一种室外用的铝板及其加工工艺
文献发布时间:2024-01-17 01:24:51
技术领域
本申请涉及铝板技术领域,尤其是涉及一种室外用的铝板及其加工工艺。
背景技术
室外铝板具有质轻、高强度、色泽丰富、施工方便快捷、抗震、防火、寿命长、免维护等特点,现已被广泛应用。室外铝板报价可以更好地满足设计师设计要求,具有良好的吸音效果,广泛应用于影剧院、展厅、会议中心等地方。
目前,在生产制造室外铝板过程中,通常通过UV打印机直接在铝单板表面打印对应的图案层,但是,由于铝单板的表面比较光滑,在实际使用过程中,打印的图案寿命比较低,容易脱落。因此,可做进一步改进。
发明内容
为了增强铝板上UV打印图案的附着力,使其后续使用过程中不易于发生脱落,本申请提供一种室外用的铝板及其加工工艺。
第一方面,本申请提供一种室外用的铝板,采用如下的技术方案:
一种室外用的铝板,包括呈内凹方框状的铝单板、安装于铝单板内部的加强筋以及安装于铝单板外侧的角码,所述铝单板的外端面上通过UV打印机打印成型有图案层,且所述铝单板在打印前涂匀有UV涂层,且所述UV涂层用于增强UV打印图案附着力。
通过采用上述技术方案,在生产过程中,在进行打印前,通过在铝单板的外表面上涂匀有UV涂层,以增强UV打印图案的附着力,使其后续使用过程中不易于发生脱落,以延长打印的图案使用寿命。
可选的,所述角码呈L型板状,所述角码一端通过铆接方式固定于铝单板中的侧边。
第二方面,本申请提供一种室外用的铝板加工工艺,采用如下的技术方案:
一种室外用的铝板加工工艺,用于加工上述所述的一种室外用的铝板,包括如下步骤:S1、铝单板加工成型:采用高强度铝合金板材为基材,经过数控折弯技术加工成型;S2、预处理:首先,利用清水,对铝单板的内外表面进行冲洗,以除去铝单板表面的粉尘等赃物;接着,烘干铝单板上残留的水渍;最后,用无纺布沾上工业酒精擦拭铝单板表面,等待铝单板表面酒精完全挥发;S3、UV涂层涂匀处理:通过涂层涂料装置,将UV涂层液均匀涂抹于铝单板外端面,以形成UV涂层;S4、图案打印:利用UV打印机,将设计好的图案打印至铝单板的外端面;S5、安装加强筋和角码。
可选的,所述涂层涂料装置包括涂料台、锁定机构、涂料机构、下料输送机、上料转运机构以及下料转运机构;所述涂料台上设置有上料位、涂料位、下料位,所述上料位处设置有供铝单板上料放置的上料台,所述涂料位处设置有支撑台,所述上料转运机构安装于涂料台,且用于将上料位处的铝单板转运至支撑台;所述锁定机构安装于支撑台,且用于对涂料位处的铝单板进行定位锁定;所述涂料机构安装于涂料台,且用于对将UV涂层液均匀涂抹于铝单板外端面,以形成UV涂层;所述下料输送机靠近安装于下料位一侧,所述下料转运机构用于将支撑台上完成UV涂层涂抹工作后的铝单板转运至下料输送机,且所述下料输送机将用于将铝单板输送至打印工位。
通过采用上述技术方案,在实际进行UV涂层工作过程中,上料转运机构将上料台处的铝单板转运至支撑台。接着,锁定机构对支撑台上的铝单板进行定位锁定,涂料机构将UV涂层液均匀涂抹于铝单板外端面,以形成UV涂层。最后,下料转运机构将完成UV涂层涂抹工作后的铝单板转运至下料输送机,使下料输送机将用于将铝单板输送至打印工位,以便进行后续的图案打印工序。
可选的,所述锁定机构包括锁定电机、转盘以及压板,所述支撑台顶部中部位置处开设有安装槽,所述转盘以及锁定电机均安装于安装槽内,所述转盘通过转轴绕竖向转动设置,所述锁定电机用于驱动转盘转动;所述支撑台内滑动设置有四个水平推杆,且四个所述水平推杆绕转盘周向均匀间隔布置,所述水平推杆一端贯穿至安装槽内,另一端贯穿至支撑台外;所述转盘上绕其周向均匀布置有四个连杆,且所述连杆一端转动连接于转盘,另一端转动连接于水平推杆朝内一端;所述压板的数量为四个,且四个所述压板分别固定安装于水平推杆朝外一端。
通过采用上述技术方案,当上料转运机构将上料台处的铝单板转运至支撑台,且将铝单板朝下扣盖于支撑台后,锁定电机驱动转盘做一定角度偏转,转盘通过连杆向外推动水平推杆,使压板抵紧于铝单板的内侧面,以对铝单板进行锁定,以便后续进行UV涂层工作。同理,当完成UV涂层工作后,锁定电机反向驱动转盘反向偏转复位,以松开铝单板,以便下料转运机构抓取下料。
可选的,所述支撑台通过支撑轴安装于涂料台,且所述支撑台与支撑轴转动连接;所述支撑台底面设置有内齿圈,所述涂料台上设置有驱动电机,所述驱动电机的电机轴上安装有与内齿圈相啮合的输入齿轮。
通过采用上述技术方案,在实际工作过程中,驱动电机通过相互啮合的输入齿轮、内齿圈控制支撑台绕支撑轴转动,以配合涂料机构进行UV涂层的上涂工作。
可选的,所述上料转运机构以及下料转运机构均包括转运架、摆臂、第一气缸、第二气缸以及带有吸嘴的吸板;所述第一气缸为旋转运动气缸,且用于控制摆臂绕竖向摆动;所述第二气缸为线性运动气缸,所述第二气缸朝下设置,所述吸板安装于第二气缸的活塞杆端,所述吸板中吸嘴朝向外侧。
通过采用上述技术方案,在上料过程中,上料机构中的第二气缸控制吸板下移而吸住上料位处的铝单板的外侧;然后,第二气缸控制抬起铝单板,在第一气缸的配合下,将铝单板摆运至涂料位上方;接着,第二气缸将铝单板朝下扣放于支撑台;最后进行复位,以待下一个铝单板的上料工作。同理,在下料过程中,下料机构中的第一气缸、第二气缸相互配合,以将支撑台上完成涂料工作的铝单板摆运至下料输送机,使铝单板被输送至打印工位。
可选的,所述涂料机构包括涂料架、第一直线驱动电机、第二直线驱动电机、第三直线驱动电机、涂料头、涂料辊以及供液管;所述第一直线驱动电机用于控制涂料头沿竖向移动,所述第二直线驱动电机用于控制涂料头沿纵向移动,所述第三直线驱动电机用于控制涂料头沿横向移动;所述涂料辊的数量为两个,两个所述涂料辊相平行间隔设置,且均转动安装于涂料头底部;所述供液管安装于涂辊架,所述供液管用于供应UV涂层液,且所述供液管的出料口朝向两个涂料辊之间。
通过采用上述技术方案,在对铝单板进行UV涂层上料涂匀过程中,供液管供应UV涂层液,第一直线驱动电机、第二直线驱动电机和第三直线驱动电机进行相互配合,以驱动涂料头上的两个涂料辊在铝单板的外端面中部局部位置处来回滚涂,以在铝单板外端面中部形成UV涂层,同时,在这个过程中,UV涂层液处于两个涂料辊之间,不易于造成流失。另外,当完成中部涂层后,涂料辊移动至铝单板边缘位置,此时驱动电机通过输入齿轮、内齿圈来驱动支撑台转动来控制铝单板旋转,以在铝单板的外端面边缘位置形成UV涂层,进而完成铝单板整个外端面的UV涂层的上涂工作。
可选的,所述压板朝外一侧设置有弹性胶板。
通过采用上述技术方案,在通过抵紧方式对铝单板进行锁定过程中,通过设置弹性胶板,能够进一步提高抵紧稳定性。
综上所述,本申请包括以下至少一种有益技术效果:
1.在生产过程中,在进行打印前,通过在铝单板的外表面上涂匀有UV涂层,以增强UV打印图案的附着力,使其后续使用过程中不易于发生脱落,以延长打印的图案使用寿命;
2.在实际进行UV涂层工作过程中,上料转运机构将上料位处的铝单板转运至支撑台。接着,锁定机构对支撑台上的铝单板进行定位锁定,涂料机构将UV涂层液均匀涂抹于铝单板外端面,以形成UV涂层。最后,下料转运机构将完成UV涂层涂抹工作后的铝单板转运至下料输送机,使下料输送机将用于将铝单板输送至打印工位,以便进行后续的图案打印工序;
3.当上料转运机构将上料位处的铝单板转运至支撑台,且将铝单板朝下扣盖于支撑台后,锁定电机驱动转盘做一定角度偏转,转盘通过连杆向外推动水平推杆,使压板抵紧于铝单板的内侧面,以对铝单板进行锁定,以便后续进行UV涂层工作。同理,当完成UV涂层工作后,锁定电机反向驱动转盘反向偏转复位,以松开铝单板,以便下料转运机构抓取下料。
附图说明
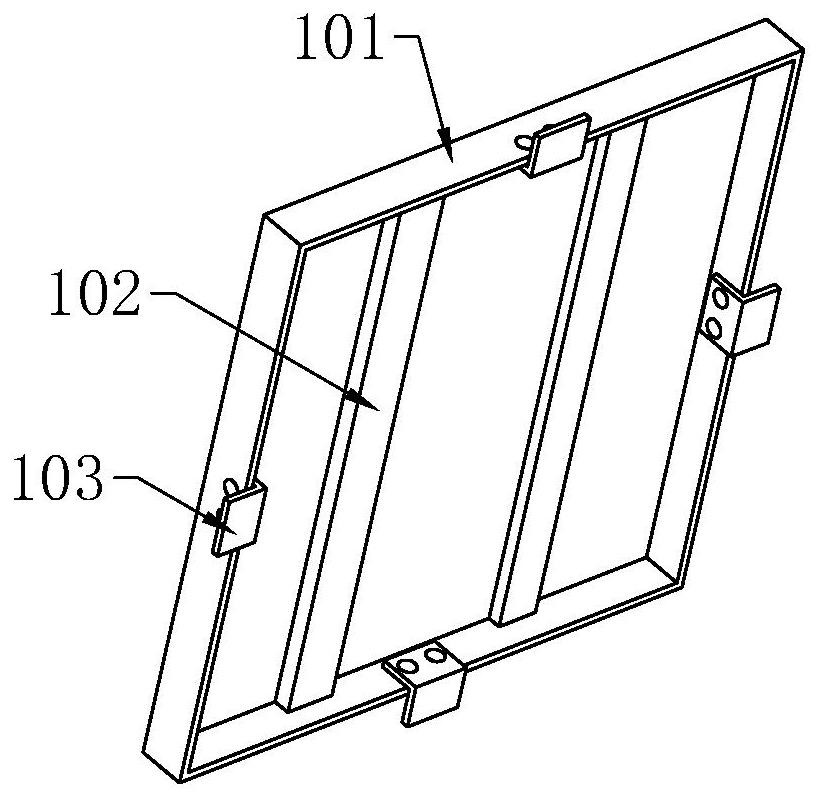
图1是本申请中一种室外用的铝板的正面视图。
图2是本申请中一种室外用的铝板的背面视图。
图3是本申请中一种室外用的铝板加工工艺的工艺流程图。
图4是本申请中涂层涂料装置的整体结构示意图。
图5是为了展示本申请中涂料台上的结构。
图6是本申请中上料转运机构的结构示意图。
图7是为了展示本申请中支撑台与涂料台之间的安装。
图8是为了展示本申请中支撑台上的具体结构。
图9是本申请中涂料机构的结构示意图。
附图标记说明:
1、涂料台;11、上料位;12、涂料位;13、下料位;21、锁定电机;22、转盘;23、压板;24、安装槽;25、水平推杆;26、连杆;27、弹性胶板;3、涂料机构;31、涂料架;32、第一直线驱动电机;33、第二直线驱动电机;34、第三直线驱动电机;35、涂料头;36、涂料辊;37、供液管;4、下料输送机;5、上料转运机构;51、转运架;52、摆臂;53、第一气缸;54、第二气缸;55、吸板;56、吸嘴;6、下料转运机构;7、支撑台;71、支撑轴;72、内齿圈;73、驱动电机;74、输入齿轮;8、上料台;101、铝单板;102、加强筋;103、角码。
具体实施方式
以下结合附图1-9对本申请作进一步详细说明。
本申请实施例公开一种室外用的铝板。
参照图1、2,室外用的铝板包括呈内凹方框状的铝单板101、安装于铝单板101内部的加强筋102以及安装于铝单板101外侧的角码103;其中,铝单板101的外端面上通过UV打印机打印成型有图案层,以便在后续使用过程中,通过相互拼接而组合成所需的图案。在本实施例中,铝单板101在进行打印前,铝单板101的外端面上还通过UV打印涂层液进行摊抹涂匀成型有UV涂层,以增强UV打印图案的附着力,使其后续使用过程中不易于发生脱落,以延长打印的图案使用寿命。
具体的,角码103呈L型板状,角码103的数量为四个,四个角码103分别安装于铝单板101四个侧边,且每个角码103一端均通过铆接方式固定于铝单板101中的侧边。
本申请实施例还公开一种室外用的铝板加工工艺。
参照图3,一种室外用的铝板加工工艺,用于加工上述所述的一种室外用的铝板,包括如下步骤:
S1、铝单板101加工成型:采用高强度铝合金板材为基材,经过数控折弯技术加工成型;S2、预处理:首先,利用清水,对铝单板101的内外表面进行冲洗,以除去铝单板101表面的粉尘等赃物;接着,烘干铝单板101上残留的水渍;最后,用无纺布沾上工业酒精擦拭铝单板101表面,等待铝单板101表面酒精完全挥发; S3、UV涂层涂匀处理:通过涂层涂料装置,将UV涂层液均匀涂抹于铝单板101外端面,以形成UV涂层;S4、图案打印:利用UV打印机,将设计好的图案打印至铝单板101的外端面;S5、安装加强筋102和角码103。
参照图4、5,具体的,涂层涂料装置包括涂料台1、锁定机构、涂料机构3、下料输送机4、上料转运机构5以及下料转运机构6;其中,涂料台1上设置有上料位11、涂料位12、下料位13,上料位11处设置有上料台8,以供铝单板101上料放置。涂料位12处设置有支撑台7,上料转运机构5安装于涂料台1,且用于将上料台8处的铝单板101转运至支撑台7。锁定机构安装于支撑台7,且用于对转运至涂料位12处的铝单板101进行定位锁定。涂料机构3安装于涂料台1,且用于对将UV涂层液均匀涂抹于铝单板101外端面,以形成UV涂层。下料输送机4靠近安装于下料位13一侧,下料转运机构6用于将涂料台1上完成UV涂层涂抹工作后的铝单板101转运至下料输送机4,且下料输送机4将用于将铝单板101输送至打印工位。
在实际进行UV涂层工作过程中,上料转运机构5将上料台8处的铝单板101转运至支撑台7。接着,锁定机构对支撑台7上的铝单板101进行定位锁定,涂料机构3将UV涂层液均匀涂抹于铝单板101外端面,以形成UV涂层。最后,下料转运机构6将完成UV涂层涂抹工作后的铝单板101转运至下料输送机4,使下料输送机4将用于将铝单板101输送至打印工位,以便进行后续的图案打印工序。
参照图6,具体的,上料转运机构5包括转运架51、摆臂52、第一气缸53、第二气缸54以及带有吸嘴56的吸板55;其中,第一气缸53为旋转运动气缸,且第一气缸53的活塞杆朝上设置。摆臂52水平设置,且摆臂52一端连接于第一气缸53的活塞杆端,使第一气缸53能够控制摆臂52绕竖向自上料台8至支撑台7来回摆动。第二气缸54为线性运动气缸,第二气缸54安装于摆臂52远离第一气缸53一端的底部,且第二气缸54朝下设置。吸板55安装于第二气缸54的活塞杆端,且吸板55中吸嘴56朝向外侧。
在上料过程中,上料机构中的第二气缸54控制吸板55下移而吸住上料台8处的铝单板101的外侧。然后,第二气缸54控制抬起铝单板101,在第一气缸53的配合下,将铝单板101摆运至涂料位12上方;接着,第二气缸54将铝单板101朝下扣放于支撑台7;最后进行复位,以待下一个铝单板101的上料工作。
参照图7、8,具体的,支撑台7通过支撑轴71安装于涂料台1,支撑台7与支撑轴71转动连接,支撑台7底面固定设置有内齿圈72,且内齿圈72与支撑台7同轴设置。涂料台1上固定安装有驱动电机73,驱动电机73竖直朝上设置,驱动电机73的电机轴上安装有输入齿轮74,且输入齿轮74与内齿圈72相啮合,使驱动电机73能够通过输入齿轮74、内齿圈72来驱动支撑台7转动,进而控制铝单板101旋转。
参照图8,具体的,锁定机构包括锁定电机21、转盘22以及压板23;其中,支撑台7顶部中部位置处开设有安装槽24,转盘22以及锁定电机21均安装于安装槽24内,转盘22通过转轴绕竖向转动设置,锁定电机21通过相互啮合的齿轮副驱动转盘22转动。支撑台7内滑动设置有四个水平推杆25,且四个水平推杆25绕转盘22周向均匀间隔布置,水平推杆25一端贯穿至安装槽24内,另一端贯穿至支撑台7外。转盘22上绕其周向均匀布置有四个连杆26,且连杆26一端转动连接于转盘22,另一端转动连接于水平推杆25朝内一端。相对应的,压板23的数量为四个,且四个压板23分别固定安装于水平推杆25朝外一端,且每个压板23朝外一侧设置有弹性胶板27。
当上料转运机构5将上料位11处的铝单板101转运至支撑台7,且将铝单板101朝下扣盖于支撑台7后,锁定电机21驱动转盘22做一定角度偏转,转盘22通过连杆26向外推动水平推杆25,使压板23抵紧于铝单板101的内侧面,以对铝单板101进行锁定,以便后续进行UV涂层工作。同理,当完成UV涂层工作后,锁定电机21反向驱动转盘22反向偏转复位,以松开铝单板101,以便下料转运机构6抓取下料。
另外,在通过抵紧方式对铝单板101进行锁定过程中,通过设置弹性胶板27,能够进一步提高抵紧稳定性。
参照图9,具体的,涂料机构3包括涂料架31、第一直线驱动电机32、第二直线驱动电机33、第三直线驱动电机34、涂料头35、涂料辊36以及供液管37;其中,第一直线驱动电机32竖直设置,且固定安装于涂料架31。第二直线驱动电机33沿纵向设置,且第二直线驱动电机33固定安装于第一直线驱动电机32的工作台。第三直线驱动沿横向设置且朝下设置,且第三直线驱动电机34固定安装于第二直线驱动电机33的工作台。
涂料头35安装于第三直线驱动电机34的工作台,涂料辊36的数量为两个,两个涂料辊36均水平设置,且两个涂料辊36相平行间隔布置,且两个涂料辊36均转动安装于涂料头35的底部。供液管37安装于涂料头35,用于供应UV涂层液,且供液管37的出料口朝向两个涂料辊36之间。
在对铝单板101进行UV涂层上料涂匀过程中,供液管37供应UV涂层液,第一直线驱动电机32、第二直线驱动电机33和第三直线驱动电机34进行相互配合,以驱动涂料头35上的两个涂料辊36在铝单板101的外端面中部局部位置处来回滚涂,以在铝单板101外端面中部形成UV涂层,同时,在这个过程中,UV涂层液处于两个涂料辊36之间,不易于造成流失。另外,当完成中部涂层后,涂料辊36移动至铝单板101边缘位置,此时驱动电机73通过输入齿轮74、内齿圈72来驱动支撑台7转动来控制铝单板101旋转,以在铝单板101的外端面边缘位置形成UV涂层,进而完成铝单板101整个外端面的UV涂层的上涂工作。
在本实施例中,下料转运机构6与上料转运机构5结构相同,这里不再赘述。在下料过程中,下料机构中的第一气缸53、第二气缸54相互配合,以将支撑台7上完成涂料工作的铝单板101摆运至下料输送机4,使铝单板101被输送至打印工位。
本具体实施方式的实施例均为本申请的较佳实施例,并非依此限制本申请的保护范围,其中相同的零部件用相同的附图标记表示。故:凡依本申请的结构、形状、原理所做的等效变化,均应涵盖于本申请的保护范围之内。
- 一种铣削加工薄铝板的加工模具及其加工方法
- 仿石材铝板加工工艺
- 一种建筑幕墙铝板制作加工机械及加工工艺
- 一种幕墙铝板制造加工机械及制造加工工艺