一种提高前壁板零件型面尺寸精度的压料弯折冲孔装置
文献发布时间:2023-06-19 12:08:44
技术领域
本发明涉及零件冲压成型领域,尤其涉及一种提高前壁板零件型面尺寸精度的压料弯折冲孔装置。
背景技术
随着科学技术的发展,汽车的生产制造中车身的各种零部件都需要用到冲压模具,采用冲压模具生产汽车零部件,能够大幅度提高汽车的生产效率,但是,随着汽车生产制造技术的快速发展,对冲压模具的要求也越来越高,在保证冲压件质量的基础上,还要求尽可能的降低冲压成本。
目前在整个汽车行业中,很多金属冲压件的行状都是奇形怪异,尤其是汽车需前壁板零件要先成型,然后进行修边、冲孔、侧冲孔等工艺过程才能完成工件的制造,但是汽车零部件生产企业中生产零部件所采用的冲压模具单一型,只能对零部件的单道工序进行加工,导致设备投资巨大,存储和工作时占用库房和生产车间面积也很大;多套模具在流水线生产时需要多组对应的冲压工人,提高了人力成本,质量也得不到控制,提高了生产成本。
发明内容
本发明的目的在于:为了解决汽车需前壁板零件生产质量差和效率低的问题,而提供的一种提高前壁板零件型面尺寸精度的压料弯折冲孔装置。
为了实现上述目的,本发明采用了如下技术方案:一种提高前壁板零件型面尺寸精度的压料弯折冲孔装置,其包括:上模机构,其包括上模座、凹模、若干第一冲头和若干限位块,所述凹模固定连接在所述上模座上,所述第一冲头连接在所述上模座上并延伸出所述凹模表面,所述限位块连接在所述上模座上且位于所述凹模的四周;下模机构,其包括下模座、凸模、若干侧边冲孔部件和若干侧边成型部件,所述凸模、若干所述侧边冲孔部件和若干所述侧边成型部件均连接在所述下模座上,所述凸模与所述凹模相匹配,若干所述侧边冲孔部件和若干所述侧边成型部件位于同一侧,所述侧边冲孔部件包括固定连接在所述下模座上的第一连接板,所述第一连接板上滑动连接有冲头座,所述冲头座上连接有第二连接板,所述第二连接板的顶部固定连接在所述上模座上,所述侧边成型部件包括固定连接在所述下模座上的第三连接板,所述第三连接板上滑动连接有侧边成型公,所述侧边成型公上连接有第四连接板,所述第四连接板的顶部固定连接在所述上模座上。
作为上述技术方案的进一步描述:
所述第一连接板的相对两侧分别设置有第一滑槽,所述第一滑槽上滑动连接有第一滑块,所述第一滑块的一端固定连接在所述冲头座上。
作为上述技术方案的进一步描述:
所述冲头座的一侧设置有第二冲头,所述凹模的侧壁上设置有避让槽,所述避让槽的位置与所述第二冲头相对应。
作为上述技术方案的进一步描述:
所述第三连接板的相对两侧分别设置有第二滑槽,所述第二滑槽上滑动连接有第二滑块,所述第二滑块的一端固定连接在固定座上,所述侧边成型公安装在所述固定座上。
作为上述技术方案的进一步描述:
所述第四连接板与所述固定座的接触面为斜面。
作为上述技术方案的进一步描述:
所述第四连接板与所述固定座之间设置有至少一层垫板。
作为上述技术方案的进一步描述:
所述第四连接板的两侧分别设置有连接块,所述连接块的一端勾接在所述固定座上,所述连接块的另一端通过销钉固定连接在所述第四连接板上。
作为上述技术方案的进一步描述:
所述连接块上设置有卡槽,所述卡槽的底部与所述固定座上的沟槽相接触,所述卡槽的顶部与所述垫板的顶面相接触。
作为上述技术方案的进一步描述:
所述下模机构的两侧分别设置有若干废料滑板。
1、本发明中,产品在进行侧向成型时,安装在固定座上的侧边成型公在上模座的推动下,对产品侧面进行成型,上模机构和下模机构合模时,上模座挤压第四连接板,使得固定座两侧的第二滑块沿第二滑槽滑动,可以限制固定座发生偏移,达到提高成型的目的。
2、本发明中,产品在进行侧向冲孔时,安装在冲头座上的第二冲头在上模座的推动下,对产品进行侧面冲孔,上模机构和下模机构合模时,上模座挤压第二连接板,使得冲头座两侧的第一滑块沿第一滑槽滑动,可以限制冲头座发生偏移,达到提高冲孔的质量。
3、本发明中,为了提高侧向成型和冲孔的质量,在上模座固定设置有限位块,可以限制凸模在成型时移动;通过设置的废料滑板,可以将废料及时排出,避免损伤模具,达到提高使用寿命的目的。
附图说明
为了更清楚地说明本发明实施例的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本发明的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
图1为一种提高前壁板零件型面尺寸精度的压料弯折冲孔装置的结构示意图。
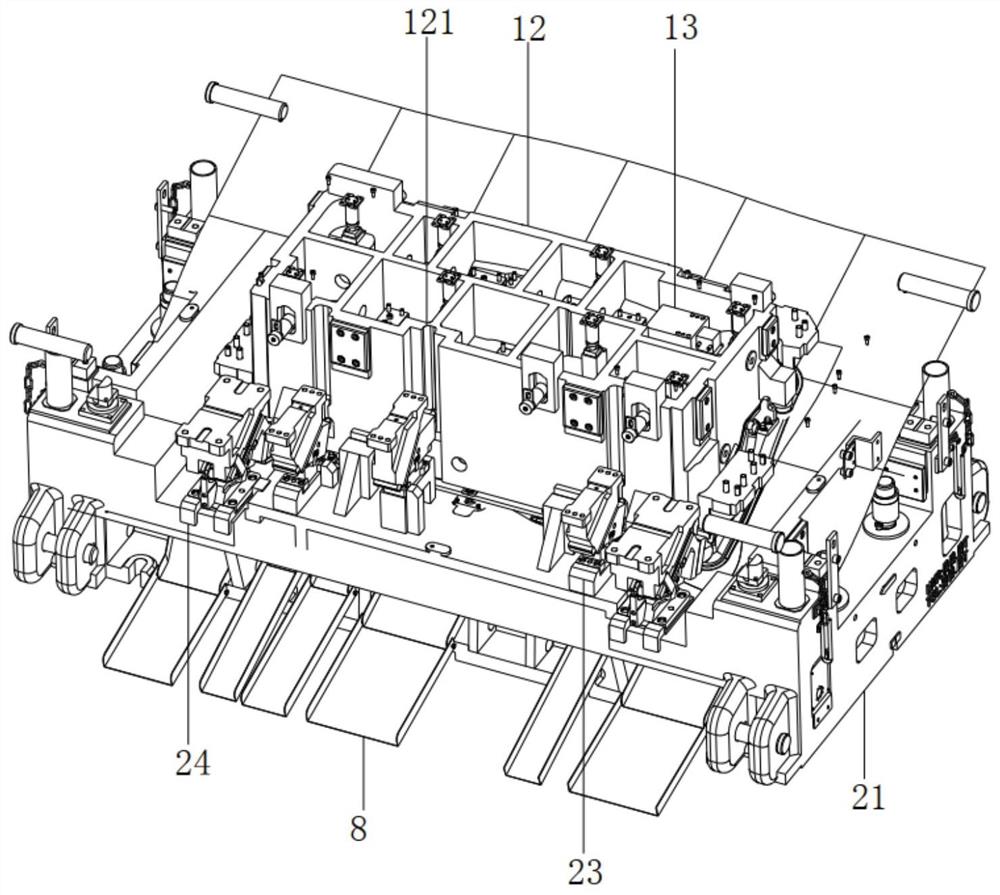
图2为一种提高前壁板零件型面尺寸精度的压料弯折冲孔装置的内部结构意图一。
图3为一种提高前壁板零件型面尺寸精度的压料弯折冲孔装置的内部结构意图二。
图4为一种提高前壁板零件型面尺寸精度的压料弯折冲孔装置中侧边成型部件的结构意图。
图5为一种提高前壁板零件型面尺寸精度的压料弯折冲孔装置中侧边冲孔部件的结构意图。
图6为一种提高前壁板零件型面尺寸精度的压料弯折冲孔装置的局部内部结构意图。
图例说明:
1、上模机构;11、上模座;12、凹模;13、第一冲头;14、限位块;2、下模机构;21、下模座;22、凸模;23、侧边冲孔部件;231、第一连接板;2311、第一滑槽;232、冲头座;2321、第二冲头;233、第二连接板;24、侧边成型部件;241、第三连接板;2411、第二滑槽;242、侧边成型公;243、第四连接板;3、第一滑块;4、第二滑块;5、固定座;6、垫板;7、连接块;71、卡槽;8、废料滑板。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
请参阅图1-6,本发明提供一种技术方案:一种提高前壁板零件型面尺寸精度的压料弯折冲孔装置,上模机构1,其包括上模座11、凹模12、若干第一冲头13和若干限位块14,所述凹模12固定连接在所述上模座11上,所述第一冲头13连接在所述上模座11上并延伸出所述凹模12表面,所述限位块14连接在所述上模座11上且位于所述凹模12的四周;
下模机构2,其包括下模座21、凸模22、若干侧边冲孔部件23和若干侧边成型部件24,所述凸模22、若干所述侧边冲孔部件23和若干所述侧边成型部件24均连接在所述下模座21上,所述凸模22与所述凹模12相匹配,若干所述侧边冲孔部件23和若干所述侧边成型部件24位于同一侧,所述侧边冲孔部件23包括固定连接在所述下模座21上的第一连接板231,所述第一连接板231上滑动连接有冲头座232,所述冲头座232上连接有第二连接板233,所述第二连接板233的顶部固定连接在所述上模座11上,所述侧边成型部件24包括固定连接在所述下模座21上的第三连接板241,所述第三连接板241上滑动连接有侧边成型公242,所述侧边成型公242上连接有第四连接板243,所述第四连接板243的顶部固定连接在所述上模座11上。
所述第一连接板231的相对两侧分别设置有第一滑槽2311,所述第一滑槽2311上滑动连接有第一滑块3,所述第一滑块3的一端固定连接在所述冲头座232上。可以限制冲头座发生偏移,达到提高冲孔的质量。
所述冲头座232的一侧设置有第二冲头2321,所述凹模12的侧壁上设置有避让槽121,所述避让槽121的位置与所述第二冲头2321相对应。可以防止第二冲头撞坏。
所述第三连接板241的相对两侧分别设置有第二滑槽2411,所述第二滑槽2411上滑动连接有第二滑块4,所述第二滑块4的一端固定连接在固定座5上,所述侧边成型公242安装在所述固定座5上。可以限制固定座发生偏移,达到提高成型的质量。
所述第四连接板243与所述固定座5的接触面为斜面。
所述第四连接板243与所述固定座5之间设置有一层垫板6。垫板可以根据实际需求设置多块,从而可以达到调节侧边成型公位置的目的,进而可以提高成型的质量。
所述第四连接板243的两侧分别设置有连接块7,所述连接块7的一端勾接在所述固定座5上,所述连接块7的另一端通过销钉固定连接在所述第四连接板243上。
所述连接块7上设置有卡槽71,所述卡槽71的底部与所述固定座5上的沟槽相接触,所述卡槽71的顶部与所述垫板6的顶面相接触。可以使垫板固定的更加牢固。
所述下模机构2的两侧分别设置有若干废料滑板8。可以将废料及时排出,避免损伤模具,达到提高使用寿命的目的。
工作原理:产品进行加工时,上模机构1向下模机构合拢,第一冲头13对产品的顶面进行冲孔,凹模12和凸模22配合成型,上模座11挤压第四连接板243,使得固定座5两侧的第二滑块4沿第二滑槽2411滑动,可以限制固定座5发生偏移,达到提高成型的目的,同时上模座11挤压第二连接板233,使得冲头座两侧的第一滑块沿第一滑槽滑动,可以限制冲头座发生偏移,达到提高冲孔的质量,而且限位块14位于凹模12的一侧,侧边冲孔部件23和侧边成型部件24位于凹模12的另一侧,可以防止凸模22偏移,提高成型质量。因此,本发明可以有效地解决汽车需前壁板零件生产质量差和效率低的问题,可以实现一次完成多个加工工序,达到降低厂房的占用面积和节省人工的目的。
以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
- 一种提高前壁板零件型面尺寸精度的压料弯折冲孔装置
- 一种用于拉伸状零件外廓型面电解加工的背压调节装置