用于在车辆装配件中创建预定断裂线的通用设备
文献发布时间:2023-06-19 18:32:25
技术领域
本发明涉及一种用来通过在车辆装配件上扫描的加工激光束沿预定断裂线 将材料剥蚀到预定余壁厚度的设备。
背景技术
早已众所周知,在车辆的装备零件中,借助激光创建预定断裂线,例如用 于仪表板、门板或方向盘毂中的安全气囊开口或作为乘客车厢突出部件等的断 裂处,例如杯托。这样的预定断裂线既要在必要时可靠地断开,又要符合对装 配件外观的美观要求,即车辆乘员不应肉眼可见预定断裂口,因此在其创建过 程中通过传感器控制沿着包围预定断裂口的预定断裂线剥离材料。同样,在其 他应用中,例如包装工业中,已知在容器等中引入预定断裂线作为分离辅助手 段。为了通过借助激光剥离材料来创建预定断裂线,将不完全切断的狭缝或孔 眼或微孔引入相关的工件,它们仅以极小的孔穿透工件。通过传感器监测,可 以沿着预定断裂线产生可复制的剩留预定余壁厚度或肉眼不可见的微孔,即, 在检测到透射余壁或微孔的辐射能时,使用超过预设阈值作为控制变量。为此, 至少一个单体传感器布置于与激光相对的工件一侧(可见侧),如果工件在相 应加工部位处的预定断裂线内仅有一定的余壁厚度或微孔(下文仅称余壁厚 度),则该传感器在加工期间检测加工激光辐射的透射部分。通过能量辐射创 建预定断裂线所需的相对运动既可由作为刀具的激光束产生,又可由工件(这 里为装配件)产生。当激光束移动时,要么单体传感器同步携动,要么单体传 感器沿预定断裂线排列,使得沿预定断裂线的每个可能的加工部位均位于至少 一个单体传感器的视场中。
在单体传感器同步携动的情况下,由之形成的相同信号是相同余壁厚度的 量度。
在单体传感器的排列中,它们在灵敏度方面相互匹配,从而在相同的透射 辐射下,由接收的单体传感器形成的各个信号产生相同的结果信号,这是相同 余壁厚度的量度。在此情形下,灵敏度应理解为动态范围和动态范围内的分辨 率以及相应单体传感器的光谱范围和光谱分辨率。单体传感器具有不同的灵敏 度,特别是当它们在不同的光谱范围和/或不同的动态范围内传送信号时。
预定断裂线是由广义上的圆孔形成还是由延伸的狭缝形成,其间留有或短 或长的桥接部并且具有或大或小(甚至为零)的余壁厚度,设计取决于装配件 的材料特性,即创建一条预定断裂线,该断裂线可以用预定的限定撕裂力打开。 根据材料选择,这可能应用于多种不同的余壁厚度。
从本说明书的意义上而言,“透射辐射”应理解为在加工部位处透射过材 料的加工激光辐射以及通过加工激光辐射与材料的相互作用而在加工部位处发 生的辐射。相同的透射辐射是具有相同光谱分量和相同强度的辐射。
现有技术中公知的设备在传感器设计上的区别在于存在单体传感器、单体 传感器线状排列或单体传感器矩阵。所有单体传感器的灵敏度相同,在设备设 计中根据装配件的材料特性来指定。现有设备对预期撞击的透射辐射的适配可 以酌情通过单体传感器灵敏度的电子变化或通过上游连接的滤波器来实现。
如上所述,从本申请的意义上而言,灵敏度涵盖了动态范围和动态范围内 的分辨率以及相应单体传感器的光谱范围和光谱分辨率。单体传感器具有不同 的灵敏度,特别是当它们在不同的光谱范围和/或不同的动态范围内传送信号时。
发明内容
本发明的目的是提出一种能够灵活用于车辆装配件的各种材料而无需单独 调适的设备。
为了达成上述目的,本发明提供了一种用于在车辆装配件中创建预定断裂 线的通用设备,包括激光束发生器、激光扫描仪和线状或矩阵状的第一传感器 装置,该第一传感器装置具有相同第一灵敏度和相同张角的第一单体传感器, 其中,该第一传感器装置布置于激光扫描仪的扫描区域内,并且紧邻的第一单 体传感器彼此之间具有相等距离和重叠视场,其中,存在至少一个相同的第二 单体传感器的线状或矩阵状第二传感器装置,该第二传感器装置在激光扫描仪 的扫描区域内相对于第一传感器装置错置,并且第二单体传感器具有相同的第 二灵敏度,第二灵敏度与第一灵敏度不同。有利的是,第一单体传感器和第二 单体传感器具有成对重叠视场。
可能有利地,第一单体传感器和第二单体传感器的不同灵敏度涉及不同的 动态范围。
替代地或附加地,第一单体传感器和第二单体传感器的不同灵敏度涉及不 同的光谱范围和/或不同的分辨率。
优选地,存在正好一个第一传感器装置和正好一个第二传感器装置,或存 在第一传感器装置、第二传感器装置和第三传感器装置。
附图说明
下面参照结合附图对本发明示例性实施例予以详述。图中:
图1示出了根据现有技术的设备的示意图,包括第一传感器装置以及在两个 不同加工部位处产生的信号;
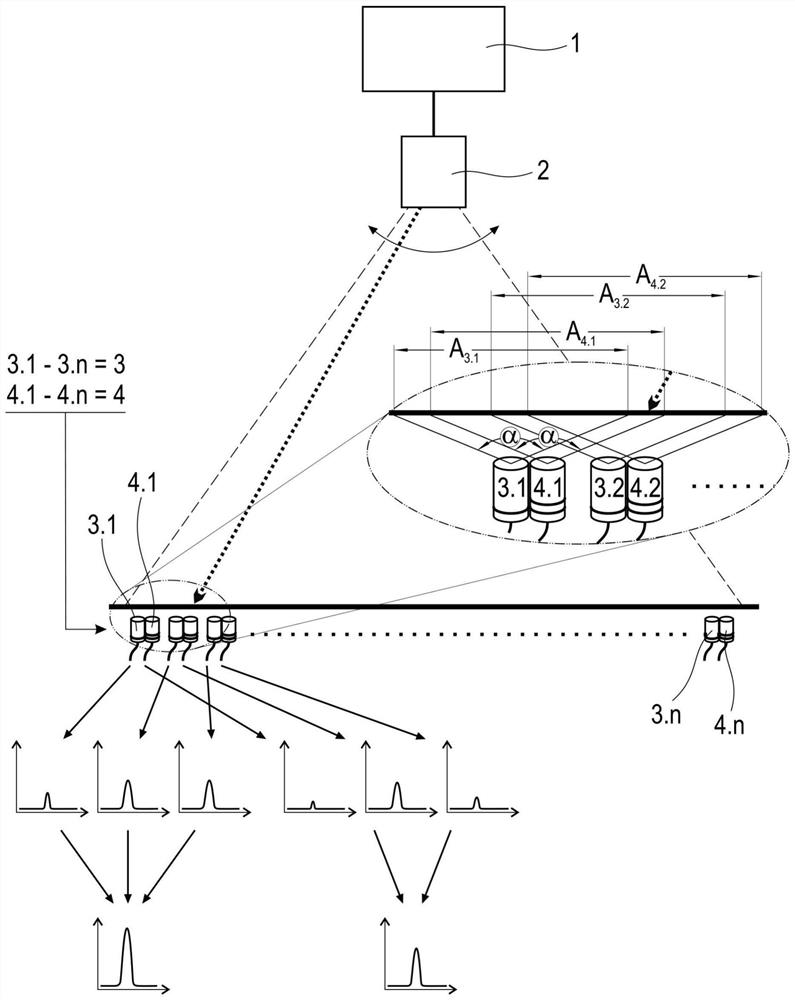
图2示出了根据本发明的设备的示意图,包括第一传感器装置和第二传感器 装置以及在两个不同加工部位处产生的信号;
图3示出了在两个时刻利用图2所示的设备在加工部位处进行加工以及在这 两个时刻由一对传感器产生的信号的示意图;
图4示出了在两个时刻利用包括第一传感器装置、第二传感器装置和第三传 感器装置的设备在加工部位处进行加工以及在这两个时刻由传感器三元组产生 的信号的示意图。
具体实施方式
图2中示意性示出了根据本发明的用于在车辆的装配件中创建预定断裂线 的设备的示例性实施例。正如实践中公知的现有技术设备,如图1示意性所示, 它包含激光发生器1、激光扫描仪2和具有大量第一单体传感器3.1-3.n的第一传感 器装置3。第一传感器装置3既可呈线状又可呈矩阵状。
第一传感器装置3的线状配置要求更少的第一单体传感器3.1-3.n,但关系到 附加部件内预定断裂线的特定线条布局和位置。
另一方面,与线状配置相比,第一传感器装置3的矩阵状配置要求成倍的第 一单体传感器3.1-3.n,但可以灵活应用于在不同的装配件位置或不同的线条布局 上创建预定断裂线。
这样,对于由透射辐射引起的沿预定断裂线的每个加工部位处相同的余壁 厚度,形成相同的结果信号,无论第一传感器装置3是呈线状还是呈矩阵状,第 一单体传感器3.1-3.n布置于距各自紧邻的第一单体传感器3.1-3.n的相等距离处、 具有相同的张角α并且具有相同的灵敏度。
张角α的大小足以允许在每个加工部位处透射辐射可被多个第一单体传感 器3.1-3.n检测到。由检测的第一单体传感器3.1-3.n形成的各个信号产生结果信 号,作为加工部位处透射辐射强度的量度。获知附加部件材料的透射特性或者 基于先前确定的余壁厚度相关比较值,可以从中导出加工部位的余壁厚度。
第一传感器装置3布置于激光扫描仪2的扫描范围内,使得由激光发生器发 射的加工激光束在每个扫描位置分配给多个第一单体传感器3.1-3.n,即来自加工 部位的透射辐射可被多个第一单体传感器3.1-3.n检测到。就此而言,根据本发明 的设备与根据现有技术的设备并无差别。
本发明的基本技术特征在于,存在与第一传感器装置3同类的至少一个线状 或矩阵状第二传感器装置4,第二传感器装置4相对于第一传感器装置3错置,并 且第二传感器装置4包括具有彼此相同的第二灵敏度的第二单体传感器4.1-4.n, 该第二灵敏度不同于第一单体传感器3.1-3.n的第一灵敏度。
有利地,第一单体传感器3.1-3.n和第二单体传感器4.1-4.n各自形成一对传感器,它们的视场A
实际上,这对传感器不会具有彼此完全重叠的视场A
图3示出了不同时刻t
第一单体传感器3.1-3.n和第二单体传感器4.1-4.n的动态范围以及它们的重 叠也可以有利地选择为使得第一单体传感器3.1-3.n和第二单体传感器4.1-4.n形 成结果信号作为达成特定余壁厚度的量度。有利地,在不同的动态范围内,分 辨率也可以不同,其中第二单体传感器4.1-4.n比第一单体传感器3.1-3.n灵敏度更 低,分辨率更高。
总而言之,可用更大的动态范围来创建预定断裂线。图中所示的灵敏度仅 为示例性。
由此所得的更大动态范围也可用于沿预定断裂线的不同部位处剥蚀到不同 的余壁厚度。或者,如果第一单体传感器3.1-3.n或第二单体传感器4.1-4.n进行检 测,则可按不同的加工方案进行剥蚀。
通过两个传感器装置3和4,上述设备还可以用于加工不同的装配件,这些 装配件对于加工激光辐射表现出差异极大的透射行为,或者例如在检测到由第 一单体传感器3.1-3.n检测的透射辐射强度很低之后,则可更改加工方案,而在由 第二单体传感器4.1-4.n检测的透射辐射强度相对较高时,则结束加工。也可以加 工本身相同的装配件,但不同批次的透射行为差异很大,例如皮革颜色不同时, 因为两个动态范围的总和会得出更大的动态范围。
提点地,第一单体传感器3.1-3.n和第二单体传感器4.1-4.n选择为使得它们的光谱范围不同。第一单体传感器3.1-3.n对加工激光辐射的光谱更为敏感,而第二 单体传感器4.1-4.n对加工部位处因加工激光辐射与材料相互作用而产生辐射的 光谱更为敏感,反之亦然。
第一灵敏度和第二灵敏度也可以在不同动态范围和不同光谱范围的组合中 有所不同。
图4示出了另一示例性实施例的第一单体传感器3.1、第二单体传感器4.1和 第三单体传感器5.1在两个时刻t
有利地,属于传感器三元组的第三单体传感器5.1-5.n的第三灵敏度确定为当 达到安全阈值时由第三单体传感器5.1-5.n的信号形成的结果信号形成表明尚未 达到待设余壁厚度的量度,从而显示错误消息。这意味着,虽然由第二单体传 感器3.1-3.n的信号形成的特定结果信号表明达到特定余壁厚度的量度,但由第三 单体传感器5.1-5.n的信号形成的第一结果信号已经表示了预定断裂线不再满足 要求。
另外,对于仅具有第一单体传感器3.1-3.n和第二单体传感器4.1-4.n的设备的上述可行方案也可转移到具有附加的第三单体传感器5.1-5.n的设备。
如果该设备具有多个相同的传感器装置,每个传感器装置单独通过多个单 体传感器在沿预定断裂线的加工部位检测透射辐射,并且不同传感器装置的单 体传感器具有不同的灵敏度,则与根据现有技术的设备相比,处于更宽光谱和/ 或更宽动态范围内的灵敏度范围有所扩大。
附图标记列表
1 激光束发生器
2 激光扫描仪
3 第一传感器装置
3.1-3.n 第一单体传感器
4 第二传感器装置
4.1-4.n 第二单体传感器
5 第三传感器装置
5.1-5.n 第三单体传感器
α 张角
A
t
t
- 用于增材制造物体的原料线和创建原料线的系统和方法
- 用于增材制造物体的原料线和创建原料线的系统和方法
- 用于增材制造物体的原料线和创建原料线的系统和方法
- 用于增材制造物体的原料线和创建原料线的系统和方法
- 创建预定断裂线的方法和通用设备以及具有这种设备的加工系统
- 具有用于打开安全气囊的预定断裂线的成型件的制造方法和装置