一种低碳Cr-Ni系高强度耐蚀钢及其制备方法
文献发布时间:2023-06-19 11:00:24
技术领域
本发明属于耐蚀钢技术领域,特别涉及一种低碳Cr-Ni系高强度耐蚀钢及其制备方法。
背景技术
腐蚀是金属材料领域的三大失效形式之一,根据宏观的统计,所有金属材料每年因腐蚀损失约1%的重量,这种损失在热带、海洋的环境中更加严重。从全球来看,腐蚀带来的经济损失约占国家经济总量的3%-4%。基于腐蚀造成的巨大经济损失,研究人员也提出了一系列的防护措施,如耐蚀涂层(环氧与金属涂镀层)、添加缓蚀剂、电化学保护等手段,但是这些方法都存在或多或少的缺点,如耐蚀涂镀层虽然可以有效延缓腐蚀进程,但成本较高,一旦涂镀层表面出现缺陷,反而会进一步加速腐蚀。不锈钢具有优异的耐蚀性能,但是大量合金元素的添加使得其无法在我国庞大的工程建设领域广泛应用,而低合金耐蚀钢因其较低的耐蚀合金含量、优异的力学性能和较好的耐蚀性能而受到越来越多的关注,应用领域不断扩大,对其耐蚀性能也提出了越来越高的要求。
目前国内外关于良好综合性能耐候钢的品种和相应工艺流程已经有很多的专利,但大多存在一些如耐蚀性能不足、成本过高或工艺复杂等问题而无法满足大量生产和实际应用的需要。如国外比较早的高耐钢钢板(JP04235250A日本专利1992)和超低碳贝氏体耐候钢(US63 1 5946美国专利2001)等几个专利,以及国内邯钢于2018年公开的“一种桥梁用耐候钢Q345qDNH钢带及其生产方法”(CN 109097686 A),这些专利均为低Cr(<0.7wt%)的耐候钢,无法满足更苛刻环境(如海洋大气环境或沿海工业大气环境)的服役要求。基于低Cr耐候钢耐蚀性能不足的缺点,国内首钢于2014年公开“一种低碳高Cr高N强耐腐蚀性用钢及其生产方法”(CN 103540871 A),该耐候钢耐蚀性能得到大幅度提高,但Cr的添加量在6-13%,合金成本也随之提高,同时高N的要求也并非大多数钢厂可以满足。由以上分析可看出,现有的耐候钢品种仍有很大的改进空间,同时随着我国基础建设事业的发展,钢结构的服役环境也发生很大的变化,耐蚀钢的耐蚀性能很大程度上受外部环境因素的影响,如温度、湿度和污染物等,但是开发每种特定环境专用的耐蚀钢品种前期投入大而且研发周期长,因此满足多种腐蚀环境使用的耐蚀钢应用前景广阔。
发明内容
鉴于以上分析,本发明旨在提供一种低碳Cr-Ni系高强度耐蚀钢及其制备方法,用以解决现有技术中耐蚀钢不能满足多种腐蚀环境的问题,在满足力学性能的基础上保证耐蚀钢满足多种腐蚀环境。
本发明的目的主要是通过以下技术方案实现的:
一方面,本发明提供了一种低碳Cr-Ni系高强度耐蚀钢,所述低碳Cr-Ni系高强度耐蚀钢的合金成分以质量百分比计:C:0.01%-0.03%,Cr:3.0%-10.0%,Ni:1.0%-2.0%,Si:0.1%-0.5%,Mn:0.5%-1.0%,P:0.04%-0.10%,S:≤0.005%,N:0.02%-0.06%,Cu:0.2%-0.5%,余量为Fe及不可避免的杂质。
进一步的,所述低碳Cr-Ni系高强度耐蚀钢的合金成分以质量百分比计:C:0.015%-0.027%,Cr:3.3%-9.8%,Ni:1.1%-1.9%,Si:0.1%-0.40%,Mn:0.5%-1.0%,P:0.04%-0.09%,S:≤0.005%,N:0.025%-0.058%,Cu:0.25%-0.48%,余量为Fe及不可避免的杂质。
进一步的,所述低碳Cr-Ni系高强度耐蚀钢的微观组织为铁素体+回火马氏体组织。
另一方面,本发明提供了一种低碳Cr-Ni系高强度耐蚀钢的制备方法,包括:
步骤1:冶炼和铸造,得到铸坯;
步骤2:对铸坯进行均质化处理,即加热至奥氏体均匀化温度并保温;
步骤3:保温后的铸坯出炉后去除氧化皮后直接开轧,轧制过程采用再结晶粗轧和未再结晶精轧两段轧制;其中,粗轧的累积变形量≥65%;
步骤4:经过步骤3轧制至目标厚度后,层流冷却至550-750℃卷取,得到板卷;
步骤5:对板卷进行退火。
进一步的,所述步骤2中,奥氏体均匀化温度控制为1150-1250℃。
进一步的,所述步骤2中,所述低碳Cr-Ni系高强度耐蚀钢的Cr含量在7%-10%时,奥氏体均匀化温度控制为1150-1200℃。
进一步的,所述步骤2中,保温时间为0.5-3h。
进一步的,所述步骤3中,所述低碳Cr-Ni系高强度耐蚀钢的Cr含量在3%-7%时,再结晶粗轧温度控制在1100-970℃,精轧温度控制在970-900℃。
进一步的,所述步骤3中,所述低碳Cr-Ni系高强度耐蚀钢的Cr含量在7%-10%时,再结晶粗轧温度控制在1100-1000℃,精轧温度控制在1000℃-900℃。
进一步的,所述步骤5中,退火步骤为:卷取后的板卷冷却至100℃以下后再重新加热至550-700℃,保温0.5-5h。
与现有技术相比,本发明至少能实现以下技术效果之一:
1)本发明的钢中,超低碳的成分设计使得钢中不易于形成碳化物,避免了局部腐蚀的发生,较高的N添加、较高含量的Cr添加大幅度提高了初期的耐蚀性,Ni、Cu、P合金化进一步提高了耐蚀性,且通过提高锈层中α-FeOOH含量增强锈层致密性,通过Cu、P界面复合偏析增强晶界耐蚀性,保障了3%以上Cr合金钢长期腐蚀速率逐渐降低的趋势。
2)本发明较高的Cr、Ni合金化可以通过采用红土镍矿冶炼的中Cr低Ni含Mn铁水实现,较高的N含量可以结合吹氮冶炼工艺实现,合金成本较常规中间合金或纯金属添加合金化方式经济。
3)由于本发明钢具有较高的淬透性,采用750℃卷取可以获得与550℃卷取时基本相当的较高强度,卷取温度窗口宽且高的卷取温度可以降低卷取机负荷。
4)本发明钢在Cl
5)本发明精确控制钢中C、N、Cr、Ni、Cu、P、Mn元素的质量百分比,经过轧制、退火工艺后可以获得铁素体+回火马氏体的双相组织,不仅保证了高强度,也具有良好的塑性,同时易于控制较低的屈强比,所以可以保证本发明钢的屈服强度大于360MPa(例如,361-512MPa),抗拉强度大于570MPa(例如,579.5-745MPa),延伸率在20.0%-29.0%的目标。
本发明的其他特征和优点将在随后的说明书中阐述,并且,部分可从说明书中变得显而易见,或者通过实施本发明而了解。本发明的目的和其他优点可通过在所写的说明书以及附图中所特别指出的结构来实现和获得。
附图说明
附图仅用于示出具体实施例的目的,而并不认为是对本发明的限制,在整个附图中,相同的附图标记表示相同的部件。
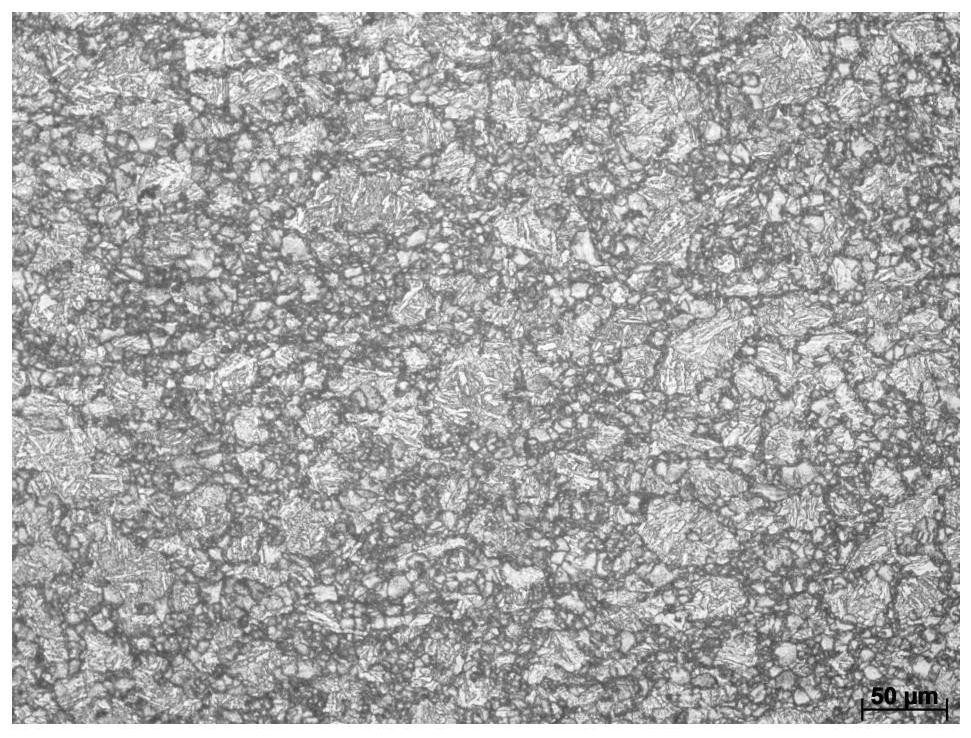
图1为实施例1的金相组织图;
图2为实施例4的金相组织图;
图3为对比例1的金相组织图;
图4为对比例2的金相组织图;
图5为对比例3的金相组织图。
具体实施方式
以下结合具体实施例对一种低碳Cr-Ni系高强度耐蚀钢及其制备方法作进一步的详细描述,这些实施例只用于比较和解释的目的,本发明不限定于这些实施例中。
一种低碳Cr-Ni系高强度耐蚀钢的合金成分以质量百分比计:C:0.01%-0.03%,Cr:3.0%-10.0%,Ni:1.0%-2.0%,Si:0.1%-0.5%,Mn:0.5%-1.0%,P:0.04%-0.10%,S:≤0.005%,N:0.02%-0.06%,Cu:0.2%-0.5%,余量为Fe及不可避免的杂质。
以下对本发明中所含组分的作用及用量选择作具体说明:
C:C是钢中有效的间隙固溶强化元素,但在本发明耐蚀钢中,由于Cr+Ni+Mn总含量较高,淬透性好,因此必须严格限制C含量上限,且过高含量的C会与Cr结合生成较大、较多的碳化物,降低耐蚀性能,但是C含量过低会导致强度不足,所以控制其含量在0.01%-0.03%。
N:N同样为钢中有效的间隙固溶强化元素,且N与Cr、Ni、Mn等主要的合金元素不易形成或不形成氮化物或碳氮化物,但是适当高的N含量还可以提高耐腐蚀性能,同时允许在冶炼时采用低成本的吹氮工艺,N含量控制在0.02%-0.06%。
Si:钢中最强的置换固溶强化元素,含量较高时会显著降低塑韧性,控制其含量为0.1%-0.5%。
Mn:稳定奥氏体元素,可以扩大奥氏体相区,弥补因Cr含量过高而导致的奥氏体相区缩小,同时也是有效的固溶强化元素。此外,从降低淬透性的角度,在3%-10%Cr添加的前提下,Mn含量应越低越好,但基于冶炼原料采用红土镍矿冶炼的中Cr低Ni含Mn铁水从而降低成本的考虑,本发明钢中的Mn含量控制为0.5%-1.0%。
Cr、Ni、Cu:钢中有效的耐蚀合金元素,当Cr含量大于3%时,在含氯离子的大气或潮湿环境下,初期耐蚀性较Corten A、SPA-H或09CuPCrNi商用低合金耐候钢的好得多,但长期腐蚀速率有先降低后提高的异常现象,与Corten A、SPA-H或09CuPCrNi商用低合金耐候钢的长期腐蚀速率逐渐降低的现象不一致。本发明研究表明,通过添加一定含量的Ni和Cu,不仅进一步提高了初期的耐蚀性,还使初始锈层更致密,使得其长期腐蚀速率逐渐降低。因此,在Cr含量3.0%-10.0%基础上,本发明还同时控制Ni和Cu的复合添加,Ni含量1.0%-2.0%,Cu含量0.2%-0.5%。这种成分设计也适用于冶炼原料采用红土镍矿冶炼的中Cr低Ni含Mn铁水,从而降低成本。
P:P可以进一步提高Cr、Cu系耐蚀、耐候钢晶界的耐蚀性,但过高的P含量降低塑韧性。本发明钢控制P含量0.04%-0.10%。
S:降低钢的塑韧性,而且大颗粒MnS夹杂物可以作为点蚀源,考虑到本钢中Mn含量较高,故而控制其含量不超过0.005%。
为了进一步提高上述低碳Cr-Ni系高强度耐蚀钢的综合性能,可以对上述低碳Cr-Ni系高强度耐蚀钢的组成成分做进一步调整。示例性地,其组成按质量百分比为:C:0.015%-0.027%,Cr:3.3%-9.8%,Ni:1.1%-1.9%,Si:0.1%-0.35%,Mn:0.5%-1.0%,P:0.04%-0.09%,S:≤0.005%,N:0.025%-0.058%,Cu:0.25%-0.48%,余量为Fe及不可避免的杂质。
一种低碳Cr-Ni系高强度耐蚀钢的制备方法,包括以下步骤:
步骤1:冶炼和铸造,得到铸坯;
步骤2:对铸坯进行均质化处理,即加热至奥氏体均匀化温度并保温;
步骤3:保温后的铸坯出炉后去除氧化皮后直接开轧,轧制过程采用再结晶粗轧和未再结晶精轧两段轧制;其中,粗轧的累积变形量≥65%;
步骤4:经过步骤3轧制至目标厚度后,层流冷却至550-750℃卷取,得到板卷;
步骤5:对板卷进行退火。
具体的,上述步骤1中,根据耐蚀钢成分采用真空感应冶炼、模铸成铸锭。
具体的,上述步骤1中,采用转炉或电炉冶炼、LF精炼、连铸成铸坯。
为了降低本发明的高强度耐蚀钢的制造成本,上述步骤1中,将红土镍矿中Cr低Ni含Mn铁水和中频炉上熔化的合金,经钢包注入AOD炉,吹氮气冶炼、LF精炼、连铸成铸坯。
具体的,上述步骤2中,奥氏体均匀化温度T1控制为1150-1250℃,这是因为T1过高时,铸坯奥氏体晶粒过于粗大,同时增加能源成本,T1过低时会导致钢中合金元素固溶不充分、均匀化不充分,从而影响后续成品性能。
需要特别指出的是,上述步骤2中,随着Cr含量由3%增加至10%的过程中,加热上限温度需要同步适当下降,其中Cr在7%-10%时,奥氏体均匀化温度T1控制范围1150-1200℃。这是因为Cr会缩小奥氏体区,过高的加热温度反而会产生δ-Fe,无法完全奥氏体化,进而影响后续组织控制。
具体的,上述步骤2中,保温时间t1过长,增加能源成本,同时不利于生产效率,t1过短,铸坯厚度温度均匀性难以保障。因此,控制t1为0.5-3h。
具体的,上述步骤3中,对于Cr在3%-7%的耐蚀钢,再结晶粗轧温度控制在1100-970℃,累积变形量≥65%,此段再结晶粗轧可以细化奥氏体晶粒;精轧温度控制在970-900℃,此段未再结晶轧制可以扁平奥氏体,促进后续铁素体转变。
具体的,上述步骤3中,对于Cr在7%-10%的耐蚀钢,再结晶粗轧温度控制在1100-1000℃,累积变形量≥65%,此段再结晶轧制起到细化奥氏体晶粒的作用,精轧温度控制在1000℃-900℃,精轧阶段为奥氏体-铁素体双相区轧制,可以促进铁素体转变并且细化晶粒尺寸。
需要说明的是,上述步骤4中,层流冷却至550-750℃卷取,这是因为卷取温度过高,氧化严重;温度过低时卷取应力过大不利于卷取。
具体的,上述步骤4中,热轧后的耐蚀钢的室温微观组织为铁素体+马氏体,其中铁素体组织的体积分数15%-40%。
具体的,上述步骤5中,为了降低马氏体组织的硬度和强度,提高板卷的塑韧性,对耐蚀钢热轧板卷进行整卷退火或连续退火,具体的,退火步骤为:卷取后的板卷冷却至100℃以下后再重新加热至T2温度,保温t2时间。
具体的,T2温度过低,软化效果不佳或保温时间将过长,温度过高,将不利于氧化皮和强度与组织控制。因此,控制T2温度范围为550-700℃;t2时间过短,软化效果不佳,时间过长,增加能源成本,也可能软化过头;因此,控制t2时间为0.5-5h。
通过上述制备方法,本发明制备得到的低碳Cr-Ni系高强度耐蚀钢的微观组织为铁素体+回火马氏体组织,其中铁素体体积分数15%-40%。其屈服强度大于360MPa(例如,361-512MPa),抗拉强度大于570MPa(例如,579.5-745MPa),延伸率在20.0%-29.0%,且该钢的耐海洋大气腐蚀性能、耐工业大气腐蚀性能和耐海水腐蚀性能均明显优于Corten A、SPA-H或09CuPCrNi等商业牌号的传统低合金耐候钢。
下面将以具体的实施例与对比例来展示本发明钢的成分和工艺参数精确控制的优势。实施例1-4与对比例1-3的钢的化学成分见表1,具体轧制工艺参数见表2,实施例1-4与对比例1-3的力学性能见表3。
选择09CuPCrNi商用低合金耐候钢板作为实施例腐蚀性能的对比例1,其余对比例2-3与实施例1按相似工艺或成分生产,具体如下所述。
实施例1和其余对比例2-3经真空冶炼、连铸成规格为60mm(厚)×70mm(宽)的坯料,切取60mm(厚)×70mm(宽)×100mm尺寸1块,加热至1150-1250℃保温1h,出炉后去除氧化皮,粗轧按60mm-48mm-38mm-32mm-25mm-20mm(正公差)进行,精轧按16mm-13mm-11mm(正公差)进行,成品约1m长,终轧温度不低于900℃,层流冷却至550-750℃卷取,热轧卷冷却至100℃以下后再重新加热至550-700℃,保温0.5-5h。本发明钢由于具有较高的淬透性,因此采用较高的卷取温度也可以获得与相对较低卷取温度基本一致的强度,卷取温度窗口宽。热轧卷冷却至100℃以下是为了使马氏体相变完全,然后再重新加热对马氏体组织进行回火。由于中高Cr合金钢的热稳定性好,因此可以加热到高至700℃的温度进行短时如0.5h回火,若重新加热最低控制至550℃,此时保温时间将长达5h才能达到效果。
实施例2-4采用将红土镍矿中Cr低Ni含Mn铁水和中频炉上熔化的合金,经钢包注入AOD炉,吹氮气冶炼、LF精炼、连铸成铸坯。其余步骤与实施例1类似。
表1实施例和对比例的化学成分wt%
表2实施例和对比例的具体热轧工艺参数
表3实施例和对比例的力学性能
表4实施例和对比例的金相组织
由表3可以看出,实施例1-4均满足屈服强度大于360MPa(例如,361-512MPa),抗拉强度大于570MPa(例如,579.5-745MPa),延伸率在20.0%-29.0%的目标,而对比例2过于降低C含量且Ni含量低,淬透性低因而得到单一铁素体组织,虽然塑性提高但强度过低。对比例3与实施例1成分基本一致,但是轧后采取直接空冷的方式,使得基体组织为单一马氏体,虽然强度提高但塑性明显降低。表4为本发明钢部分实施例和对比例钢的金相组织,可知采用本发明成分与方法,可制得微观组织为铁素体+回火马氏体、力学性能优异、多种环境耐蚀性能均较好的耐蚀钢。
因为在所有实施例中实施例1的Cr含量最低,其余实施例的耐蚀性能是高于实施例1的,因而仅选择实施例1来说明本发明钢的耐蚀性能,并以传通商用耐候钢09CuPCrNi比较对象。通过3种不同条件室内加速腐蚀结果进行衡量,并与相同测试条件下的对比例1进行对比,通过此实验来评价本发明在不同腐蚀环境中的耐蚀性能。3种室内加速腐蚀试验的结果如表5所示,相应的试验条件如下所述:
第一种为模拟海洋大气腐蚀,相应周期浸润腐蚀条件如下,溶液:2%NaCl溶液;RH:70±5%;试验温度:45±2℃;每一循环周期:60±3min,浸润时间12±1.5min;试验周期:72h。
第二种为模拟工业大气腐蚀,相应周期浸润腐蚀条件如下,溶液:(1.0±0.05)×10
第三种为模拟海水腐蚀,相应全浸腐蚀条件如下,溶液:3.5%NaCl溶液;试验温度:35℃。试验周期:72h。
每组试验设置3个平行试样。
从表5可知,3种加速腐蚀条件下,实施例1的耐蚀性均优于09CuPCrNi,其中:实施例1的耐海洋大气腐蚀能力为09CuPCrNi的1.4倍;实施例1的耐工业大气腐蚀能力为09CuPCrNi的1.2倍;实施例1耐海水腐蚀能力为09CuPCrNi的1.5倍。
表5实施例和对比例的室内腐蚀加速试验数据
需要说明的是,实施例2-4的成本较现有完全采用高炉铁水、废钢、中间合金、纯金属等传统原料的技术分别降低500元/吨、400元/吨、620元/吨以上。可见,采用将红土镍矿中Cr低Ni含Mn铁水和中频炉上熔化的合金,经钢包注入AOD炉,吹氮气冶炼、LF精炼、连铸成铸坯的方式成本降低,经济性好。
以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,可轻易想到的变化或替换,都应涵盖在本发明的保护范围之内。
- 一种低碳Cr-Ni系高强度耐蚀钢及其制备方法
- 一种低碳Cr-Ni-Al系高强韧耐蚀钢及其制备方法