一种起重机支腿喷涂水性漆工艺
文献发布时间:2023-06-19 19:07:35
技术领域
本发明涉及喷涂加工领域,尤其涉及一种起重机支腿喷涂水性漆工艺。
背景技术
起重机是指在一定范围内垂直提升和水平搬运重物的多动作起重机械。其中,支腿是汽车起重机的主要部件之一,这样,可以增大起重机的支撑基底,减轻轮胎负担,提高整车的抗倾覆稳定性,从而提高起重能力。
支腿在生产加工中,需要经过喷涂工艺,即通过喷枪或碟式雾化器,借助于压力或离心力,分散成均匀而微细的雾滴,施涂于被支腿表面。
随着自动化水平的提高,支腿可设置在可转动的支架上,然后将支架锁定在流水线上,通过流水线的移动和可转动支架不停的旋转,达到均匀喷涂在产品表面。
然而,支腿在需要水性漆进行喷涂时,对空气的温湿度要求比较高,需控制在相应的温度及湿度要求下,这样,就使得生产线的设备投入高,使用成本高。
发明内容
本发明针对以上问题,提供了一种方便加工,节约成本的起重机支腿喷涂水性漆工艺。
本发明的技术方案为:包括以下步骤:首先,制备水性漆;其次,将工件吊装进行输送喷漆操作;然后,将工件进行烘干操作;最后,将工件取出;
其中,喷漆操作为:将工件依次经过第一喷漆室、第一流平室、第二喷漆室和第二流平室;
所述第一喷漆室和第二喷漆室内分别设有温度计和湿度计,所述第一喷漆室和第二喷漆室的顶部分别外置送风风机以及与送风风机相连的换热器,所述换热器的热量来源为废气处理设备带温度的尾气,所述送风风机的风口内设有过滤器;
所述第一喷漆室和第二喷漆室内还连通设有混流风机和加湿器;
所述温度计和湿度计分别连接控制器,所述控制器用于控制送风风机、换热器、混流风机和加湿器。
所述工件通过悬挂输送机进行吊装作业。
其中,烘干操作为:将工件进入闪干室;所述闪干室内设有两排并列的电热管,所述工件从两排电热管中间通过。
所述闪干室的顶部设有风机,所述闪干室内设有倒T形风管,所述风管的顶部连接风机;
所述风管的底部设有风口,所述风口位于电热管的下方。
所述工件在第一流平室内运行3-5分钟;
在第二流平室内运行10-15分钟。
所述工件在闪干室内的温度为120-150℃,时间为20-25min。
所述第一喷漆室和第二喷漆室的结构相同,分别包括室体一和室体二,
所述室体一包括喷室一和清理室一,所述室体二包括喷室二和清理室二,所述喷室一和清理室二依次设置,所述清理室一和喷室二依次设置。
本发明在工作中,将起重机的支腿在进行喷涂水性漆时,先制备水性漆;再将工件吊装进行输送喷漆操作;然后,将工件进行烘干操作;最后,将工件取出。其中,水性漆制备根据具体要求进行配置;喷漆操作时,将工件依次经过第一喷漆室、第一流平室、第二喷漆室和第二流平室,设置两次喷漆和两次流平动作,保证产品喷漆的均匀性和可靠性。在喷漆的温度控制时,充分利用涂装生产线中产生的废气热量,通过换热器回收利用,再送到第一、二喷漆室内。湿度控制时,通过湿度计进行监控,湿度大时,打开混流风机,通过加温和空气流动减小湿度;湿度小时,通过加湿器调节。温度和湿度控制通过控制器进行控制,智能可靠。
本发明降低了成本,操作可靠。
附图说明
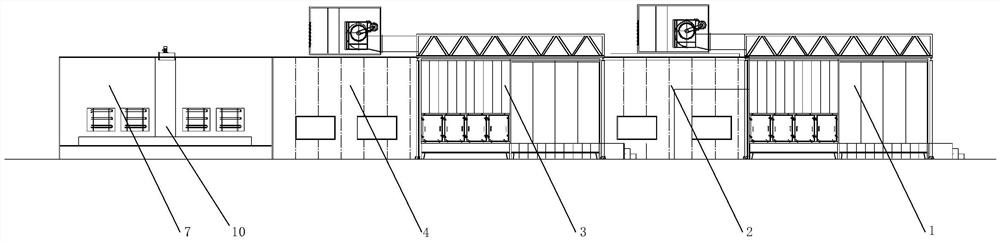
图1是本发明的结构示意图,
图2是图1的俯视图,
图中1是第一喷漆室,2是第一流平室,3是第二喷漆室,4是第二流平室,5是送风风机,6是换热器,7是闪干室,8是电热管,9是风机,10是风管,11是室体一,111是喷室一,112是清理室一,12是室体二,121是喷室二,122是清理室二。
具体实施方式
本发明如图1-2所示,包括以下步骤:首先,制备水性漆;其次,将工件吊装进行输送喷漆操作;然后,将工件进行烘干操作;最后,将工件取出;
其中,喷漆操作为:将工件依次经过第一喷漆室1、第一流平室2、第二喷漆室3和第二流平室4;
所述第一喷漆室1和第二喷漆室3内分别设有温度计和湿度计,所述第一喷漆室和第二喷漆室的顶部分别外置送风风机5以及与送风风机相连的换热器6,所述换热器的热量来源为废气处理设备带温度的尾气,所述送风风机的风口内设有过滤器;
所述第一喷漆室和第二喷漆室内还连通设有混流风机和加湿器;
所述温度计和湿度计分别连接控制器,所述控制器用于控制送风风机、换热器、混流风机和加湿器。
本发明在工作中,将起重机的支腿在进行喷涂水性漆时,先制备水性漆;再将工件吊装进行输送喷漆操作;然后,将工件进行烘干操作;最后,将工件取出。其中,水性漆制备根据具体要求进行配置;喷漆操作时,将工件依次经过第一喷漆室、第一流平室、第二喷漆室和第二流平室,设置两次喷漆和两次流平动作,保证产品喷漆的均匀性和可靠性。在喷漆的温度控制时,充分利用涂装生产线中产生的废气热量,通过换热器回收利用,再送到第一、二喷漆室内。湿度控制时,通过湿度计进行监控,湿度大时,打开混流风机,通过加温和空气流动减小湿度;湿度小时,通过加湿器调节。温度和湿度控制通过控制器进行控制,智能可靠。
所述工件通过悬挂输送机进行吊装作业。
通过输送机进行作业,吊装、运输可靠。
其中,烘干操作为:将工件进入闪干室7;所述闪干室内设有两排并列的电热管8,所述工件从两排电热管中间通过。
这样,在闪干室内设置两排电热管,便于可靠烘干;工件从两排电热管经过,提高烘干效率。
所述闪干室的顶部设有风机9,所述闪干室内设有倒T形风管10,所述风管的顶部连接风机;
所述风管的底部设有风口,所述风口位于电热管的下方。
设置风机和风管,便于通过风机进行鼓风操作,通过风管底部的风口进行向上吹风动作,这样,便于产生流动的热风,提高烘干效率。
所述工件在第一流平室内运行3-5分钟;
在第二流平室内运行10-15分钟。
这样,通过在两次流平操作中,设置不同的时间,适应各自前期的喷漆动作。通过流平操作,将工件表面的溶剂挥发气体进行挥发,保证工件表面的平整度和光泽度。
所述工件在闪干室内的温度为120-150℃,时间为20-25min。
这样,可针对不同的工件,设置相应的烘干温度和时间,提高产品加工的可靠性。
所述第一喷漆室和第二喷漆室的结构相同,分别包括室体一11和室体二12,
所述室体一包括喷室一111和清理室一112,所述室体二包括喷室二121和清理室二122,所述喷室一和清理室二依次设置,所述清理室一和喷室二依次设置。
工作中,将第一、二喷漆室分别设置成室体一和室体二的组合形式,在工件吊装行进时,便于对工件的两面进行错开清理以及喷漆动作,适应不同的工况要求,如单面喷漆作业。
对于本案所公开的内容,还有以下几点需要说明:
(1)、本案所公开的实施例附图只涉及到与本案所公开实施例所涉及到的结构,其他结构可参考通常设计;
(2)、在不冲突的情况下,本案所公开的实施例及实施例中的特征可以相互组合以得到新的实施例;
以上,仅为本案所公开的具体实施方式,但本公开的保护范围并不局限于此,本案所公开的保护范围应以权利要求的保护范围为准。
- 汽车起重机支腿工况检测装置及支腿工况识别检测方法
- 一种起重机用支腿及包括该支腿的起重机
- 一种起重机X型支腿及设有该支腿的起重机