一种工件自动码垛装置
文献发布时间:2023-06-19 09:35:27
技术领域
本发明涉及工业自动化技术领域,尤其是一种工件自动码垛装置。
背景技术
在铸造工件的自动化加工产线的末端,需要将加工好的工件进行整齐有序的码垛暂存。现有技术中,有些产线是采用人工码垛的方式,及操作员操作搬运设备进行码垛,这种方式虽然设备成本低,但是无法避免人为操作的误差和错误;另外一些产线是采用机器人进行自动码垛,这种方式可以实现高效、准确的码垛操作,但是由于对机器人的重复定位精度要求较高,机器人的硬件成本较高,而且对其进行定位训练和后续校准的过程都较为复杂。
发明内容
本发明要解决的技术问题是提供一种工件自动码垛装置,能够解决现有技术的不足,降低自动码垛设备的软硬件成本。
为解决上述技术问题,本发明所采取的技术方案如下。
一种工件自动码垛装置,包括多层料架和码垛校正机构;料架每一层的背面固定有挡板,码垛校正机构包括底板,底板的底部安装有驱动轮,底板顶部通过第一液压杆安装有顶板,顶板的后端铰接有活动板,活动板的自由端与顶板之间铰接有缓冲油缸,缓冲油缸外侧套接有复位弹簧,活动板上滑动套接有托盘,顶板的两侧固定有夹持油缸,夹持油缸连接有夹持板,缓冲油缸与夹持油缸的油路相连通,当缓冲油缸压缩时,液压油由缓冲油缸流入夹持油缸,使夹持油缸伸出,当缓冲油缸伸出时,液压油由夹持油缸流入缓冲油缸,使夹持油缸回收。
作为优选,所述料架底部设置有与底板卡接配合的限位块。
作为优选,所述托盘的两端通过缓冲弹簧与活动板连接。
作为优选,所述托盘的两侧与活动板间隙配合,活动板顶面和底面分别对称设置有横向滑槽,横向滑槽内滑动设置有滑块,缓冲弹簧连接在滑块上。
作为优选,所述夹持板通过万向节与夹持油缸连接。
作为优选,所述夹持板表面通过螺栓连接有垫板。
采用上述技术方案所带来的有益效果在于:本发明采用机械定位码垛的方式进行自动码垛,运输工件的设备不需要有高精度的定位能力,只要将工件运输至多层料架上对应的层次释放即可,然后码垛校正机构便可对工件实现位置矫正和码垛操作。码垛过程不需要控制芯片运行相应的码垛程序,不仅降低了设备的硬件成本,同时又不需要在软件上投入额外费用。
附图说明
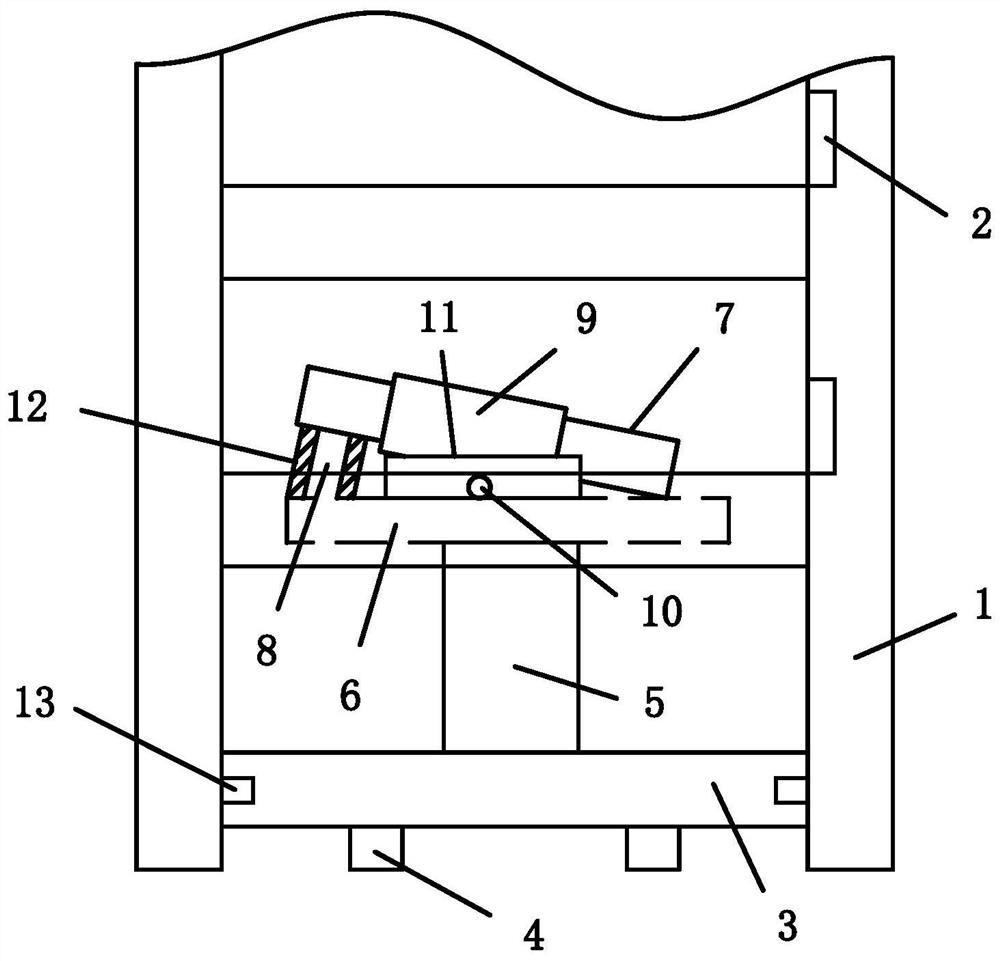
图1是本发明一个具体实施方式的结构图。
图2是本发明一个具体实施方式中托盘与活动板连接部位的结构图。
图3是本发明一个具体实施方式中夹持板的结构图。
图中:1、多层料架;2、挡板;3、底板;4、驱动轮;5、第一液压杆;6、顶板;7、活动板;8、缓冲油缸;9、托盘;10、夹持油缸;11、夹持板;12、复位弹簧;13、限位块;14、缓冲弹簧;15、横向滑槽;16、滑块;17、万向节;18、螺栓;19、垫板。
具体实施方式
本发明中使用到的标准零件均可以从市场上购买,异形件根据说明书的和附图的记载均可以进行订制,各个零件的具体连接方式均采用现有技术中成熟的螺栓、铆钉、焊接、粘贴等常规手段,在此不再详述。
参照图1-3,本发明的一个具体实施方式包括多层料架1和码垛校正机构;料架1每一层的背面固定有挡板2,码垛校正机构包括底板3,底板3的底部安装有驱动轮4,底板3顶部通过第一液压杆5安装有顶板6,顶板6的后端铰接有活动板7,活动板7的自由端与顶板6之间铰接有缓冲油缸8,缓冲油缸8外侧套接有复位弹簧12,活动板7上滑动套接有托盘9,顶板6的两侧固定有夹持油缸10,夹持油缸10连接有夹持板11,缓冲油缸8与夹持油缸10的油路相连通,当缓冲油缸8压缩时,液压油由缓冲油缸8流入夹持油缸10,使夹持油缸10伸出,当缓冲油缸8伸出时,液压油由夹持油缸10流入缓冲油缸8,使夹持油缸10回收。料架1底部设置有与底板3卡接配合的限位块13。托盘9的两端通过缓冲弹簧14与活动板7连接。托盘9的两侧与活动板7间隙配合,活动板7顶面和底面分别对称设置有横向滑槽15,横向滑槽15内滑动设置有滑块16,缓冲弹簧14连接在滑块16上。夹持板11通过万向节17与夹持油缸10连接。夹持板11表面通过螺栓18连接有垫板19。
本发明的码垛过程为:将码垛校正机构运送到准备使用的多层料架1下方,使底板3与限位块13卡接定位,启动第一液压杆5将顶板6升至待使用的层次下方。等待加工生产线上的运输设备(图中未示出)将工件运送至多层料架1的待用层次上,然后释放工件,工件下落至托盘上。由于活动板7初始状态为倾斜,工件在自身重力作用下向多层料架1的内侧滑动(托盘9与活动板7的滑动套接结构便于工件产生稳定的滑动位移),与此同时在工件的下压力作用下活动板7向下转动,使缓冲油缸8压缩,进而带动夹持油缸10对工件的两侧进行夹持定位矫正(托盘9余活动板7的横向配合余量便于进行工件的横向位置矫正,针对不同形状大小的工件,可以通过更换不同的垫板19提高夹持板11对工件的夹持稳定性)。在工件平稳放置在多层料架1上之后,第一液压杆5带动顶板6下降至下一层,随着工件与活动板7的分离,缓冲油缸8复位,同时带动夹持油缸10收缩,重复上面的码垛过程,直至整个多层料架1码放完毕。
在本发明的描述中,需要理解的是,术语“纵向”、“横向”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。以上显示和描述了本发明的基本原理和主要特征和本发明的优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。
- 一种工件码垛系统及其工件码垛装置
- 一种工件自动码垛装置