一种偏心变径弯管的加工夹具
文献发布时间:2023-06-19 13:46:35
技术领域
本发明涉及一种夹具,尤其是一种适于偏心异形弯管工件两端回转圆面加工的夹具。
背景技术
如附图1、图2所示,一种偏心异形弯管工件1,它具有如下特征:1、弯管的两个端面成一定夹角α; 2、在图2所示状态下弯管的两个端面水平中心轴线的距离为L;3、弯管两端有位置度要求,在两个端面加工时要关联定位。由于上述偏心异形弯管工件1两端加工面都是回转圆,一般采用车床设备分别对两端进行车削加工,因此该偏心异形弯管工件1两端口的加工过程需两道工序完成。
现有技术中,针对上述偏心异形弯管工件1两端口的加工问题,采用两套中心位置高度不同的弯板夹具对工件夹紧定位,由于整个加工过程需进行两次工件夹紧定位操作,不仅工装结构复杂、制作成本高,而且存在二次定位问题,工件的位置精度难以保证,降低了产品加工质量,也对生产效率的提高造成不利影响。
发明内容
本发明提供一种偏心异形弯管端口加工夹具,它在同一套夹具中设置两组相互关联的定位基准,通过对夹具放置角度的调整实现两道工序定位基准的转换,达到降低生产成本、提高产品加工质量和工作效率的目的。
为实现上述目的,本发明采用如下技术方案:
一种偏心异形弯管端口加工夹具,包括卡盘、专用卡爪和夹具本体;所述卡盘与车床设备装配,在卡盘上配装专用卡爪;所述专用卡爪包括定位卡爪和夹紧卡爪,两者相对布置,在定位卡爪上设有定位凸台;所述夹具本体为分体结构,安装在定位卡爪和夹紧卡爪之间,由第一夹具和第二夹具组成,所述第一夹具和第二夹具通过螺栓连接在一起,在两者接合面处形成工件夹紧容纳腔,在第一夹具的定位面上设置第一定位槽,在第二夹具定位面上设置第二定位槽,所述第一定位槽或第二定位槽与定位卡爪上定位凸台相匹配,定位凸台可嵌入第一定位槽或第二定位槽中。
上述偏心异形弯管端口加工夹具,所述定位卡爪上的定位凸台为十字形凸台;所述第一定位槽和第二定位槽均为十字形凹糟,在加工偏心异形弯管工件的第一端口时,通过定位卡爪上定位凸台和第一定位槽配合对偏心异形弯管工件夹紧定位,在加工偏心异形弯管工件第二端口时,将夹具本体翻转,通过定位卡爪上定位凸台和第二定位槽配合对偏心异形弯管工件夹紧定位。
上述偏心异形弯管端口加工夹具,所述第一夹具和第二夹具与偏心异形弯管工件夹紧装配后,第一定位槽和第二定位槽的中心轴线夹角等于偏心异形弯管工件两个端面夹角α。
上述偏心异形弯管端口加工夹具,所述专用卡爪中定位卡爪和夹紧卡爪上下相对布置,定位卡爪位于夹紧卡爪下方;所述夹具本体中的第一夹具和第二夹具上下相对布置,在第一夹具顶面上设置第一定位槽,在第二夹具底面上设置第二定位槽。
上述偏心异形弯管端口加工夹具,所述工件夹紧容纳腔内壁与偏心异形弯管工件外表面相匹配。
本发明提供一种偏心异形弯管端口加工夹具,它在分体结构的夹具本体外侧两端面上设置了第一定位槽和第二定位槽,并在专用卡爪的定位卡爪上设置了定位凸台,在进行偏心异形弯管两端口加工时,只需通过夹具本体对工件进行一次装夹,再将夹具本体上第一定位槽与定位卡爪上定位凸台配合,实现工件第一端口加工时工件的定位,完成工件第一端口加工后,可通过夹具本体的翻转,使夹具本体上第二定位槽与定位卡爪上定位凸台配合,由此实现工件第二端口加工时工件的定位。由此可见,本发明实现了偏心异形弯管端口加工两道工序定位基准的转换,从而达到了降低生产成本、提高产品加工质量和工作效率的目的。
附图说明
图1是偏心异形弯管工件结构示意图;
图2是图1的仰视图;
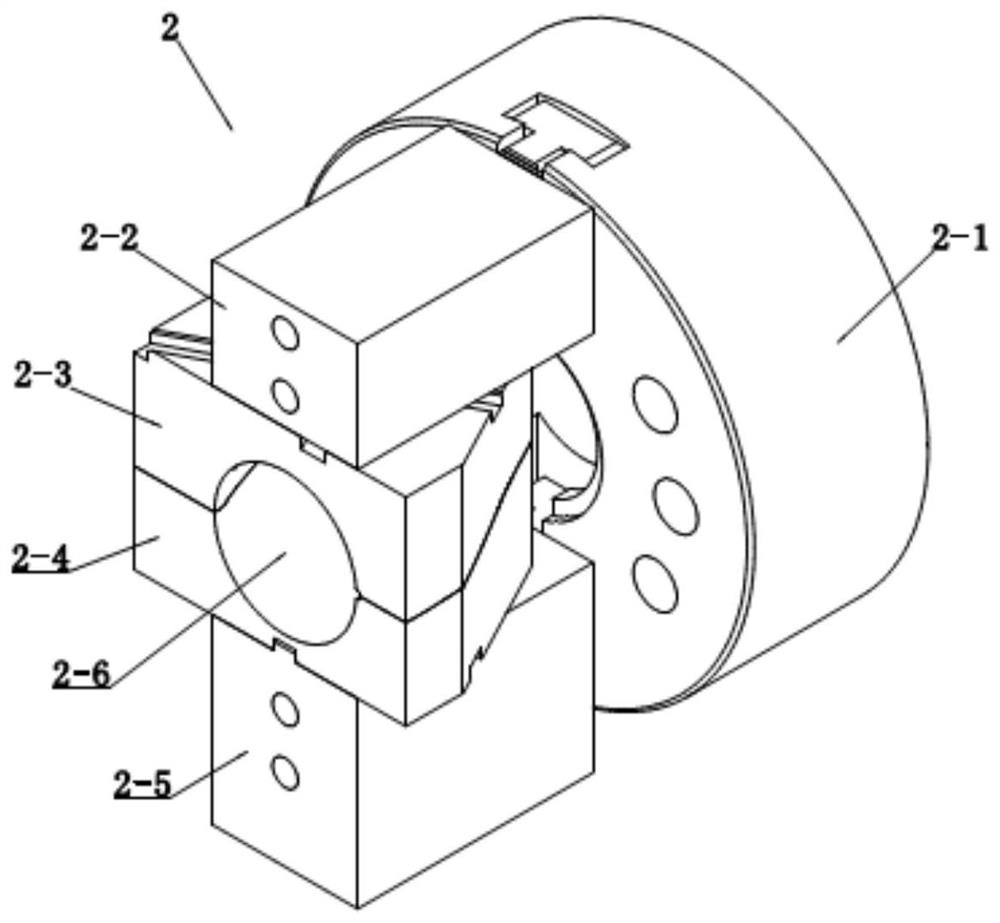
图3是本发明所述偏心异形弯管端口加工夹具结构示意图;
图4是夹具本体结构示意图(第一定位槽位于上端面状态);
图5是图4翻转后结构示意图(第二定位槽位于上端面状态);
图6是第一定位槽和第二定位槽位置关系示意图;
图7是专用卡爪结构示意图;
图8是偏心异形弯管工件第一端口加工工序工件装夹状态示意图;
图9是偏心异形弯管工件第一端口加工工序第一定位槽和第二定位槽位置关系示意图;
图10是偏心异形弯管工件第二端口加工工序工件装夹状态示意图;
图11是偏心异形弯管工件第二端口加工工序第一定位槽和第二定位槽位置关系示意图。
图中各标号清单为:
1、偏心异型管工件,1-1、第一端口,1-2、第二端口;
2、偏心异型管加工夹具,2-1、卡盘,2-2、夹紧卡爪,2-3、第一夹具,2-3-1、第一定位槽,2-4、第二夹具,2-4-1、第二定位槽,2-5、定位卡爪,2-5-1、定位凸台,2-6、工件夹紧容纳腔。
具体实施方式
下面结合附图及具体实施例对本发明作进一步说明。
参看图 1、图2,一种偏心异形弯管工件1,其的两个端面成一定夹角α,在图2所示状态下两个端面水平中心轴线的距离为L,并且弯管工件1两端有位置度要求,因此在其两个端口(图中所示的第一端口1-1和第二端口1-2)加工时要关联定位。由于上述偏心异形弯管工件1两端口的加工面都是回转圆,一般采用车床设备分别对第一端口1-1和第二端口1-2进行车削加工。
参看图3、图4、图5、图6、图7,为了提高偏心异形弯管工件1两端口加工的效率,降低夹具成本,本发明提供一种偏心异形弯管端口加工夹具2,所述偏心异形弯管端口加工夹具2包括卡盘2-1、专用卡爪和夹具本体;所述卡盘2-1与车床设备装配,在卡盘2-1上配装专用卡爪;所述专用卡爪包括定位卡爪2-5和夹紧卡爪2-2,两者相对布置,在定位卡爪2-5上设有定位凸台2-5-1;所述夹具本体为分体结构,安装在定位卡爪2-5和夹紧卡爪2-2之间,由第一夹具2-3和第二夹具2-4组成,所述第一夹具2-3和第二夹具2-4以可拆装方式固定连接,优选通过螺栓(图中未显示)连接在一起,在两者接合面处形成工件夹紧容纳腔2-6,所述工件夹紧容纳腔2-6的内壁与偏心异形弯管工件1外表面相匹配,在第一夹具2-3的定位面上设置第一定位槽2-3-1,在第二夹具2-4定位面上设置第二定位槽2-4-1,所述第一定位槽2-3-1或第二定位槽2-4-1与定位卡爪2-5上定位凸台2-5-1相匹配,定位凸台2-5-1可嵌入第一定位槽2-3-1或第二定位槽2-4-1中。
参看图3、图4、图5、图6、图7,作为本发明的优选实施例,所述定位卡爪2-5上的定位凸台2-5-1为十字形凸台;所述第一定位槽2-3-1和第二定位槽2-4-1均为十字形凹糟,在加工偏心异形弯管工件1的第一端口1-1时,以第一夹具2-3的定位面为定位基准面,通过定位卡爪2-5上定位凸台2-5-1和第一定位槽2-3-1配合对偏心异形弯管工件1定位,再由定位卡爪2-5和夹紧卡爪2-2配合将偏心异形弯管工件1夹紧,在加工偏心异形弯管工件1第二端口1-2时,将夹具本体翻转,以第二夹具2-4的定位面为定位基准面,通过定位卡爪2-5上定位凸台2-5-1和第二定位槽2-4-1配合对偏心异形弯管工件1定位,再由定位卡爪2-5和夹紧卡爪2-2配合将偏心异形弯管工件1夹紧;所述第一夹具2-3和第二夹具2-4与偏心异形弯管工件1夹紧装配后,第一定位槽2-3-1和第二定位槽2-4-1的中心轴线夹角等于偏心异形弯管工件1两个端面夹角α。
参看图4、图5、图7、图8,本发明所述的偏心异形弯管端口加工夹具2,在其优选实施例中,所述专用卡爪中定位卡爪2-5和夹紧卡爪2-2上下相对布置,定位卡爪2-5位于夹紧卡爪2-2下方;所述夹具本体中的第一夹具2-3和第二夹具2-4上下相对布置,在第一夹具2-3顶面上设置第一定位槽2-3-1,在第二夹具2-4底面上设置第二定位槽2-4-1。
参看图9、图10、图11,本发明所述的偏心异形弯管端口加工夹具2,在 进行偏心异形弯管工件1两端口加工时,只需通过夹具本体对工件进行一次装 夹,再将第一夹具2-3上第一定位槽2-3-1与定位卡爪2-5上定位凸台2-5-1 配合,实现偏心异形弯管工件1第一端口1-1加工时工件的定位,完成偏心异 形弯管工件1第一端口1-1加工后,可通过夹具本体的翻转,使第二夹具2-4 上第二定位槽2-4-1与定位卡爪2-5上定位凸台2-5-1配合,实现偏心异形弯 管工件1第二端口1-2加工时工件的定位。
- 一种偏心变径弯管的加工夹具
- 一种用于偏心钻套加工的夹具及偏心钻套的加工方法