系统以及供给方法并不局限于香烟的制造所使用的烟丝,也同样可以适用于各种粒状物的分选以及进给。
附图标记说明
10 进给路径
12 烟草带
14 重力滑槽(上游区域)
20 流动槽(下游区域)
21 一次分离装置(一次分离工序)
22 一次分离滑槽
24 锁气室
25 二次分离装置(二次分离工序)
26 二次分离滑槽
28 固定壁
30 可动壁
32、33 调整装置
34 一次空气喷嘴
36 二次空气喷嘴
48 移送路径
50 计量装置
52 控制器
54 触摸面板(输入装置)
148 气泵(调整装置)
150 电动马达(调整装置)
160 分离管道
184 锯齿部分
188 附壁分离器
196 送风机(调整装置)
- 珠状物进给方法和珠状物进给单元
- 具有进给系统的制丸机和形成丸粒材料的方法