人防通风设备的智能焊接控制系统
文献发布时间:2023-06-19 19:37:02
技术领域
本发明属于焊接技术领域,特别是涉及人防通风设备的智能焊接控制系统。
背景技术
目前,人防工程的通风系统一般包括通风管道和风机,风机安装在通风管道内,通风管道的一端伸出地面,另一端位于地下内;当避难人员进入地下室内后,启动风机,风机抽取通风管道内的空气进入地下室内;同时,通风管道内处于负压状态,通风管道外的空气进入通风管道内,进而实现地下室内部空气与外部空气进行交换流通。
通风管道在生产时需要使用到焊接系统进行焊接,但是传统的焊接设备需要人员进行手动焊接,在使用时需要工作人员操作焊枪对着焊缝进行焊接,焊接的电流和电压需要手动调控,同时对于焊接缝长度、焊接缝深度和焊口倾角等因素往往会被忽略掉或者仅仅通过经验进行相应调控,则会影响最终的焊接质量,为此,我们提出一种人防通风设备的智能焊接控制系统。
发明内容
本发明的目的在于提供人防通风设备的智能焊接控制系统,解决了现有的人防通风设备的智能焊接控制系统,在进行使用时焊接的电流和电压需要手动调控,同时对于焊接缝长度、焊接缝深度和焊口倾角等因素往往会被忽略掉或者仅仅通过经验进行相应调控,则会影响最终的焊接质量的问题。
为解决上述技术问题,本发明是通过以下技术方案实现的:
本发明为人防通风设备的智能焊接控制系统,包括焊接机台,固定安装于焊接机台内部的焊接设备以及用于控制焊接设备的控制系统;
其中,所述控制系统包括中央处理器,所述中央处理器用于接收控制信号,并控制系统内各部件运动,还包括:
焊烟处理单元,所述焊烟处理单元用于检测当所述焊接设备产生焊烟时发送控制信号并收吸收焊接设备产生的焊烟;
供电模块,所述供电模块用于系统内各电器元件的电力供给;
数据库,所述数据库用于储存焊接参数,并在焊接完成后对本次焊接参数进行存储建立新的数据库;
定位单元,所述定位单元用于检测焊接区域内焊接工件的位置状态;当感应到焊接工件运行至焊接位置时发送控制信号生成对焊接工件的有效控制状态;
焊缝识别单元,所述焊缝识别单元用于扫描焊缝表面的形态获取焊缝的信号数据并输送至中央处理器;
焊枪控制单元,所述焊枪控制单元用于调节焊枪的焊接位置和焊接功率。
进一步地,所述焊接设备还包括固定安装于焊接机台顶部的三轴位移导轨,所述焊接设备固定安装于三轴位移导轨的移动端,所述焊接机台还包括设置在焊接机台中部的输送架,所述输送架上表面的两侧均转动连接有若干个输送轮。
进一步地,所述焊烟处理单元包括烟雾传感器和吸风机,所述烟雾传感器固定安装于焊接设备的底部,所述吸风机固定安装于焊接机台上,所述吸风机通过软管与焊接设备相连通。
进一步地,所述烟雾传感器适用于当检测到烟雾时发出烟雾信号至中央处理器,所述中央处理器接收烟雾信号后发出控制信号启动吸风机吸收焊烟。
进一步地,所述定位单元包括红外传感器、电动推杆和压力传感器,所述红外传感器固定安装于焊接机台,所述电动推杆固定连接于焊接机台的内侧壁,所述压力传感器安装于电动推杆的输出端。
进一步地,所述红外传感器检测到焊接工件位置后发出检测信号至中央处理器,所述中央处理器接收检测信号后发出控制信号控制电动推杆对焊接工件进行固定,所述压力传感器用于检测焊接工件与电动推杆之间的压力值,并将压力数值输送至中央处理器。
进一步地,所述焊缝识别单元包括焊缝间隙测量模块、焊缝深度测量模块、焊缝长度测量模块、焊口倾角测量模块和焊接平整度测量模块,所述焊缝间隙测量模块、焊缝深度测量模块、焊缝长度测量模块、焊口倾角测量模块和焊接平整度测量模块用于检测焊缝的形态,并将获取的焊缝形态数据输送至中央处理器,中央处理器根据获取的焊缝形态同时调取数据库内的焊接参数,并将焊接参数输送至焊枪控制单元。
进一步地,所述焊枪控制单元包括电压、电流控制模块和位移调节模块,所述电压、电流控制模块和位移调节模块之间设置有外接负载。
进一步地,所述位移调节模块还包括X轴调节模块、Y轴调节模块和Z轴调节模块,所述X轴调节模块、Y轴调节模块和Z轴调节模块相互配合用于焊接设备的焊接点位修订。
本发明具有以下有益效果:
1.通过定位单元和焊枪控制单元的设置,红外传感器能够精确检测焊接工件的位置实现对焊接工件的精准定位,同时还可通过压力传感器实时监测固定压力,当压力过载时自动调控避免压力过大造成焊接工件的损坏,同时还可通过焊枪控制单元对焊接设备的位置进行修订,使得焊接设备能够实现对焊缝的精准焊接,保证整体的焊接质量;
2.通过焊缝识别单元、数据库和焊烟处理单元的设置,焊缝识别单元可以识别焊缝的状态并在数据库内调取相应的焊接参数,通过焊接参数即可实现自动化焊接,有效提高了焊接生产效率,同时在焊接时还可通过吸风机将焊烟排出,有效降低焊烟对设备的污染提高安全性。
当然,实施本发明的任一产品并不一定需要同时达到以上所述的所有优点。
附图说明
为了更清楚地说明本发明的实施方式或现有技术中的技术方案,下面将对实施方式或现有技术描述中所需要使用的附图作简单地介绍。显而易见地,下面描述中的附图仅仅是示例性的,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据提供的附图引申获得其他的实施附图。
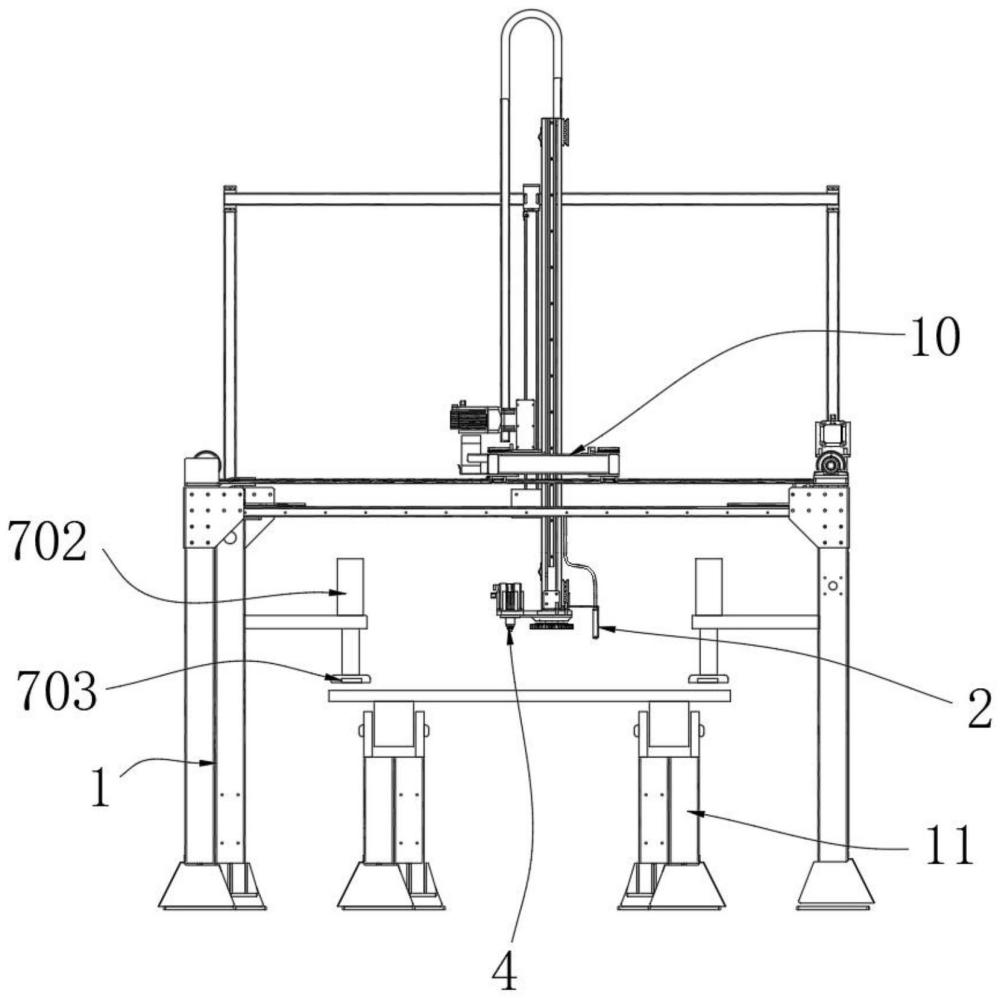
图1为本发明的机械结构示意图;
图2为本发明的系统控制结构框图;
图3为本发明的焊缝识别单元的结构框图;
图4为本发明的焊枪控制单元的结构框图。
附图中,各标号所代表的部件列表如下:
1、焊接机台;2、焊接设备;3、中央处理器;4、焊烟处理单元;401、烟雾传感器;402、吸风机;5、供电模块;6、数据库;7、定位单元;701、红外传感器;702、电动推杆;703、压力传感器;8、焊缝识别单元;801、焊缝间隙测量模块;802、焊缝深度测量模块;803、焊缝长度测量模块;804、焊口倾角测量模块;805、焊接平整度测量模块;9、焊枪控制单元;901、电压、电流控制模块;902、位移调节模块;903、外接负载;10、三轴位移导轨;11、输送架。
具体实施方式
这里将详细地对示例性实施例进行说明,其示例表示在附图中。下面的描述涉及附图时,除非另有表示,不同附图中的相同数字表示相同或相似的要素。以下示例性实施例中所描述的实施方式并不代表与本公开相一致的所有实施方式。相反,它们仅是与如所附权利要求书中所详述的、本公开的一些方面相一致的装置的例子。
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
实施例1
请参阅图1、图2、图3和图4,本发明为人防通风设备的智能焊接控制系统,包括焊接机台1,固定安装于焊接机台1内部的焊接设备2以及用于控制焊接设备2的控制系统;
其中,控制系统包括中央处理器3,中央处理器3用于接收控制信号,并控制系统内各部件运动,还包括:
焊烟处理单元4,焊烟处理单元4用于检测当焊接设备2产生焊烟时发送控制信号并收吸收焊接设备2产生的焊烟;
供电模块5,供电模块5用于系统内各电器元件的电力供给;
数据库6,数据库6用于储存焊接参数,并在焊接完成后对本次焊接参数进行存储建立新的数据库;
定位单元7,定位单元7用于检测焊接区域内焊接工件的位置状态;当感应到焊接工件运行至焊接位置时发送控制信号生成对焊接工件的有效控制状态;
焊缝识别单元8,焊缝识别单元8用于扫描焊缝表面的形态获取焊缝的信号数据并输送至中央处理器3;
焊枪控制单元9,焊枪控制单元9用于调节焊枪的焊接位置和焊接功率。
焊接设备2还包括固定安装于焊接机台1顶部的三轴位移导轨10,焊接设备2固定安装于三轴位移导轨10的移动端,焊接机台1还包括设置在焊接机台1中部的输送架11,输送架11上表面的两侧均转动连接有若干个输送轮,将焊接工件放置在输送架11上,通过输送架11顶部的输送轮即可对焊接工件进行输送,而此时输送的焊接工件则会直接输送至焊接区域。
焊缝识别单元8包括焊缝间隙测量模块801、焊缝深度测量模块802、焊缝长度测量模块803、焊口倾角测量模块804和焊接平整度测量模块805,焊缝间隙测量模块801、焊缝深度测量模块802、焊缝长度测量模块803、焊口倾角测量模块804和焊接平整度测量模块805用于检测焊缝的形态,并将获取的焊缝形态数据输送至中央处理器3,中央处理器3根据获取的焊缝形态同时调取数据库6内的焊接参数,并将焊接参数输送至焊枪控制单元9。
焊枪控制单元9包括电压、电流控制模块901和位移调节模块902,电压、电流控制模块901和位移调节模块902之间设置有外接负载903,具体的,在使用时,焊缝间隙测量模块801、焊缝深度测量模块802、焊缝长度测量模块803、焊口倾角测量模块804和焊接平整度测量模块805分别测量焊缝的间隙、焊缝的深度、焊缝的长度、焊口的倾角以及焊接后表面的光滑度,当焊缝的间隙、焊缝的深度、焊缝的长度、焊口的倾角发生变化时,都可在数据库内匹配到相应的焊接参数,当匹配不到合适的参数时,工作人员还可手动编辑输入新的焊接参数,通过将本次焊接参数进行保存,焊接平整度模块805用于检测焊接后平面的光滑度,当平面过高或者过低时则证明焊接质量出现问题,此时则会发出异常信号,工作人员可以对其进行人工判断。
位移调节模块902还包括X轴调节模块、Y轴调节模块和Z轴调节模块,X轴调节模块、Y轴调节模块和Z轴调节模块相互配合用于焊接设备2的焊接点位修订,具体的,X轴调节模块、Y轴调节模块和Z轴调节模块分别和三轴位移导轨10相对应,也就是说三轴位移导轨通过X轴调节模块、Y轴调节模块和Z轴调节模块分别控制,X轴调节模块可以驱动三轴位移导轨10在X轴方向上进行移动,以此类推实现三维空间内的三轴调节。
实施例2
在实施例1的基础上,为了提高焊接质量,在焊接前可以对焊接工件进行固定,避免焊接工件晃动,具体的,如图1、图2、图3和图4所示,定位单元7包括红外传感器701、电动推杆702和压力传感器703,红外传感器701固定安装于焊接机台1,电动推杆702固定连接于焊接机台1的内侧壁,压力传感器703安装于电动推杆702的输出端。
红外传感器701检测到焊接工件位置后发出检测信号至中央处理器3,中央处理器3接收检测信号后发出控制信号控制电动推杆702对焊接工件进行固定,压力传感器703用于检测焊接工件与电动推杆702之间的压力值,并将压力数值输送至中央处理器3,具体的,使用时,当电动推杆702对焊接工件进行固定时,还能通过压力传感器703实时监测压力状态,当压力过大时电动推杆702能够向上收缩,调节压力值,当压力过小时,电动推杆702可以延伸,实现更佳稳定的固定,有效提高了固定质量。
实施例3
在实施例1和实施例2的基础上,为了降低焊烟对环境的影响,增设焊烟处理单元,如图1、图2、图3和图4所示,焊烟处理单元4包括烟雾传感器401和吸风机402,烟雾传感器401固定安装于焊接设备2的底部,吸风机402固定安装于焊接机台1上,吸风机402通过软管与焊接设备2相连通。
烟雾传感器401适用于当检测到烟雾时发出烟雾信号至中央处理器3,中央处理器3接收烟雾信号后发出控制信号启动吸风机402吸收焊烟,具体的,在未进行焊接时,吸风机402处于宕机状态,当进行焊接时,会产生焊烟,烟雾传感器401监测到烟雾时,发出信号,此时中央处理器3控制吸风机402工作,焊烟通过软管吸入外部的净化设备内,通过净化设备实现对焊烟的处理,有效提高了工作环境的安全性。
尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
本领域技术人员在考虑说明书及实践这里公开的公开后,将容易想到本公开的其它实施方案。本申请旨在涵盖本公开的任何变型、用途或者适应性变化,这些变型、用途或者适应性变化遵循本公开的一般性原理并包括本公开未公开的本技术领域中的公知常识或惯用技术手段。说明书和实施例仅被视为示例性的,本公开的真正范围由下面的权利要求指出。
- 智能通风设备、相应的智能通风设备控制系统及其方法
- 一种商用通风设备智能控制系统