一种全自动窗帘打孔环扣一体机
文献发布时间:2023-06-29 06:30:04
技术领域
本发明涉及银行自动化设备领域,具体涉及一种全自动窗帘打孔环扣一体机。
背景技术
窗帘作为现代必备的居家用品,人们在要求功能的同时,也对其美观程度作出了很高的要求;窗帘一般通过悬挂杆挂在窗户上部,进而需要在窗帘上打孔用来穿过悬挂杆。所以打孔窗帘作为其中最重要的类别,如何使其制作更加智能、高效,非常重要。
目前窗帘作坊进行打孔和扣环最主要的方式还是使用人力来进行。人力打孔、扣环,耗时费力。同时市场上已有的加工设备大多数功能比较单一,其打孔和扣环一体设备要人工进行模具的更换,不能在打孔同时自动完成窗帘环的卡接,打孔效率仍然较低,无法完全实现过程的智能化,操作麻烦、费时费力。
因此针对现有的问题,现亟需一种能完成自动打孔和自动安装窗帘环的全自动窗帘打孔环扣一体机,提高工作效率,降低生产成本。
发明内容
为实现上述目的,本发明目的是提供一种新技术方案:效率高,成本低,适用性广。
本发明解决上述技术问题的技术方案如下:
箱体、工作台、激光打孔装置、扣环装置、传送窗帘的滚压传送装置和传送电机;
所述工作台安装在所述箱体上端面,所述激光打孔装置安装在所述工作台上端,所述工作台上设有压扣通孔,且所述压扣通孔位于所述激光打孔装置后端,所述扣环装置安装在所述压扣通孔处,所述滚压传送装置有多个,分别间隔嵌入在工作台上端面中,所述传送电机通过皮带连接多个滚压传送装置。
本发明的有益效果是:箱体内部用于放置窗帘扣和切割后的废料等相关物品,工作台为操作台面,待加工窗帘在滚压传送装置的带动下从激光打孔装置往扣环装置方向运动,在运动过程中,经激光打孔装置完成对窗帘孔的加工,经扣环装置完成对窗帘孔进行窗帘扣的扣环安装,整个过程自动完成,打孔装环效率高、操作简单、省时省力。
在上述技术方案的基础上,本发明还可以做如下改进:
进一步,所述激光打孔装置包括连接架、激光切割器、第一电机和电动液压杆;
所述连接架安装在所述工作台上,所述第一电机安装在连接架上端,所述电动液压杆水平放置,且所述电动液压杆的伸缩端连接所述激光切割器,所述第一电机连接并带动所述电动液压杆转动。
采用上述进一步方案的有益效果是:通过第一电机带动电动液压杆转动进而带动激光切割器转动来完成对下方窗帘的环状切割,其中电动液压杆通过伸缩来调节激光切割器的转动半径,进而调节窗帘上的孔径大小;同时激光进行切割的效率高,切割出来的孔径大小更加规范、美观,还可以有效地避免因切割不完全,而影响后续安装拉环,同时切割出来的废料更易于收集。
进一步,所述工作台上还设有废料通孔,所述箱体内部设有收集废料的收纳箱,所述废料通孔位于所述激光切割器正下方,且所述收纳箱上端连通所述废料通孔。
采用上述进一步方案的有益效果是:废料通孔一方面防止激光切割时损伤工作台面,另一方面可以供切割完的废布料通过通孔掉入至收集废料的收纳箱中。
进一步,所述激光切割器和所述电动液压杆各有两个,两个所述电动液压杆相互反向安装,两个所述激光切割器各分别一一对应安装在所述电动液压杆的伸缩端。
采用上述进一步方案的有益效果是:两个相互反向安装的电动液压杆可以扩大调节半径,同时提高调节时的效率,两个激光切割器可以减少电动液压杆的旋转半径,提高切割效率。
进一步,所述扣环装置包括盛放上部分窗帘环的上料筒、盛放下部分窗帘环的下料筒结构、上液压推板、下液压推板和压扣结构;
所述压扣结构安装在所述压扣通孔中,所述上液压推板安装在所述工作台上端面,所述下液压推板安装在所述工作台下端面;所述上料筒安装在所述上液压推板上方,且所述上液压推板可推动所述上料筒中的上部分窗帘环至所述压扣结构中;
所述下料筒结构安装在所述箱体中,且位于所述下液压推板下方,所述下液压推板可推动所述下料筒结构中的下部分窗帘环至所述压扣结构中。
采用上述进一步方案的有益效果是:对上一步骤下切割完成的窗帘孔洞,扣环装置通过将窗帘环的上部分和下部分在孔洞中完成拼接;其中上料筒用于放置窗帘环的上部分,可在重力作用下完成窗帘环下放至上液压推板,下料筒结构用于放置窗帘环的下部分,再通过上液压推板和下液压推板把窗帘环的上部分和下部分推送至压扣通孔处,最后再由压扣结构将窗帘环的上部分和下部分拼接压实在一起,完成窗帘孔的装环加工,整个结构效率高,减少人力物力。
进一步,所述上液压推板包括第一弧形板和第一液压推杆,所述第一液压推杆的伸缩端连接所述第一弧形板;
所述下液压推板包括第二弧形板和第二液压推杆,所述第二液压推杆的伸缩端连接所述第二弧形板。
采用上述进一步方案的有益效果是:第一弧形板以及第二弧形板可以方便推动窗帘环,同时确保推动过程中的稳定。
进一步,下料筒结构包括下料筒、弹簧、置物板、细绳、卷线轴和第二电机;
所述下料筒安装在所述下液压推板下方,所述弹簧安装在所述下料筒内部下端,所述置物板滑动安装在所述下料筒内部且连接在所述弹簧上端,所述第二电机安装在所述箱体内部下端,所述卷线轴与所述第二电机连接,所述细绳一端穿过所述弹簧内部并连接所述置物板,另一端穿出所述下料筒并缠绕在所述卷线轴上。
采用上述进一步方案的有益效果是:下料筒中的置物板上放置下部分窗帘环,在弹簧的作用下,下部分窗帘环能时刻抵至在下液压推板处,进而在下液压推板运动下推出下部分窗帘环;当需要放置下部分窗帘环时,通过第二电机带动绕线轴转动,拉动细绳并拖动置物板在下料筒中压缩弹簧并下移,进而扩大了下料筒的储物空间,方便放置下部分窗帘环进去,在使用时,关闭第二电机,通过弹簧作用推动置物板以推动下部分窗帘环被下液压推板抓取,整个过程提高了自动化,方便下部分窗帘环下料。
进一步,所述压扣结构包括上液压压盘和下液压压盘,所述上液压压盘安装在所述压扣通孔上方,所述下液压压盘安装在所述压扣通孔下方,且所述上液压压盘和所述下液压压盘可同步相对移动至所述压扣通孔中心。
采用上述进一步方案的有益效果是:在窗帘的孔洞被移动至压扣通孔处时,上部分窗帘环和下部分窗帘环被上、下液压推板推至压扣通孔上端和下端,进而在上液压压盘和下液压压盘的相对同步运动推动下,完成对上部分窗帘环和下部分窗帘环紧压拼接,最终完成对窗帘环的组装;整个过程迅速快捷,省时省力。
进一步,所述滚压传送装置包括主滚压轮组、从滚压轮组和升降架;
所述工作台上设有条状通槽,所述主滚压轮组安装在所述通槽中,且所述主滚压轮组通过皮带与所述传送电机连接,所述升降架安装在所述通槽上方,所述从滚压轮组安装在所述升降架中,且所述从滚压轮组与所述主滚压轮组摩擦连接。
采用上述进一步方案的有益效果是:传送电机通过皮带带动多组主滚压轮组形状转动,窗帘放置在主滚压轮组、从滚压轮组之间,主滚压轮组和从滚压轮组之间通过摩擦和滚动带动窗帘移动,提高窗帘移动的精确性,多个滚压传送装置的设定可以进一步提高窗帘在移动时的平顺性,同时升降架可根据窗帘不同厚度或多层结构时通过调节从滚压轮与主滚压轮组之间的距离来有针对性的完成对窗帘的拉动。
进一步,全自动窗帘打孔环扣一体机还包括显示屏和控制器;
所述显示屏安装在所述工作台上,所述控制器安装在所述箱体内部。
采用上述进一步方案的有益效果是:显示屏用于显示本装置各步骤的运行情况,控制器可用于调节各个装置的运行,方便针对不同需求的窗帘完成打孔装环。
附图说明
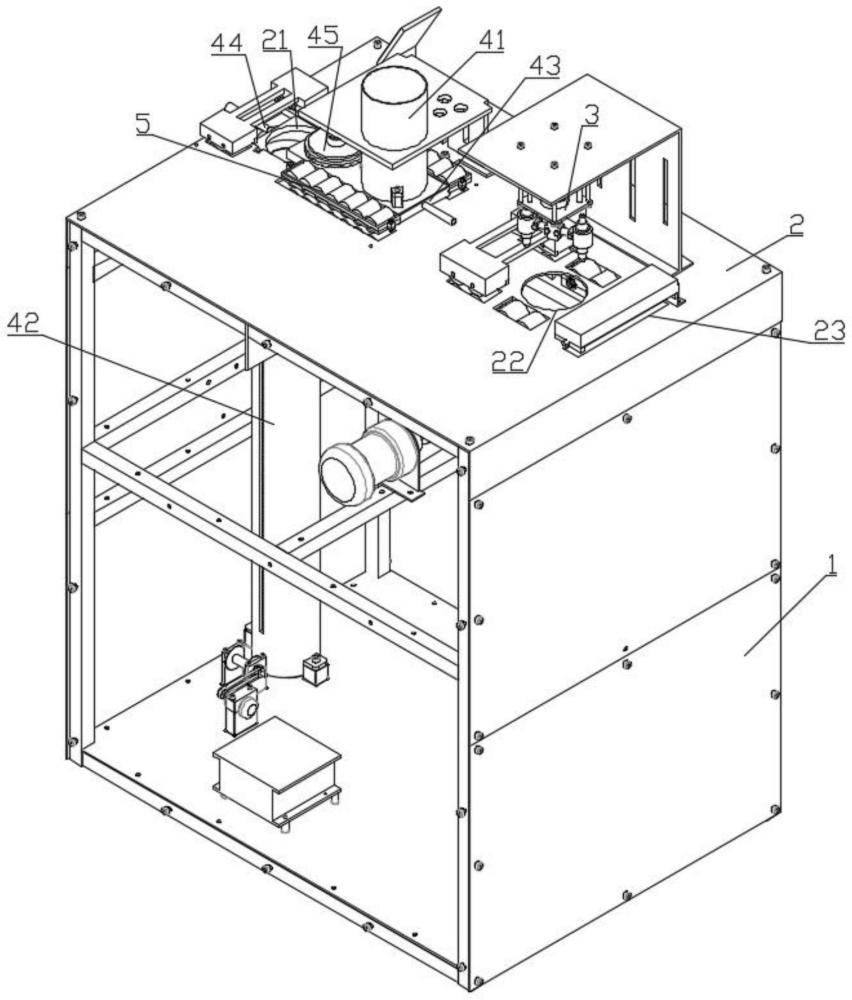
图1为本发明的结构示意图;
图2为本发明的正视图;
图3为本发明激光打孔装置的结构示意图;
图4为本发明上液压推板的结构示意图。
附图中,各标号所代表的部件列表如下:
1、箱体;2、工作台;21、压扣通孔;22、废料通孔;23、通槽;3、激光打孔装置;31、连接架;32、激光切割器;33、第一电机;34、电动液压杆;4、扣环装置;41、上料筒;42、下料筒结构;421、下料筒;422、细绳;423、卷线轴;424、第二电机;43、上液压推板;431、第一弧形板;432、第一液压推杆;44、下液压推板;45、压扣结构;451、上液压压盘;452、下液压压盘;5、滚压传送装置;51、主滚压轮组;52、从滚压轮组;53、升降架;6、传送电机;7、显示屏;8、控制器。
具体实施方式
为了使发明的目的、技术方案及优点更加清楚明白,以下结合附图,对本发明进行进一步详细说明,并非用于限定本发明的范围。
实施例1:如图1-2所示,本发明公开的一种全自动窗帘打孔环扣一体机的实施例,包括:
箱体1、工作台2、激光打孔装置3、扣环装置4、传送窗帘的滚压传送装置5和传送电机6;
工作台2安装在箱体1上端面,激光打孔装置3安装在工作台2上端,工作台2上设有压扣通孔21,且压扣通孔21位于激光打孔装置3后端,扣环装置4安装在压扣通孔21处,滚压传送装置5有多个,分别间隔嵌入在工作台2上端面中,传送电机6通过皮带连接多个滚压传送装置5。
具体的,传送电机6带动滚压传送装置5运动,进而带动窗帘在工作台上移动,多个滚压传送装置5分别间隔嵌入在工作台2上端面中可以确保在对窗帘的传送过程中紧贴工作台面,多个同时传动窗帘,确保窗帘在工作台面上运动的平稳性;且在运动过程中,分别前后通过激光打孔装置3和扣环装置4完成激光打孔和窗帘环安装。
应理解的,箱体1用于确保工作台2作业高度,同时内部可以放置工作物件,激光打孔装置3切割效率高,且更为规范美观,扣环装置4可以提高整个装置的自动化,通过对加工的孔洞完成窗帘环的安装,减少人力,提高效率。
优选的,激光打孔装置3和扣环装置4并排平行于运动方向。
优选的,多个滚压传送装置5环绕在激光打孔装置3和扣环装置4四周分布,方便带动窗帘运动更加平稳,提高打孔和扣环的精确度。
在实施例1的基础上,实施例2:如图1-3所示,激光打孔装置3包括连接架31、激光切割器32、第一电机33和电动液压杆34;
连接架31安装在工作台2上,第一电机33安装在连接架31上端,电动液压杆34水平放置,且电动液压杆34的伸缩端连接激光切割器32,第一电机33连接并带动电动液压杆34转动。
具体的,连接架31安装在工作台2上,第一电机33在连接架31上端并带动电动液压杆34和激光切割器32转动,激光切割器32通过沿第一电机33转动画圆进而完成对窗帘的切割。
应理解的,电动液压杆34通过伸缩可以扩大激光切割器32的旋转半径,进而完成对窗帘不同孔径的切割,激光进行切割的效率高,切割出来的孔径大小更加规范、美观,还可以有效地避免因切割不完全,而影响后续安装拉环,同时切割出来的废料更易于收集。
优选的,激光切割器32为激光枪头,采用封离式CO2激光器,功率80W。激光切割机加工出来的布边不发黄,自动收边不散边,不变形,不会发硬,尺寸一致且精确;无毛边,尺寸标准,误差小(±0.1mm),效果柔软,无高周波或刀模切压的生硬感。
在实施例2的基础上,实施例3:如图1-3所示,工作台2上还设有废料通孔22,箱体1内部设有收集废料的收纳箱,废料通孔22位于激光切割器32正下方,且收纳箱上端连通废料通孔22。
应理解的,在激光切割器32完成切割后,废料会在重力作用下通过废料通孔22掉入到箱体1内部的收纳箱中,避免废料影响窗帘的传送。
优选的,电动液压杆34的下端还可竖直安装有一个废料液压推杆,每次切割完,废料液压推杆会向下伸出从而推动废料掉入至收纳箱中。
在实施例2的基础上,实施例4:如图3所示,激光切割器32和电动液压杆34各有两个,两个电动液压杆34相互反向安装,两个激光切割器32各分别一一对应安装在电动液压杆34的伸缩端。
应理解的,两个电动液压杆34装在两端,进而在转动时,只需转动半圆即可,减少了活动路径,提高了切割效率;或者两个激光切割器32可进行不同功能的切割,粗切加精切完成高效、规整的切割,提高美观度。
优选的,电动液压杆34相反对接安装,或者相反平行紧贴安装,确保伸缩端的两个激光切割器32运动轨迹仅需单个的一半。
在实施例1的基础上,实施例5:如图1-2所示,扣环装置4包括盛放上部分窗帘环的上料筒41、盛放下部分窗帘环的下料筒结构42、上液压推板43、下液压推板44和压扣结构45;
压扣结构45安装在压扣通孔21中,上液压推板43安装在工作台2上端面,下液压推板44安装在工作台2下端面;上料筒41安装在上液压推板43上方,且上液压推板43可推动上料筒41中的上部分窗帘环至压扣结构45中;
下料筒结构42安装在箱体1中,且位于下液压推板44下方,下液压推板44可推动下料筒结构42中的下部分窗帘环至压扣结构45中。
应理解的,窗帘被切割好的窗帘通孔经输送至压扣通孔21处,同时上料筒41中的上部分窗帘环在重力作用下会落在上液压推板43,并通过上液压推板43推动至压扣通孔21处的压扣结构45中,下料筒结构42的上端与下液压推板44抵接,下料筒结构42中的下部分窗帘环也被下液压推板44推动至压扣结构45中,最后通过压扣结构45将上部分窗帘环和下部分窗帘环在窗帘通孔上完成拼接。
优选的,下液压推板44也可以嵌入安装在工作台2中,此时下料筒结构42的上端与下液压推板44抵接。
在实施例5的基础上,实施例6:如图4所示,上液压推板43包括第一弧形板431和第一液压推杆432,第一液压推杆432的伸缩端连接第一弧形板431;
下液压推板44包括第二弧形板和第二液压推杆,第二液压推杆的伸缩端连接第二弧形板。
应理解的,第一弧形板431和第二弧形板可以更好的抵住并推动环状窗帘,确保在推动时上部分窗帘环和下部分窗帘环能精确的处于窗帘切割的孔洞处。
优选的,第一弧形板431和第二弧形板的厚度小于窗帘环的厚度,这样可以确保每次推出窗帘环的个数都是一个。
优选的,第二弧形板与压扣结构45距离较近,以确保在推动下部分窗帘环时不会掉落,而直接置于压扣结构45中。
在实施例5的基础上,实施例7:如图1-2所示,下料筒结构42包括下料筒421、弹簧、置物板、细绳422、卷线轴423和第二电机424;
下料筒421安装在下液压推板44下方,弹簧安装在下料筒421内部下端,置物板滑动安装在下料筒421内部且连接在弹簧上端,第二电机424安装在箱体1内部下端,卷线轴423与第二电机424连接,细绳422一端穿过弹簧内部并连接置物板,另一端穿出下料筒421并缠绕在卷线轴423上。
应理解的,下部分窗帘环放置在下料筒421内的置物板上,其中在桶内弹簧的张力下,置物板被往上推动,使得下料筒421内下部分窗帘环被往上压在下液压推板44下端面,再经由,下液压推板44推送至压扣结构45中完成拼接;当下料筒421内的下部分窗帘环被使用完后,可通过启动第二电机424,卷线轴423转动并收缩与置物板连接的细绳422,进而拉动置物板在下料筒421内下移,空出内部空间用于重新放置下部分窗帘环。
优选的,下料筒421下端安装有定滑轮用于细绳422穿过,以方便细绳422收纳在卷线轴423上。
在实施例5的基础上,实施例8:如图1-2所示,压扣结构45包括上液压压盘451和下液压压盘452,上液压压盘451安装在压扣通孔21上方,下液压压盘452安装在压扣通孔21下方,且上液压压盘451和下液压压盘452可同步相对移动至压扣通孔21中心。
应理解的,当激光打孔流程完成后,窗帘被切割孔洞输送至压扣通孔21上方时,上部分窗帘环被上液压推板43沿窗帘布推送至孔洞处,下部分窗帘环被下液压推板44推送至孔洞下方的下液压压盘452上,最后在上液压压盘451和下液压压盘452液压推动下,完成对窗帘环的拼接。
优选的,上液压压盘451和下液压压盘452分别以窗帘布的位置呈上下对称。
在实施例1的基础上,实施例9:如图1-2所示,滚压传送装置5包括主滚压轮组51、从滚压轮组52和升降架53;
工作台2上设有条状通槽23,主滚压轮组51安装在通槽23中,且主滚压轮组51通过皮带与传送电机6连接,升降架53安装在通槽23上方,从滚压轮组52安装在升降架53中,且从滚压轮组52与主滚压轮组51摩擦连接。
应理解的,条状通槽23用于安装主滚压轮组51,其中传送电机6安装在箱体1内部,方便通过皮带带动主滚压轮组51转动,窗帘布放置在主滚压轮组51和从滚压轮组52之间,主滚压轮组51和从滚压轮组52产生对窗帘布的挤压,进而在主滚压轮组51的转动下窗帘布随之移动,升降架53可以调节从滚压轮组52的高度,从而适应不同厚度的窗帘加工。
优选的,升降架53为液压升降架。
在实施例1的基础上,实施例10:如图1-2所示,还包括显示屏7和控制器8;
显示屏7安装在工作台2上,控制器8安装在箱体1内部。
应理解的,控制器8连接并控制各个装置结构,并将整个装置的运行情况显示在显示屏7上,还可通过显示屏7调节控制整个窗帘打孔环扣的过程。
以上所述仅为本发明的较佳实施例,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
- 一种窗帘自动打孔装置
- 一种装修用窗帘的厚端叠层一次贯通压边的打孔装置
- 一种塑料制造用打孔去毛刺一体机
- 一种档案归档材料穿线打孔一体机
- 一种磁性免打孔衣服扣
- 一种新型的窗帘打孔一体机
- 一种基于窗帘的精确定位钉扣打孔装置