一种打结方法及装置
文献发布时间:2023-06-19 19:21:53
技术领域
本发明属于肠衣加工技术领域,更具体地说,是涉及一种打结方法及装置。
背景技术
肠衣是将动物内层皮经过清洗、切碎、酸碱处理,胶原纤维提取,挤压成型、干燥、增塑、熟化、卷绕或套缩等步骤制得,其主要用作填充香肠和烤肠的外衣,其透气性好。
生产好的肠衣是非常长的,通常被套缩及分段成“棒”,即套缩肠衣棒。套缩肠衣棒的一端在灌肠时必须封住。封住套缩肠衣棒的方法很多,但是当填充压力特别大或者是填充材料流动性比较大的情况下,打结是最好的处理办法。目前肠衣的打结工序一般采用人工进行,生产效率低。
发明内容
本发明在于提供一种打结方法及装置,以解决上述背景技术所提到的技术问题。
本发明采用的技术方案是一种打结方法,使工件上能够形成一个结,包括步骤:
提供套杆和钩杆,所述钩杆设置于所述套杆内,并且所述钩杆可在所述套杆内沿所述套杆的轴向方向移动,所述钩杆的端部具有拉钩;
使工件的一端被固定形成固定端,使所述工件的另一端为自由端;
使所述钩杆具有拉钩的一端位于所述套杆外;
使所述工件的自由端至少在套杆上缠绕一圈后,使工件的自由端缠绕在所述钩杆上;
使所述钩杆上的拉钩带动缠绕在钩杆上工件部分朝远离所述工件的固定端方向移动,并使所述钩杆上的工件部分位于所述套杆上的工件部分远离所述工件的固定端的一侧;以及
使缠绕在所述套杆上的工件部分脱离所述套杆。
可看出,本申请的打结方法中,通过对工件的一端进行固定,然后提供可在套杆的内部设置沿套杆的轴向方向移动的钩杆,并使工件的自由端依次在套杆上以及钩杆上都缠绕有工件后,钩杆缩回套杆内部的同时能够带动工件自由端从缠绕在套杆上的工件部分所形成圆环中间穿过完成打结,实现工件打结的自动化,提高生产的效率。
进一步地,所述使所述工件的自由端至少在套杆上缠绕一圈,接着使工件的自由端缠绕在所述钩杆上,还包括:
提供可绕着所述套杆转动以及可沿所述套杆轴向方向移动的第一夹持件;
使第一夹持件夹持所述工件的自由端至少在套杆上缠绕一圈,接着使工件的自由端缠绕在所述钩杆上。
进一步地,所述使缠绕在所述套杆上的工件部分脱离所述套杆,还包括:
提供可沿所述套杆轴向方向移动的推料件;
使推料件推动所述套杆上缠绕的工件部分朝靠近所述工件的固定端方向移动脱离所述套杆。
进一步地,所述打结方法还包括:
使所述钩杆继续朝远离所述工件的固定端方向移动,使缠绕在所述钩杆上的工件部分脱离所述钩杆。
进一步地,所述使所述钩杆继续朝远离所述工件的固定端方向移动,使缠绕在所述钩杆上的工件部分脱离所述钩杆,还包括:
使所述钩杆和套杆同步朝远离所述工件的固定端方向移动,使缠绕在所述钩杆上的工件部分脱离所述钩杆。
进一步地,所述使工件的自由端至少在套杆上缠绕一圈后,使工件的自由端缠绕在钩杆上,之前还包括:
使所述工件的自由端和工件的固定端分别位于所述套杆的两侧;或者
使所述工件的自由端与所述工件的固定端之间形成一个弯折部分,并使所述工件的弯折部分和所述工件的自由端分别位于所述套杆的两侧。
进一步地,使所述工件的自由端与所述工件的固定端在所述套杆的轴向方向上相互错开;或者
使所述工件的弯折部分和所述工件的自由端在所述套杆的轴向方向上相互错开。
进一步地,所述使所述工件的自由端与所述工件的固定端之间形成一个弯折部分,包括:
对所述工件的自由端与固定端之间所要弯折的部分进行定位;以及
带动所述工件的自由端转动形成所述弯折部分。
进一步地,所述对所述工件的自由端与固定端之间所要弯折的部分进行定位,之后还包括:
使所述工件中所要弯折的部分位于所述套杆的一侧。
一种打结装置,所述打结装置采用以上任意一项所述的打结方法对工件进行打结。
附图说明
为了更清楚地说明本发明实施例中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
图1为本发明提供的一种打结方法的流程框图之一;
图2为本发明提供的一种打结方法的流程框图之二;
图3为本发明提供的一种打结方法的流程框图之三;
图4为本发明提供的一种打结方法的流程框图之四;
图5为本发明提供的一种打结方法的流程框图之五;
图6为本发明提供的一种打结方法的流程框图之六。
具体实施方式
为了使本发明所要解决的技术问题、技术方案及有益效果更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
需要说明的是,当元件被称为“固定于”或“设置于”另一个元件,它可以直接在另一个元件上或者间接在该另一个元件上。当一个元件被称为是“连接于”另一个元件,它可以是直接连接到另一个元件或间接连接至该另一个元件上。
需要理解的是,术语“长度”、“宽度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在一些发明的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
本发明提供一种打结方法,其用于对工件进行打结,例如可用于在肠衣的一端打一个结。
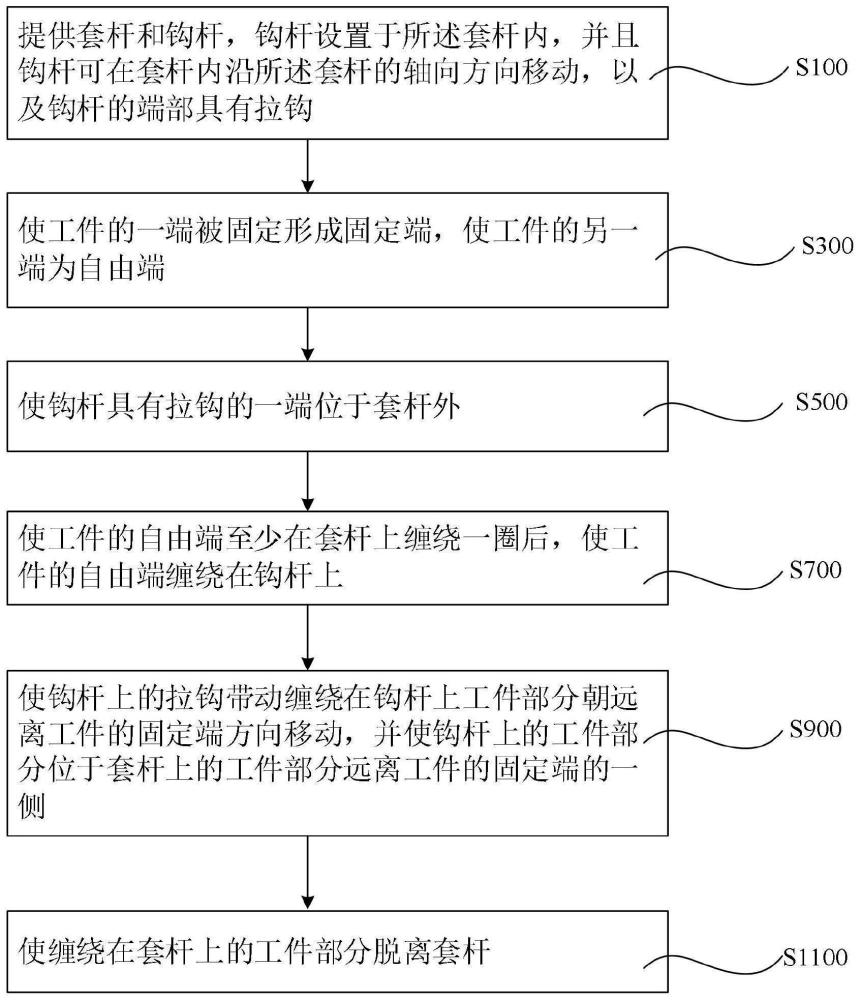
参阅图1,一种打结方法,包括步骤:
步骤S100、提供套杆和钩杆,钩杆设置于所述套杆内,并且钩杆可在套杆内沿所述套杆的轴向方向移动,以及钩杆的端部具有拉钩。
也就是说,提供的套杆的内部可沿轴向方向设置于用于容置钩杆的空间,使钩杆能够相对于套杆沿轴向方向移动。
例如,提供的套杆可以是贯穿式中空结构,钩杆上远离拉钩的一端可驱动连接钩杆驱动件,用于驱动钩杆沿套杆的轴向方向移动。其中,钩杆驱动件可以是伸缩气缸。
步骤S300、使工件的一端被固定形成固定端,使工件的另一端为自由端。
具体地,可采用固定结构对工件的一端进行固定,自然使工件的另一端成为自由端。其中,固定结构可采用夹爪,用于夹住工件的一端,实现对工件一端的固定。
需要说明的是,工件的固定端和自由端并不具体指某一个点,指的是工件被固定的部分和能够运动的部分,
步骤S500、使钩杆具有拉钩的一端位干套杆外。
具体地,可使钩杆相对于套杆沿套杆的轴向方向运动,使钩杆具有拉钩的一端能够运动至套杆的端部外侧。
步骤S700、使工件的自由端至少在套杆上缠绕一圈后,使工件的自由端缠绕在钩杆上。
也就是说,在套杆上和钩杆上均缠绕有工件,并且工件的缠绕顺序是先缠绕套杆后再缠绕钩杆,当工件缠绕在钩杆上后工件可自由运动的自由端部分位于钩杆处。
步骤S900、使钩杆上的拉钩带动缠绕在钩杆上工件部分朝远离工件的固定端方向移动,并使钩杆上的工件部分位于套杆上的工件部分远离工件的固定端的一侧。
可理解,当套杆上缠绕有至少一圈工件后,工件在套杆上所缠绕的部分在套管的作用下可形成一个圆环,而钩杆设置于套杆的内部并且可沿套杆的轴向方向移动,所以当钩杆带动缠绕在钩杆上工件部分朝远离工件的固定端方向移动时,钩杆能够使工件的自由端从工件所形成圆环的部分穿过,进而使工件的自由端和工件的固定端恰好位于圆环的两侧。
步骤S1100、使缠绕在套杆上的工件部分脱离套杆。
可理解,当缠绕在套杆上的工件部分脱离套杆后,工件上所形成的结即从套杆上脱离,完成工件的打结。
可看出,本申请的打结方法中,通过对工件的一端进行固定,然后提供可在套杆的内部设置沿套杆的轴向方向移动的钩杆,并使工件的自由端依次在套杆上以及钩杆上都缠绕有工件后,钩杆缩回套杆内部的同时能够带动工件自由端从缠绕在套杆上的工件部分所形成圆环中间穿过完成打结,实现工件打结的自动化,提高生产的效率。
参阅图2,在一些实施例中,步骤S700,具体还可包括:
步骤S710、提供可绕着套杆转动以及可沿套杆轴向方向移动的第一夹持件。
步骤S720、使第一夹持件夹持工件的自由端至少在套杆上缠绕一圈,接着使工件的自由端缠绕在钩杆上。
具体地,可使第一夹持件夹持工件的自由端,并沿套杆的周向方向绕着套杆转动,使工件开始缠绕在套杆上,当套杆上缠绕有至少一圈的工件后,可使第一夹持件夹持工件的自由端在套杆的轴向方向上移动至钩杆的一侧,接着使第一夹持件继续夹持工件的自由端转动,使工件缠绕在钩杆上。
参阅图3,在一些实施例中,步骤S1100,具体还可包括:
步骤S1110、提供可沿套杆轴向方向移动的推料件。
步骤S1120、使推料件推动套杆上缠绕的工件部分朝靠近工件的固定端方向移动脱离套杆。
其中,推料件可以是夹爪。当推料件需要推动套杆上缠绕的工件部分移动时,夹爪可相互靠近至能够作用到工件的位置上;当推料件不需要推动套杆上缠绕的工件部分移动时夹爪打开。
具体地,推料件可通过连接第一推料驱动件驱动推料件沿套杆轴向方向移动。
当然,在一些实施例中,推料件还可连接有第二推料驱动件,第二推料驱动件驱动推料件可朝靠近或远离套杆的方向移动,例如第二推料驱动件驱动推料件沿垂直套杆周向方向的方向移动,防止工件在缠绕套杆时,推料件与第一夹持件发生干涉。
参阅图4,打结方法还可包括:
步骤S1300、使钩杆继续朝远离工件的固定端方向移动,使缠绕在钩杆上的工件部分脱离钩杆。
可理解,当工件上所形成的结从套杆上脱离完成打结后,工件的自由端仍然位于钩杆上,并且工件上所形成的结此时可能还处于较松的状态,所以使钩杆继续朝远离工件的固定端方向移动一方面能够通过工件自由端和固定端之间的相背离运动将结拉紧,另一方面能够使工件的自由端脱离钩杆。当然一般情况下,工件的自由端在钩杆继续朝远离工件的固定端方向移动到一定距离后会从钩杆处断开,完成脱离。
在一些实施例中,可使钩杆和套杆同步朝远离工件的固定端方向移动,使缠绕在钩杆上的工件部分脱离钩杆。
可理解,通过使套杆和钩杆同步朝远离工件的固定端方向移动,能够减少钩杆相对于套杆的移动行程,使整个打结装置更加紧凑。
参阅图5,在步骤S700之间还可包括:
步骤S600、使工件的自由端和工件的固定端分别位于套杆的两侧。
可理解,使工件的自由端和工件的固定端分别位于套杆的两侧,能够便于将工件缠绕在套杆和钩杆上。
进一步地,在一些实施例中,由于工件的固定端与套杆是在同一轴线上的,此时,可使工件的自由端与工件的固定端之间形成一个弯折部分,并使工件的弯折部分和工件的自由端分别位于套杆的两侧。
其中,使工件的自由端与所述工件的固定端之间形成一个弯折部分,具体可包括:
步骤S10、对工件的自由端与固定端之间所要弯折的部分进行定位。
具体地,在一些实施例中,可通过定位针抵持于工件所要弯折的部分,实现对工件所要弯折的部分的定位。
当然,在一些实施例中,由于工件的固定端与套杆是在同一轴线上的,此时,此时,定位针可带动工件所要弯折的部分移动至套杆的一侧。例如,定位针可通过旋转驱动件在驱动下,带动工件所要弯折的部分移动至套杆的一侧。
步骤S20、带动工件的自由端转动形成弯折部分。
具体地,在一些实施例中,可通过第二夹持件夹持工件的自由端转动进而形成工件的弯折部分。第二夹持件可以是夹爪,并且第二夹持件可通过连接旋转驱动件实现带动工件的自由端转动。
可理解,第二夹持件夹持工件自由端的转动后使工件的自由端能够位于套杆远离工件弯折部分的一侧。
此外,本申请还提供一种打结装置,该打结装置采用以上打结方法对工件进行打结。
需要说明的是,由于打结装置采用了本申请的打结方法,所以打结装置至少具有打结方法所带来的有益效果,在此不再赘述。
以上仅为本发明的较佳实施例而已,并不用以限制本发明,凡在一些发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在一些发明的保护范围之内。