化妆品产品包装装置
文献发布时间:2023-06-28 06:30:04
本发明涉及化妆品产品包装领域。
术语“化妆品产品”特别是在本发明的含义内应理解为意指2009年11月30日欧洲议会和理事会关于化妆品产品的第1223/2009号法规(EC)中定义的产品。
更具体地,根据本发明的包装装置旨在用于包装化妆品产品、比如化妆产品,例如呈致密粉末形式的无水化妆产品,或非无水配方产品、例如热注配方产品,其旨在施加到例如使用者的表皮,例如粉底或扑面粉。
这种化妆品产品包装装置例如可以是呈盒的形式,该盒包括容器和盖子,该容器界定内腔,该盖子在关闭所述盒的位置与打开所述盒的位置之间铰接到所述容器,在关闭所述盒的位置,盖子与容器配合以关闭内腔,在打开所述盒的位置,盖子与容器间隔开以释放通向内腔的通路。
已知的做法是给这种包装组件配备旨在接纳至少一种化妆品产品的支撑构件。支撑构件安装在容器的内腔中,并且形成布置在容器中的插入件。包括彼此分离的容器和支撑构件的这种设计使得这些元件能够使用两种不同的材料,使得容器/支撑构件组件可以提供其预期的机械和美学功能,同时具有最佳的制造成本。
已知的产品包装组件在重量方面并不完全令人满意。
因此,需要提供一种用于包装化妆品产品的装置,该装置比已知的包装装置更轻,同时保持装置令人满意的刚度。
具体地,使化妆品产品包装装置更轻是其设计期间的一个重要考虑因素,这不仅是为了减少用于制造装置的材料(特别是塑料材料)量,从而降低其制造成本,而且也是为了减少装置制造、运输和可回收性所需的资源和能量,从而也解决了在装置使用寿命期间减少其生态影响的问题。
然而,此目标必须与确保这些新一代化妆品产品包装装置的完整性和结构刚度的需要相协调,至少与上一代化妆品产品包装装置相当。
本发明的主题是一种用于包装产品、特别是化妆品产品的装置,该装置包括:
-容器,该容器沿着仰角轴线延伸并且包括例如由下壁和外围壁界定的内部体积;
-盖子,该盖子相对于所述容器在关闭位置与打开位置之间铰接,在该关闭位置,所述盖子与容器配合并且关闭通向所述容器的内部体积的通路,在该打开位置,所述盖子背离容器枢转,以允许触及所述内部体积。
该装置包括安装在盖子中的加强构件。加强构件或盖子中的一者包括至少一个加强元件,该至少一个加强元件沿着仰角轴线从加强构件或盖子中的一者朝向盖子或加强构件中的另一者延伸,并且刚性地固定到盖子或加强构件中的另一者。
换言之,加强构件可以包括朝向盖子延伸的加强元件,或盖子可以包括朝向加强构件延伸的加强元件。
借助加强构件,可以显著减小厚度,尤其是盖子的厚度,从而在保持由盖子和加强构件形成的组件的恒定刚度的同时减小用于制造产品包装装置的材料的重量和数量。
优选地,盖子和/或加强构件由塑料、特别是热塑性聚合物制成。
有利地,盖子和/或加强构件由聚烯烃(例如聚丙烯(PP)、聚乙烯(PE)、高密度或低密度聚乙烯(HDPE、LDPE)或线性低密度聚乙烯(LLDPE))制成。
盖子和/或加强构件也可以由聚对苯二甲酸乙二醇酯(PET)或另一种共聚酯,或甚至具有良好抗冲击性的热塑性聚合物、例如丙烯腈-丁二烯-苯乙烯(ABS)或苯乙烯-丙烯腈(SAN)共聚物或另一种苯乙烯聚合物制成。
通常,该盖子和/或该加强构件由选自包括聚烯烃、聚脂或苯乙烯聚合物的组的聚合物制成。
当盖子和加强构件由例如聚烯烃制成时,盖子/加强构件组件的重量将会大大减轻。
具体而言,聚丙烯的密度是0.9,而热塑性聚合物例如丙烯腈-丁二烯-苯乙烯(ABS)的密度是1.05。
因此,对于等量的塑料,盖子/加强构件组件的重量更轻。
与盖子中不具有加强构件的包装装置相比,观察到的重量减轻在15%与50%之间。
此外,热塑性塑料,尤其是聚烯烃、共聚酯例如聚对苯二甲酸乙二醇酯(PET)或苯乙烯聚合物例如丙烯腈-丁二烯-苯乙烯(ABS)或苯乙烯-丙烯腈(SAN)共聚物是高度可回收的,并且因此使用它们满足环保要求。
盖子和/或加强构件可以因此由可回收聚烯烃、可回收共聚酯例如聚对苯二甲酸乙二醇酯(PET)或可回收苯乙烯聚合物例如丙烯腈-丁二烯-苯乙烯(ABS)或苯乙烯-丙烯腈(SAN)共聚物制成。
盖子和加强构件有利地由相同材料制成,从而可以一起回收。
有利地,该加强元件包括肋网络或加强突出部,该肋网络或加强突出部包括沿着该仰角轴线从该加强构件或该盖子中的一者朝向该盖子或该加强构件中的另一者延伸的至少一个多个肋。
肋网络的肋有利地彼此连接。
该加强构件包括基座,其中该加强元件沿着该仰角轴线从该基座的上表面朝向该盖子的上壁的下表面延伸。
根据一个实施例,加强元件与加强构件的基座制成一体。
换言之,加强元件和加强构件的基座在单一模制操作期间形成由单一材料形成的单一件。
根据一个实施例,加强元件例如通过超声波焊接机械固定至盖子。
根据一个实施例,加强肋网络的每个肋的上端部例如通过超声波焊接机械地固定或刚性固定至盖子的上壁的下表面。作为变体,可以设置任何其他的固定方式,例如粘合剂结合或激光焊接。
根据另一实施例,加强元件与盖子制成一体。在这种情况下,加强肋网络的每个肋的下端部例如通过超声波焊接机械地固定或刚性固定至加强构件的基座的上表面。
该加强肋网络形成网,该网包括多个连续的形状。
例如该网包括多个连续的多边形形状。
网有利地相对于穿过加强构件中心的中间平面是对称的。
该网可以是包括多个连续的四边形,例如矩形、正方形或任何其他四边形的网格。
术语“网格”是指一个平面内两组水平线和竖直线的集合。
例如,该网格包括第一组基本上相同的四边形以及布置在该第一组的每侧上的第二组四边形,该第二组四边形具有不同尺寸。
网格有利地相对于穿过加强构件中心的中间平面是对称的。
例如,该网包括多个连续的六边形,例如呈蜂巢布置。
根据一个实施例,加强肋网络包括中心突出部和从中心突出部径向向外延伸的多个径向突出部。
中心突出部例如具有闭合或非闭合轮廓。
有利地,径向突出部围绕中心突出部规则地间隔开。
作为变体,可以设置径向突出部围绕中心突出部的不同布置。
径向突出部的数量可以大于或等于四。
纯粹举例而言,径向突出部可以从中心突出部延伸到基座的轮廓。作为变体,径向突出部可以径向延伸到基座的一部分上。
例如,径向突出部在连接至中心突出部的同时在中心突出部与基座的轮廓之间径向延伸。当加强构件通过粘合剂结合固定到盖子上时,这种构造可能特别有利。
作为变体,可以在径向突出部的每个端部与中心突出部之间在径向方向上提供空间。当加强构件通过超声波焊接固定到盖子上时,这种构造可能特别有利,如果径向突出部与中心突出部要连接在一起,则在这种过程中,在径向突出部与中心突出部之间的接合处容易发生材料的不稳定行为。
也可以只设置径向突出部而不设置中心突出部,或作为变体,只设置中心突出部而不设置径向突出部。
作为变体或补充,同样可以设置中心突出部和/或一个或多个径向突出部形成盖子的一部分,并且沿着仰角轴线朝向加强构件延伸。
有利地,该加强元件的高度调整为使得所述加强元件的外表面具有与该盖子的上壁的内表面的形状相匹配的形状。
例如,加强元件的高度朝向加强元件的中心逐渐增大,从而遵循盖子的上壁的内表面的形状形成圆顶外表面。
根据一个实施例,该装置包括反射表面,该反射表面在与加强元件相反的一侧安装在加强构件的下表面。
根据一个实施例,该装置包括支撑构件,该支撑构件安装在容器的内部体积中,并且旨在接纳至少一种化妆品产品。
例如,支撑构件的内部体积旨在接纳包括至少一个化妆品产品隔室的盘。
通过阅读以下仅通过非限制性示例并参考附图给出的说明,本发明的进一步目的、特征和优点将变得显而易见,在附图中:
[图1]示出了根据本发明的一个实施例的产品包装装置处于关闭构型的立体图;
[图2]是图1中的装置的中间平面M上的截面视图,其中盖子处于关闭位置;
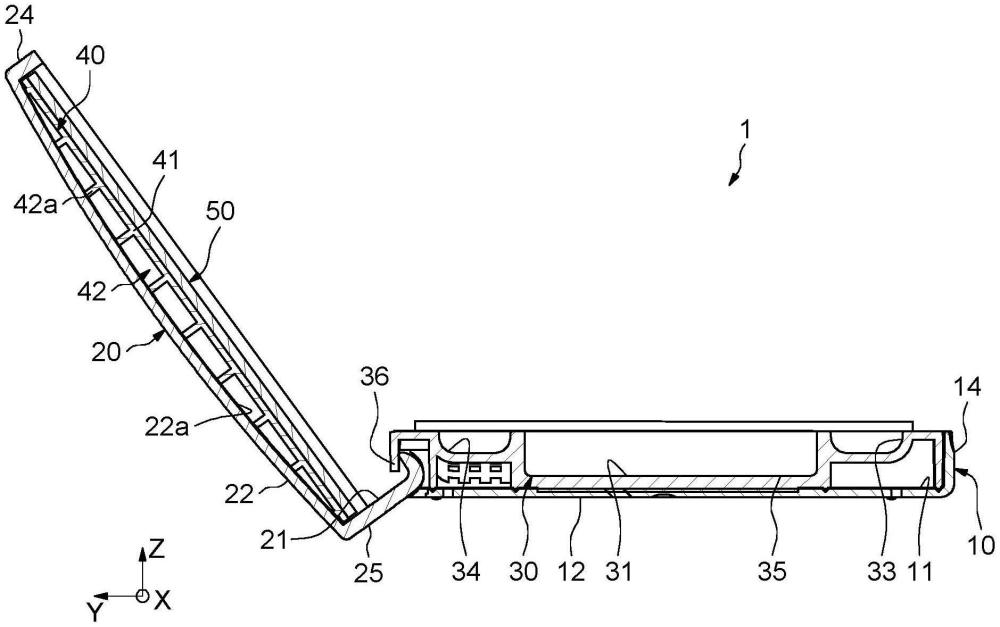
[图3]示出了图1中的装置的截面视图,其中盖子处于打开位置;
[图4]是图1中的装置的分解立体图;
[图5]是图1中的装置的加强构件的俯视图;
[图6]是沿图5中的加强构件的线VI-VI的截面视图;
[图7]是根据另一实施例的加强构件的立体图;
[图8]是图7的加强构件的中间平面P1上的截面视图;
[图9]是根据另一实施例的加强构件的立体图;
[图10]是图9的加强构件的中间平面P2上的截面视图;
[图11]示出了图1中装置的支撑构件的截面视图;以及
[图12]示出了根据另一实施例的支撑构件的立体图。
图1至图4展示了用于包装产品的装置1。
“产品”意指化妆品产品,例如呈致密粉末的形式的精细研磨的致密固体产品,旨在应用于例如使用者的表皮。致密粉末可以是例如直接用手指或用粉扑或用刷子拾取的粉底、扑面粉或眼影。然而本发明不限于化妆品产品。也可以提供给其他类型的产品,例如无水涂料。
在说明书的其余部分,将参考标准正交系X、Y、Z,其中Z对应于代表竖直方向的仰角轴线。图2和图3中的中间截面M是装置的对称平面(Y,Z)。
装置1例如是化妆盒,并且包括容器10和盖子20,该盖子相对于所述容器10在图2中可见的关闭位置与图3中可见的打开位置之间铰接。
如所示的,装置1包括旨在用于接纳至少一种化妆品产品的支撑构件30或盘。
作为变体,可以设置装置1不包括支撑构件30,并且将化妆品产品直接放置在容器10中。
装置1进一步包括旨在安装在盖子20中的加强构件或插入件40,以及刚性固定至加强构件40的反射壁50、例如镜子。
作为变体,可以设置装置1不具有反射壁50。
容器10包括整体形状为平行六面体的本体,该本体沿着图中假定为竖直的仰角轴线Z-Z’延伸。可以为本体提供任何其他形状,例如圆柱形。
容器10的本体包括用于接纳化妆制品的内部体积11。内部体积11由下壁12或底部、两个侧壁13、前壁14和后壁15界定,该下壁或底部基本上是平坦的,并且布置在包含纵向轴线X和横向轴线Y的平面XY中。所述侧壁13、前壁14和后壁15形成大致正方形或矩形的轮廓。其他规则或不规则的轮廓形状也是可能的,特别是圆形形状、多边形形状或长形形状。
盖子20通过铰链安装在支撑构件30上,该铰链包括平行于纵向轴线X的相同的旋转轴线A1。作为变体,可以设置盖子20通过铰链直接安装在容器10上、尤其是安装在其后壁15上。
盖子20包括由上壁22、两个侧壁23、前壁24和后壁25界定的内部体积21。
盖子的后壁25可旋转地安装在所述旋转轴线A1上。
盖子20的前壁24可以包括固位构件,该固位构件在盖子的关闭位置沿着竖直轴线Z在所述前壁的延续部分中突出。固位构件旨在例如通过卡扣配合与容器10的对应的固位构件17配合,以便在所述盖子20的关闭位置将盖子固位在所述容器10上。
盖子20可在图1和图2所示的关闭位置与图3所示的打开位置之间移动,在关闭位置,盖子20与容器10配合并且关闭通向内腔11的通路,在打开位置,盖子20绕轴线A1背离容器枢转,以允许触及内部体积11。
在关闭位置,盖子20布置在容器10的上方。
支撑构件30安装在容器10的内腔11中,并且旨在接纳包含化妆品产品的盘(未示出)。该盘形成插入件或补充物,其可以取下以便在用完后替换或更换化妆品产品。当更换盘时,支撑构件30被固定在容器10中。
因为支撑构件30与容器10是分离的,所以可以使用两种不同的材料,即容器10使用第一材料,支撑构件30使用第二材料。第二材料的品质比容器10的材料的品质低。因此,第二材料的密度以及因此价格可以比第一材料的密度以及因此价格低,使得能够获得比容器10更便宜且更轻的支撑构件。
支撑构件30包括内部体积31,用于接纳包含在盘中的化妆品产品(未示出)。如所示的,内部体积31包括用于接纳盘的单个隔室。作为变体,可以设置支撑构件30包括多个隔室,例如四个,每个隔室旨在接纳如图12所示的包含化妆品产品的盘。可以设置支撑构件30的内部体积31包括至少两个独立的隔室。也可以设置(多种)化妆品产品直接包含在容器10中。
支撑构件30进一步包括两个壳体33、34,用于接纳配件、例如刷子。
两个壳体33、34分别布置在内部体积31的一侧。如图4和图11所示,壳体33、34分别包括从相应壳体的底部向外突出的突起或中心加强件33a、34a。这种突起通常在用于形成支撑构件30的材料的模制(例如注射模制)期间产生,并且使得可以局部地加强支撑构件30。
作为变体,可以设置支撑构件30仅具有一个用于接纳附件的壳体或不具有这种壳体。
支撑构件30的内部体积31由底壁35和形成闭合轮廓的外围壁36界定。
加强构件40安装在盖子20的内腔21中并且形成块状物,反射表面50、例如镜子可以固定在该块状物上。
因为加强构件40与盖子10是分离的,所以可以使用两种不同的材料,即盖子20用第一材料,加强构件40使用第二材料。第二材料的品质比盖子20的材料的品质低。因此,第二材料的密度以及因此价格可以比第一材料的密度以及因此价格低,使得能够获得比盖子20更便宜且更轻的加强构件40。
加强构件40包括基本上平坦的基座41,该基座由上表面41a和下表面41b轴向界定。加强构件40进一步包括沿着竖直轴线Z从基座41的上表面41a朝向盖子20的上壁22的下表面22a延伸的肋网络42或加强突出部。
加强肋网络42的每个肋42a的上端部例如通过超声波焊接机械地固定或刚性固定至盖子20的上壁22的下表面22a。
作为变体,加强肋网络42可以形成盖子20的一部分并且可以沿着仰角轴线朝向加强构件40延伸。在这种情况下,加强肋网络42的每个肋42a的下端部例如通过超声波焊接机械地固定或刚性固定至加强构件40的基座41的上表面41a。
如图2、图3和图7所示,加强肋网络42的肋42a的高度朝向基座41的中心增大,从而遵循盖子20的上壁22的内表面22a的形状形成圆顶外表面43。
通常,加强肋网络42的肋42a的高度调整为使得所述加强肋网络42的外表面43具有与盖子20的上壁22的内表面22a的形状相匹配的形状。
肋42a和加强构件40在单一模制操作期间形成由单一材料形成的单一件。
如所示的,加强肋网络42形成网格,即连续的矩形布置。通常,该网格包括多个连续的四边形,例如矩形、正方形或任何其他四边形。
如图5所示,网格包括第一组基本相同的矩形和第二组布置在所述第一组的每侧上的第二组四边形。第二组的四边形具有不同尺寸。
可以设置网格的第一组矩形具有不同尺寸。
网格相对于穿过加强构件40中心的中间平面是对称的。
术语“网格”是指一个平面内两组水平线和竖直线的集合。
图7和图8所示的实施例与图1至图6的实施例的区别仅在于肋网络42的形状,其中相同的元件具有相同的附图标记。
如图7和图8所示,加强构件40'包括基本上平坦的基座41,该基座由上表面41a和下表面41b轴向界定。加强构件40'进一步包括沿着竖直轴线Z从基座41的上表面41a朝向盖子20的上壁22的下表面22a延伸的肋网络42或加强突出部。
加强构件40'的加强肋网络42进一步包括中心突出部42a,该中心突出部具有沿着竖直轴线Z从基座41的上表面41a朝向盖子20的上壁22的下表面22a延伸的闭合轮廓。所述中心突出部42a的上端部例如通过超声波焊接机械固定到盖子20的壁22的下表面22a。作为变体,加强肋网络42可以形成盖子20的一部分,并且可以沿着仰角轴线朝向加强构件40'延伸。在这种情况下,加强肋网络42的中心突出部42a的下端部例如通过超声波焊接机械地固定或刚性固定至加强构件40'的基座41的上表面41a。
作为变体,可以设置具有非闭合轮廓的中心突出部。
加强构件40'还包括从中心突出部42a径向向外延伸的多个径向突出部42b。
径向突出部42b沿着竖直轴线Z从基座41的上表面41a朝向盖子20的上壁22的下表面22a延伸。
径向突出部42b中的每一个的上端部例如通过超声波焊接机械固定到盖子20的壁22的下表面22a。
如图所示,径向突出部42b围绕中心突出部42a规则地间隔开。作为变体,可以设置径向突出部42b围绕中心突出部42a的不同布置。
如所示的,径向突出部42b的数量等于24个。作为变体,可以设置不同数量的径向突出部,例如大于或等于四个。
纯粹举例而言,径向突出部42b从中心突出部42a延伸到基座41的轮廓。作为变体,径向突出部42b可以径向延伸到基座41的一部分上。
如图8所示,加强肋网络42的径向突出部42的高度朝向布置在基座41的中心的中心突出部42b增大,从而遵循盖子20的上壁22的内表面22a的形状形成圆顶外表面43。
通常,加强肋网络42的径向突出部42b的高度调整为使得所述加强肋网络42的外表面43具有与盖子20的上壁22的内表面22a的形状相匹配的形状。
尤其在图7和图8所示的实施例中,径向突出部42b在连接至中心突出部42a的同时在中心突出部42a与基座41的轮廓之间径向延伸。当加强构件通过粘合剂结合固定到盖子上时,这种构造可能特别有利。
作为变体,一方面,可以在径向突出部42b的每个端部与中心突出部42a之间在径向方向上提供空间。当加强构件40'通过超声波焊接固定到盖子20上时,这种构造可能特别有利,如果径向突出部42b与中心突出部42a要连接在一起,则在这种过程中,在径向突出部与中心突出部之间的接合处容易发生材料的不稳定行为。
也可以只设置径向突出部而不设置中心突出部,或作为变体,只设置中心突出部而不设置径向突出部。
作为变体或补充,同样可以设置中心突出部和/或一个或多个径向突出部形成盖子20的一部分,并且沿着仰角轴线朝向加强构件40'延伸。
中心突出部42a、径向突出部42a和加强构件40'在单一模制操作期间形成由单一材料形成的单一件。
在图9和图10所示的实施例中,相同的元件具有相同的附图标记,加强构件40”与图2至图6所示的加强构件40的不同之处仅在于加强突出部的形状和布置。
加强构件40”包括基本上平坦的基座41,该基座由上表面41a和下表面41b轴向界定。加强构件40”进一步包括沿着竖直轴线Z从基座41的上表面41a朝向盖子20的上壁22的下表面22a延伸的肋网络42或加强突出部。
加强肋网络42的每个肋42a的上端部例如通过超声波焊接机械地固定或刚性固定至盖子20的上壁22的下表面22a。
作为变体,加强肋网络42可以形成盖子20的一部分,并且可以沿着仰角轴线朝向加强构件40”延伸。在这种情况下,加强肋网络42的每个肋42a的下端部例如通过超声波焊接机械地固定或刚性固定至加强构件40”的基座41的上表面41a。
如图10所示,加强肋网络42的肋42a的高度朝向基座41的中心增大,从而遵循盖子20的上壁22的内表面22a的形状形成圆顶外表面43。
通常,加强肋网络42的肋42a的高度调整为使得所述加强肋网络42的外表面43具有与盖子20的上壁22的内表面22a的形状相匹配的形状。
肋42a和加强构件40”在单一模制操作期间形成由单一材料形成的单一件。
如所示的,加强肋网络42形成网,即连续的形状布置。
如所示的,网包括多个连续的多边形形状,在这种情况下是六边形。作为变体,可以提供连续圆形的布置。
优选地,网的多边形基本上是相同的。网中的元素可以具有不同尺寸。
在这种情况下,网具有蜂巢形状。
网相对于穿过加强构件40”中心的中间平面是对称的。
注意本发明不限于加强肋网络的突出部的形状。具体来说,可以提供其他形状,例如圆形、多边形、辐射形、具有闭合轮廓的突出部、具有开放轮廓的突出部,或不同形状的突出部的组合。
一般来说,包装装置1包括由至少一个突出部形成的加强元件,该至少一个突出部沿着竖直轴线Z从加强构件40、40'、40”的基座朝向盖子20的上壁22的下表面22a延伸,并且机械固定到所述表面22a,以便在所述加强构件与所述盖子之间形成机械连接。
盖子20和/或加强构件40、40'、40”可以由塑料、例如聚烯烃(例如聚丙烯(PP)、高密度或低密度聚乙烯(HDPE、LDPE)或线性低密度聚乙烯(LLDPE))制成。
盖子20和/或加强构件40、40'、40”也可以由聚对苯二甲酸乙二醇酯(PET)或另一种共聚酯,或甚至热塑性聚合物、例如丙烯腈-丁二烯-苯乙烯(ABS)或苯乙烯-丙烯腈(SAN)共聚物或另一种苯乙烯材料制成。
当盖子20和加强构件40、40'、40”由聚烯烃制成时,盖子/加强构件组件的重量将会大大减轻。具体而言,聚丙烯的密度是0.9,而热塑性聚合物例如丙烯腈-丁二烯-苯乙烯(ABS)的密度是1.05。
因此,对于等量的塑料,盖子/加强构件组件的重量更轻。
此外,聚烯烃是可回收的,因此使用聚烯烃符合环保要求。
盖子20和/或加强构件40、40'、40”因此可以由回收的聚烯烃制成。
盖子20和加强构件40、40'、40”有利地由相同材料制成,从而可以一起回收。
根据本发明,特别是加强肋,可以显著减小盖子的壁厚,从而减小产品包装装置整体的重量。