一种汽车零部件用的激光焊接装置
文献发布时间:2023-06-29 06:30:04
技术领域
本发明涉及汽车零部件激光焊接技术领域,尤其涉及一种汽车零部件用的激光焊接装置。
背景技术
在对汽车零部件进行生产过程中,有的需对汽车零部件进行激光焊接操作,实现对零件的生产,其中,离合器片由摩擦片和减震盘焊接而成,在焊接的时候人们需将摩擦片和减震盘的相对位置进行精准的定位后进行固定,后通过激光焊接装置或者其他焊接装置实现对摩擦片和减震盘连接处的焊接;
传统的离合器片内外环焊接时,人们需对摩擦片和减震盘进行内外紧密贴合,同时保证摩擦片和减震盘相对位置安装的精准,后对摩擦片和减震盘进行依次的固定,后将放有摩擦片和减震盘的工作台进行上升与激光焊接装置进行相互配合,实现对离合器片的生产,因此传统的离合器片定位固定的方式耗时,并且效率低下,如果摩擦片和减震盘的相对位置不精确则最终会影响离合器片的动平衡。
因此,有必要提供一种汽车零部件用的激光焊接装置解决上述技术问题。
发明内容
为解决上述技术问题,本发明是提供一种汽车零部件用的激光焊接装置。
本发明提供的一种汽车零部件用的激光焊接装置,包括底座、升降工作台、升降装置、摩擦片、第一穿孔、减震盘和第二穿孔,底座的顶部放置有用于升降的升降工作台,底座的上表面固定安装有用于升降工作台进行升降的升降装置,摩擦片的外侧环形陈列式开设有第一穿孔,减震盘的中部环形阵列式开设有第二穿孔,摩擦片与减震盘之间通过激光焊接装置进行焊接,还包括第一定位凸块和精准对位装置,第一定位凸块对称固定安装在升降工作台的上表面对应第二穿孔的位置,第一定位凸块用于对减震盘进行限位,精准对位装置固定安装在底座的上表面中部,精准对位装置用于对摩擦片进行精准对位放置,精准对位装置包括固定架、固定杆、固定板、连接杆、滑槽、滑块和挤压杆,底座的上表面中部固定安装有固定架,固定架的顶部固定安装有固定杆,固定杆穿过升降工作台且与升降工作台滑动连接,固定杆的底端固定安装有固定板,固定板的上表面通过轴销转动安装有三个连接杆,三个连接杆之间的夹角分别是一百六十度、四十度和一百六十度,升降工作台的中部对应三个连接杆的位置开设有三个滑槽,滑槽的中部滑动安装有滑块,滑块的底端通过轴销与连接杆远离固定板的一端转动连接,滑块的顶部固定安装有挤压杆,挤压杆对应第一穿孔设置。装置在使用时,将减震盘套在两个第一定位凸块外侧,下压减震盘,将减震盘贴合升降工作台放置,后将摩擦片随意放置在减震盘的上方或者可以正好套在减震盘的外侧,但是要保证三个挤压杆均处于摩擦片的第一穿孔处,通过升降装置的运作带动升降工作台上升,后通过精准对位装置的运作带动摩擦片与减震盘的相对位置处于精准的位置,实现对摩擦片与减震盘的安装以及固定,方便后续人们对摩擦片与减震盘的焊接。
优选的,第一定位凸块的上表面开设有第一倒角。方便将减震盘套在两个第一定位凸块外侧,实现对减震盘位置的固定。
优选的,滑块呈T型设置。实现对滑块的移动进行控制,保证挤压杆顺着滑槽的轨迹移动。
优选的,挤压杆的顶端开设有第二倒角。方便将三个挤压杆均安装在摩擦片的第一穿孔的内部。
优选的,挤压杆的半径与第一穿孔靠近摩擦片的内径一端的半径相同。实现挤压杆对第一穿孔进行挤压的稳定性。
优选的,滑块的中部开设有定位孔,升降工作台对应滑槽内部的位置固定安装有定位杆,定位杆与定位孔滑动连接,定位杆的外侧套设有弹簧,弹簧的一端与升降工作台对应滑槽的一端固定连接,弹簧的另一端与滑块的一侧固定连接。在对升降工作台进行下降将离合器片取出时,通过弹簧的推力方便对定位杆的位置进行移动。
优选的,弹簧与定位杆的外侧紧密贴合滑动。实现弹簧在定位杆的外侧进行稳定的压缩。
优选的,升降装置包括第一安装板、双向螺杆、控制电机、第二安装板、限位杆、移动架、限位孔和传动杆,底座的上表面中部对称固定安装有第一安装板,两个之间通过轴承转动安装有双向螺杆,其中一个第一安装板的一侧固定安装有控制电机,控制电机的输出端穿过第一安装板与双向螺杆固定连接,底座的上表面两侧对称固定安装有第二安装板,两个第二安装板之间固定安装有限位杆,两个限位杆之间对称滑动安装有移动架,移动架对应限位杆的位置开设有限位孔,限位孔与限位杆滑动连接,两个移动架的中部均与双向螺杆螺纹连接,移动架的上表面通过轴销转动安装有传动杆,传动杆远离移动架的一端通过轴销与升降工作台的下表面转动连接。通过控制电机带动双向螺杆的转动,通过移动架与双向螺杆的螺纹连接以及限位杆对移动架的移动进行限位,实现升降工作台的升降,限位孔与限位杆紧密贴合滑动。实现移动架顺着限位杆滑动的稳定性。
优选的,控制电机为一种减速伺服电机。对移动架的移动距离进行精准的控制。
与相关技术相比较,本发明提供的具有如下有益效果:
本发明使用时,与现有技术相比,将减震盘套在两个第一定位凸块外侧,下压减震盘,将减震盘贴合升降工作台放置,后将摩擦片随意放置在减震盘的上方或者可以正好套在减震盘的外侧,但是要保证三个挤压杆均处于摩擦片的第一穿孔处,通过升降装置的运作实现升降工作台的上升,与此同时,通过精准对位装置上的三个挤压杆对第一穿孔的挤压,将对摩擦片进行对中位置固定,实现摩擦片与减震盘的相对位置处于精准的位置,实现对摩擦片与减震盘的安装以及固定,方便后续人们对摩擦片与减震盘的焊接;
在装置进行使用时,通过升降装置中的控制电机作为装置的唯一输出动力,通过升降装置和精准对位装置的配合运作,实现对摩擦片与减震盘的相对位置进行精准的固定,可减少电机的使用数量,降低成本。
附图说明
图1为本发明的整体结构示意图;
图2为本发明的局部结构示意图;
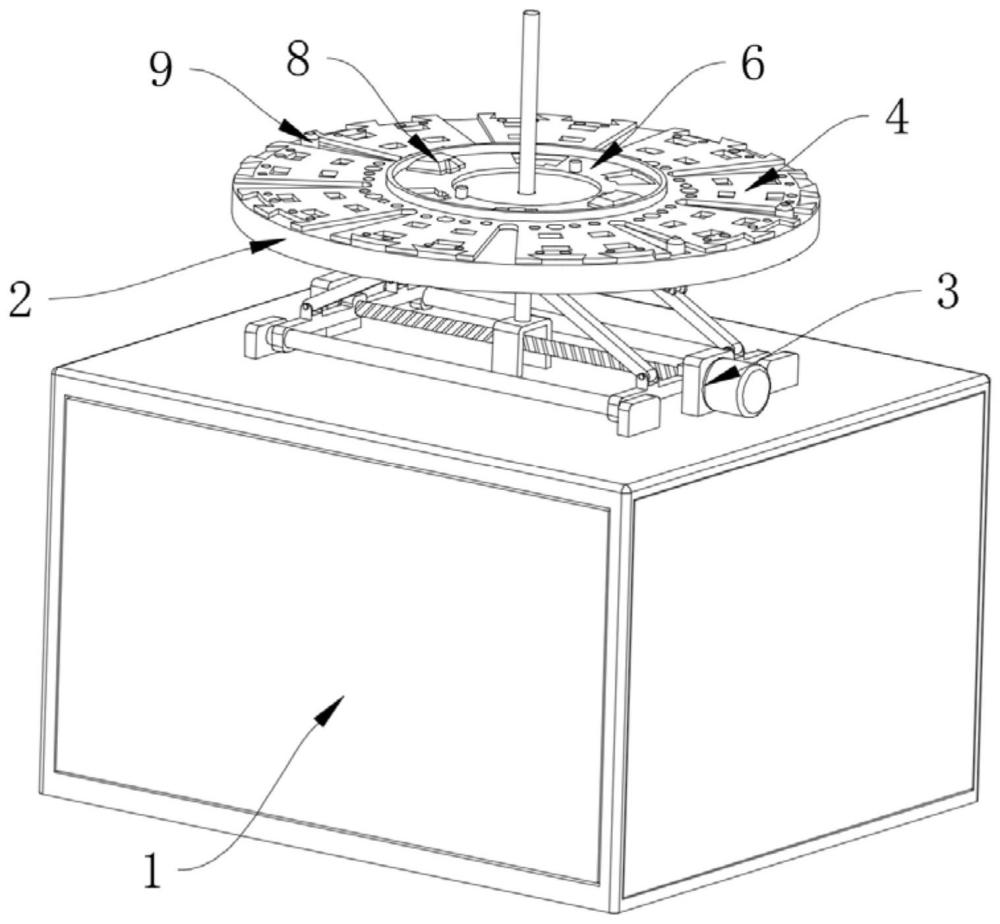
图3为本发明的局部爆炸结构示意图;
图4为本发明的精准对位装置的结构示意图。
图中标号:1、底座;2、升降工作台;3、升降装置;4、摩擦片;5、第一穿孔;6、减震盘;7、第二穿孔;8、第一定位凸块;9、精准对位装置;10、定位孔;11、定位杆;12、弹簧;31、第一安装板;32、双向螺杆;33、控制电机;34、第二安装板;35、限位杆;36、移动架;37、限位孔;38、传动杆;91、固定架;92、固定杆;93、固定板;94、连接杆;95、滑槽;96、滑块;97、挤压杆。
具体实施方式
下面结合附图和实施方式对本发明作进一步说明。
请结合参阅图1至图4,一种汽车零部件用的激光焊接装置,包括底座1、升降工作台2、升降装置3、摩擦片4、第一穿孔5、减震盘6和第二穿孔7,底座1的顶部放置有用于升降的升降工作台2,底座1的上表面固定安装有用于升降工作台2进行升降的升降装置3,摩擦片4的外侧环形陈列式开设有第一穿孔5,减震盘6的中部环形阵列式开设有第二穿孔7,摩擦片4与减震盘6之间通过激光焊接装置进行焊接,还包括第一定位凸块8和精准对位装置9,第一定位凸块8对称固定安装在升降工作台2的上表面对应第二穿孔7的位置,第一定位凸块8用于对减震盘6进行限位,精准对位装置9固定安装在底座1的上表面中部,精准对位装置9用于对摩擦片4进行精准对位放置,精准对位装置9包括固定架91、固定杆92、固定板93、连接杆94、滑槽95、滑块96和挤压杆97,底座1的上表面中部固定安装有固定架91,固定架91的顶部固定安装有固定杆92,固定杆92穿过升降工作台2且与升降工作台2滑动连接,固定杆92的底端固定安装有固定板93,固定板93的上表面通过轴销转动安装有三个连接杆94,三个连接杆94之间的夹角分别是一百六十度、四十度和一百六十度,升降工作台2的中部对应三个连接杆94的位置开设有三个滑槽95,滑槽95的中部滑动安装有滑块96,滑块96的底端通过轴销与连接杆94远离固定板93的一端转动连接,滑块96的顶部固定安装有挤压杆97,挤压杆97对应第一穿孔5设置。装置在使用时,将减震盘6套在两个第一定位凸块8外侧,下压减震盘6,将减震盘6贴合升降工作台2放置,后将摩擦片4随意放置在减震盘6的上方或者可以正好套在减震盘6的外侧,但是要保证三个挤压杆97均处于摩擦片4的第一穿孔5处,通过升降装置3的运作带动升降工作台2上升,在升降工作台2上升过程中,通过连接杆94对滑块96的拉动将带动滑块96顺着滑槽95的轨迹进行移动,实现挤压杆97对摩擦片4的第一穿孔5内壁进行挤压,通过三个挤压杆97对第一穿孔5的挤压,将对摩擦片4进行对中位置固定,后通过稍微下压摩擦片4,带动摩擦片4与升降工作台2贴合放置,实现摩擦片4与减震盘6的相对位置处于精准的位置,实现对摩擦片4与减震盘6的安装以及固定,方便后续人们对摩擦片4与减震盘6的焊接。
请结合参阅图1至图4,第一定位凸块8的上表面开设有第一倒角。方便将减震盘6套在两个第一定位凸块8外侧,实现对减震盘6位置的固定。
请结合参阅图1至图4,滑块96呈T型设置。实现对滑块96的移动进行控制,保证挤压杆97顺着滑槽95的轨迹移动。
请结合参阅图1至图4,挤压杆97的顶端开设有第二倒角。方便将三个挤压杆97均安装在摩擦片4的第一穿孔5的内部。
请结合参阅图1至图4,挤压杆97的半径与第一穿孔5靠近摩擦片4的内径一端的半径相同。实现挤压杆97对第一穿孔5进行挤压的稳定性。
请结合参阅图1至图4,滑块96的中部开设有定位孔10,升降工作台2对应滑槽95内部的位置固定安装有定位杆11,定位杆11与定位孔10滑动连接,定位杆11的外侧套设有弹簧12,弹簧12的一端与升降工作台2对应滑槽95的一端固定连接,弹簧12的另一端与滑块96的一侧固定连接。在对升降工作台2进行下降将离合器片取出时,通过弹簧12的推力方便对定位杆11的位置进行移动。
请结合参阅图1至图4,弹簧12与定位杆11的外侧紧密贴合滑动。实现弹簧12在定位杆11的外侧进行稳定的压缩。
请结合参阅图1至图4,升降装置3包括第一安装板31、双向螺杆32、控制电机33、第二安装板34、限位杆35、移动架36、限位孔37和传动杆38,底座1的上表面中部对称固定安装有第一安装板31,两个之间通过轴承转动安装有双向螺杆32,其中一个第一安装板31的一侧固定安装有控制电机33,控制电机33的输出端穿过第一安装板31与双向螺杆32固定连接,底座1的上表面两侧对称固定安装有第二安装板34,两个第二安装板34之间固定安装有限位杆35,两个限位杆35之间对称滑动安装有移动架36,移动架36对应限位杆35的位置开设有限位孔37,限位孔37与限位杆35滑动连接,两个移动架36的中部均与双向螺杆32螺纹连接,移动架36的上表面通过轴销转动安装有传动杆38,传动杆38远离移动架36的一端通过轴销与升降工作台2的下表面转动连接。在对摩擦片4和减震盘6进行放置后,通过控制电机33带动双向螺杆32的转动,通过移动架36与双向螺杆32的螺纹连接以及限位杆35对移动架36的移动进行限位,实现两个移动架36相互靠近,后通过传动杆38对移动架36和升降工作台2的连接,将实现升降工作台2的上升。
请结合参阅图1至图4,限位孔37与限位杆35紧密贴合滑动。实现移动架36顺着限位杆35滑动的稳定性。
请结合参阅图1至图4,控制电机33为一种减速伺服电机。对移动架36的移动距离进行精准的控制。
装置使用时,将减震盘6套在两个第一定位凸块8外侧,下压减震盘6,将减震盘6贴合升降工作台2放置,后将摩擦片4随意放置在减震盘6的上方或者可以正好套在减震盘6的外侧,但是要保证三个挤压杆97均处于摩擦片4的第一穿孔5处,通过控制电机33带动双向螺杆32的转动,通过移动架36与双向螺杆32的螺纹连接以及限位杆35对移动架36的移动进行限位,实现两个移动架36相互靠近,后通过传动杆38对移动架36和升降工作台2的连接,将实现升降工作台2的上升,在升降工作台2上升过程中,通过连接杆94对滑块96的拉动将带动滑块96顺着滑槽95的轨迹进行移动,实现挤压杆97对摩擦片4的第一穿孔5内壁进行挤压,通过三个挤压杆97对第一穿孔5的挤压,将对摩擦片4进行对中位置固定,后通过稍微下压摩擦片4,带动摩擦片4与升降工作台2贴合放置,实现摩擦片4与减震盘6的相对位置处于精准的位置,实现对摩擦片4与减震盘6的安装以及固定,方便后续人们对摩擦片4与减震盘6的焊接,在焊接完毕后,通过反向控制控制电机33的输出端转动,将带动升降工作台2下降,与此同时,通过连接杆94对滑块96的拉动将带动滑块96顺着滑槽95的轨迹进行反向移动,通过弹簧12的推力对滑块96的移动进行推动,可带动三个挤压杆97移动至第一穿孔5的另一端,人们可将升降工作台2上的离合器片取出。
以上所述仅为本发明的实施例,并非因此限制本发明的专利范围,凡是利用本发明说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其它相关的技术领域,均同理包括在本发明的专利保护范围内。
- 一种激光焊接气体保护装置、激光焊接设备及应用方法
- 一种汽车零部件定位焊接旋转打磨装置
- 一种汽车零部件用多角度旋转的焊接装置
- 一种用于汽车零部件焊接的定位装置
- 一种汽车零部件焊接用除尘装置
- 一种汽车零部件激光焊接用焊接台
- 一种用于汽车零部件加工的激光焊接装置