汽轮机的联轴器的开孔工装及开孔方法
文献发布时间:2023-06-19 13:27:45
技术领域
本发明涉及汽轮机领域,具体地涉及一种汽轮机的联轴器的开孔工装,还涉及一种汽轮机的联轴器现场施工的开孔方法。
背景技术
为达到不同等级抽汽汽源,提高蒸汽利用率,综合利用热源,进行汽轮机机组抽汽改造,改造后改变原来热力平衡设计,同步进行#1瓦的调整,推力联合轴承顶隙的改变,轴向扭矩力增大,需进行汽轮机联轴器更换后端面开孔,减小键的轴向扭矩力,防止径向退出,造成安全隐患。
现有的操作方法是将转子返回主机厂,使用大型专用开孔工具进行主油泵齿形联轴器端面开孔,随后配装防止退螺纹销钉,动平衡后使用。但是对于化工区背压机组一年利用小时在7000h\年左右,检修时间受到生产的制约,无法实现返厂进行实施开孔,为保证装置整体效益,需要现场进行定位、开孔、装配,要求精度小于等于0.05mm内,目前行业没有现成的便携式开孔工具,必须根据现场调整尺寸进行开孔,难以保证开孔定位精度。
发明内容
本发明的目的是提供一种汽轮机的联轴器的开孔工装,以解决联轴器维修需要返厂、操作不方便、开孔定位不精确的问题。
为了实现上述目的,本发明一方面提供一种汽轮机的联轴器的开孔工装,其中,所述开孔工装包括第一环形板和第二环形板和支撑定位件,所述第一环形板和所述第二环形板能够轴向间隔地连接并夹持所述联轴器外周上的推力盘,所述支撑定位件能够连接于所述第二环形板并从所述推力盘延伸到所述联轴器的开孔端面,所述支撑定位件能够定位并支撑开孔工具。
可选择的,所述支撑定位件包括第一法兰和第二法兰以及连接在所述第一法兰和所述第二法兰之间的支撑管,所述第二法兰能够可拆卸地连接于所述第二环形板。
可选择的,所述第一法兰、所述第二法兰和所述支撑管焊接连接。
可选择的,所述第二法兰朝向所述第一法兰的端面上设置有环形的定位凸台,所述支撑管套设于所述定位凸台。
可选择的,所述第一法兰朝向所述第二法兰的端面上设置有环形的定位凹台,所述支撑管插入所述定位凹台。
可选择的,所述第二法兰和所述第二环形板通过螺栓连接。
可选择的,所述第一环形板和所述第二环形板通过螺栓连接。
可选择的,所述第一环形板、所述第二环形板和所述第二法兰与所述联轴器间隙配合。
可选择的,所述第一环形板沿周向分割为多个部分。
另外,本发明还提供了一种汽轮机的联轴器的开孔方法,其中,所述开孔方法使用以上方案所述的汽轮机的联轴器的开孔工装。
通过上述技术方案,开孔工装可以在联轴器上精确地定位,为打孔工具提供支撑,并且可以使得打孔工具相对于联轴器精确地定位,实现更为精确地打孔,提高了打孔质量,开孔工装可以在维修现场进行操作,不需要将转子联轴器返厂,操作简单,节省了时间成本。
附图说明
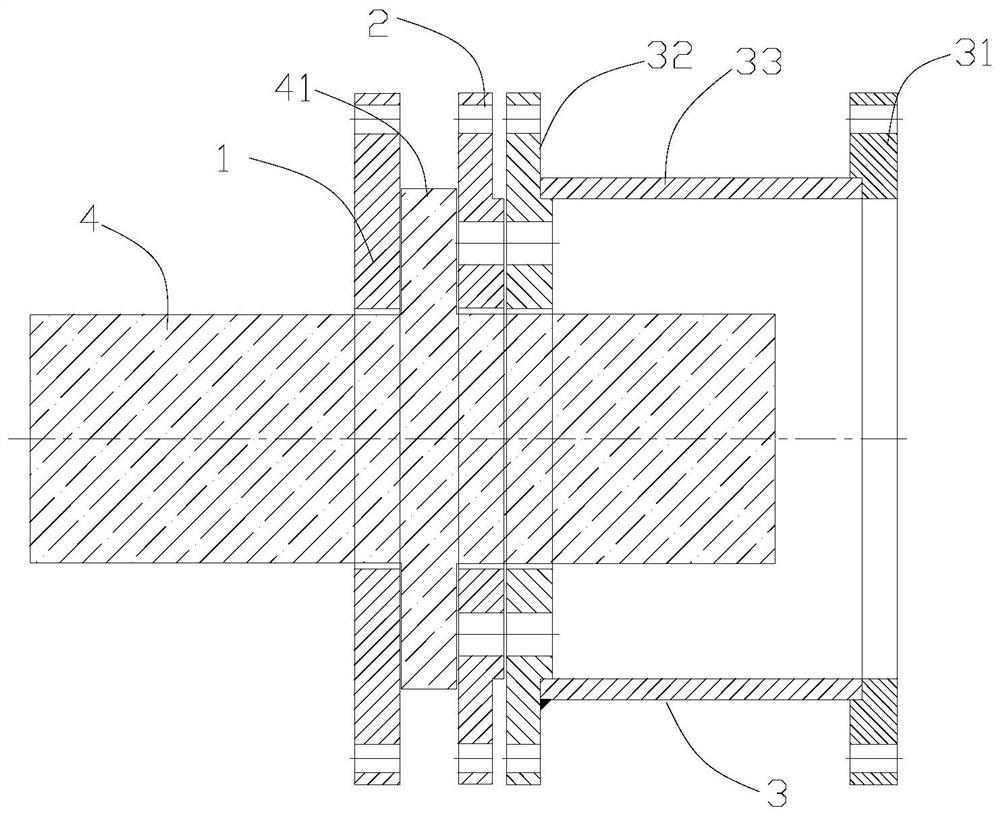
图1是根据本发明的实施方式的开孔工装与联轴器的剖视图。
附图标记说明
1-第一环形板,2-第二环形板,3-定位支撑件,31-第一法兰,32-第二法兰,33-支撑管,4-联轴器,41-推力盘。
具体实施方式
以下结合附图对本发明的具体实施方式进行详细说明。应当理解的是,此处所描述的具体实施方式仅用于说明和解释本发明,并不用于限制本发明。
本发明提供了一种汽轮机的联轴器的开孔工装,其中,所述开孔工装包括第一环形板1和第二环形板2和支撑定位件3,所述第一环形板1和所述第二环形板2能够轴向间隔地连接并夹持所述联轴器4外周上的推力盘41,所述支撑定位件3能够连接于所述第二环形板2并从所述推力盘41延伸到所述联轴器4的开孔端面,所述支撑定位件3能够定位并支撑开孔工具。
如图1所示,联轴器4的外周上设置有推力盘41,联轴器4的左端为励端,右端为汽端,汽端端面上需要进行打孔。
第一环形板1和第二环形板2均可以套设在联轴器4的外周上,并且可以通过第一环形板1和第二环形板2来夹持推力盘41,使得第一环形板1和第二环形板2固定在联轴器4上;支撑定位件3可以固定连接于第二环形板2,并且其从推力盘41处延伸到联轴器4的开孔端面附近,因此,可以将开孔工具定位在支撑定位件3上,实现开孔工具与联轴器4的相对定位,以实现在联轴器4的开孔端面上的精确开孔。
其中,第一环形板1和第二环形板2设置为与联轴器4同心,以保证定位的准确度。
在本方案中,开孔工装可以在联轴器上精确地定位,为打孔工具提供支撑,并且可以使得打孔工具相对于联轴器精确地定位,实现更为精确地打孔,提高了打孔质量,开孔工装可以在维修现场进行操作,不需要将联轴器返厂,操作简单,节省了时间成本。
其中,所述支撑定位件3包括第一法兰31和第二法兰32以及连接在所述第一法兰31和所述第二法兰32之间的支撑管33,所述第二法兰32能够可拆卸地连接于所述第二环形板2。如图1所示,第一法兰31和第二法兰32分别位于支撑管33的两端,支撑定位件3可以套设于联轴器4上,并且可以将其设置为与联轴器4同心,实现同心定位。第二法兰32用于与第二环形板2连接,第一法兰31用于支撑开孔工具,支撑管33用于弥补推力盘41与开孔端面之间的跨度,使得开孔工具可以固定在开孔端面附近。
其中,所述第一法兰31、所述第二法兰32和所述支撑管33焊接连接。这三个部分可以分别加工制作,这可以简化每个部件的制作工艺,然后再通过焊接的方式连接在一起。当然,在其他实施方式中,支撑定位件3也可以为一体成型的部件。
其中,所述第二法兰32朝向所述第一法兰31的端面上设置有环形的定位凸台,所述支撑管33套设于所述定位凸台。如图1所示,第二法兰32的端面上形成围绕中心孔的定位凸台,定位凸台形成圆形的外周,支撑管33套设于定位凸台上,支撑管33内径与定位凸台的外径基本一致,可以实现支撑管33与第二法兰32的同心配合。
另外,所述第一法兰31朝向所述第二法兰32的端面上设置有环形的定位凹台,所述支撑管33插入所述定位凹台。第一法兰31的端面上形成围绕中心孔的定位凹台,定位凹台具有圆形的内周,支撑管33插入定位凹台中,支撑管33的外径与定位凹台的内径基本相同,可以实现支撑管33与第一法兰31的同心配合。
可选择的,所述第二法兰32和所述第二环形板2通过螺栓连接。图1中,第二法兰32和第二环形板2上均形成螺栓孔,二者的螺栓孔可以彼此对齐,从而可以通过螺栓将二者连接,其中图1中未显示螺栓。在其他实施方式中,也可以通过夹持件将板状的第二法兰32和第二环形板2夹在一起,使得第二法兰32和第二环形板2一起夹持在推力盘41上。
另外,所述第一环形板1和所述第二环形板2通过螺栓连接。第一环形板1和第二环形板2均形成有螺栓孔,并且二者的螺栓孔可以彼此对齐,以通过螺栓连接。
如图1所示,第二环形板2上在径向的不同位置分别形成有螺栓孔,其中,沿径向靠近中心轴线的一组用于与第二法兰32通过螺栓连接,沿径向远离中心轴线的一组螺栓孔中,其中一部分与第一环形板1通过螺栓连接,另一部分与第二法兰32通过螺栓连接。
其中,所述第一环形板1、所述第二环形板2和所述第二法兰32与所述联轴器4间隙配合。第一环形板1、第二环形板2和第二法兰32的内径略大于联轴器4的外径,允许第一环形板1、第二环形板2和第二法兰32相对于联轴器4的位置在径向方向上进行微调,以实现各个部件与联轴器4的同心定位。
可选择的,所述第一环形板1沿周向分割为多个部分。第一环形板1通过多个部分拼接形成完整的环形,可以允许将多个部分沿周向围绕联轴器4设置,这可以绕过推力盘41而将第一环形板1套设于联轴器4上。
另外,本发明还提供了一种汽轮机的联轴器的开孔方法,其中,所述开孔方法使用以上所述的汽轮机的联轴器的开孔工装。具体的,先将第一环形板1的多个部分套设在联轴器4上且位于推力盘41靠近励端的一侧,再将第二环形板2套设在联轴器4上且位于推力盘41靠近汽端的一侧,通过螺栓将第一环形板1和第二环形板2连接在一起,第一环形板1或第二环形板2与推力盘41之间可以设置橡胶垫板;将定位支撑件3从汽端套设于联轴器4上,并将第二法兰32与第二环形板2通过螺栓连接;在第一法兰31上设置开孔工具,以通过开孔工具在汽端端面上开孔。第一法兰31上可以标记出对应于开孔位置的标记。
以上结合附图详细描述了本发明的优选实施方式,但是,本发明并不限于此。在本发明的技术构思范围内,可以对本发明的技术方案进行多种简单变型,包括各个具体技术特征以任何合适的方式进行组合。为了避免不必要的重复,本发明对各种可能的组合方式不再另行说明。但这些简单变型和组合同样应当视为本发明所公开的内容,均属于本发明的保护范围。
- 汽轮机的联轴器的开孔工装及开孔方法
- 一种船舶机舱的舷侧管安装孔的开孔工装及开孔方法