一种隔膜及其制备方法和应用
文献发布时间:2024-01-17 01:26:37
技术领域
本发明涉及二次电池材料技术领域,尤其是涉及一种隔膜及其制备方法和应用。
背景技术
锂离子电池具有能量密度高、充电性能好等特点,因此被广泛应用于手机、笔记本等数码产品领域。隔膜是锂离子电池的重要组成部分,它置于电池正负极之间,起到阻隔正负极接触而发生短路的重要作用,同时能够提供离子传输通道。
在数码主流的软包电池中,3C以下倍率的充电体系,商用隔膜通常包含耐热陶瓷层以及在其表面上涂覆油系PVDF或者水系PMMA的粘接胶层,从而获得比较良好的耐热性和涂层界面粘接性。随着倍率的提升,在3C以上倍率充电时,由于较大的电流密度,导致电芯体系的温升较高,加剧循环的副反应发生,容易出现析锂失效等现象。但是,油系PVDF胶层是一个均相涂覆层,在电芯的拐角位贴合比较紧密,对电解液的循环浸润和回流会形成一定的阻碍,长循环后再拐角位容易发生析锂,并且扩散至电芯表面,导致厚度膨胀失效。虽然水系PMMA胶层相较于油系PVDF可以在涂层表面形成散点分布的颗粒状间隙,对拐角位的电解液传输有一定的改善效益,但是PMMA材料本身溶胀率较高,会消耗电芯中浸润的电解液,并有粉化堵孔的风险,而且涂层中包含较多粘合剂,受热后容易分解发生堵孔,同时也会降低基材和涂层的粘接性,因此,单独以水系PMMA形成涂层的隔膜,长循环后在主体界面容易发生黑斑析锂,降低电池的性能和寿命。
因此,目前商用的隔膜,均无法有效地适用于3C及更高倍率的体系,改善界面析锂是当前快充体系开发的技术难题。
发明内容
本发明旨在至少解决现有技术中存在的技术问题之一。为此,本发明提出一种隔膜,能够有效提高包括所述隔膜的锂离子电池在拐角处的电解液浸润性以及锂离子的传输,有效盖上快充体系下拐角处的黑斑析锂现象,提升锂离子电池的性能。
本发明还提供了上述隔膜的制备方法。
本发明还提供了上述隔膜的应用。
根据本发明第一方面的实施例,提出了一种隔膜,所述隔膜包括:
多孔基膜,所述多孔基膜具有A面和B面;
A面涂层,所述A面涂层包括自所述A面而始依次叠加的陶瓷层和粘合层;
所述陶瓷层包括陶瓷粉、无机填料和水性粘合剂A;所述无机填料为一维纳米材料;
所述粘合层包括水性粘合剂B和水性粘合剂C;所述水性粘合剂C为具有核壳结构的颗粒;
B面涂层,所述B面涂层设于所述B面;包括油性层、所述陶瓷层和粘合层中的至少一种。
根据本发明实施例的隔膜,至少具有如下有益效果:
(1)陶瓷层中包括一维为无机填料(例如棒、线或管),无机填料堆积,可在陶瓷层中形成致密的交联网络,可以为多孔基膜耐热收缩提供支撑力。
(2)本发明的粘合层中,水性粘合剂C具有核壳结构,其中的核作支撑作用,外壳起粘接作用;颗粒状的水性粘合剂C还可团聚形成具有孔的网状结构,提升对电解液的浸润能力;和传统的均相油系涂层相比,一定程度上克服了隔膜拐角位置对电解液浸润性差、对锂离子传输性差以及热量积累的问题,进而降低了析锂电位,减少了循环析锂,还避免了厚度膨胀失效的问题。通常,颗粒状的粘合剂具有一定的溶胀作用,最终会消耗电解液,带来堵孔风险;本发明提供的粘合层中,同时包括了颗粒状的水性粘合剂C和普通的水性粘合剂B,两者结合使用,既保证了粘结性,又兼具了颗粒状粘合剂带来的间隙,还避免了颗粒状粘合剂大量使用对电解液的消耗和堵孔作用。
综上,本发明提供的隔膜,陶瓷层起到了结构支撑作用,其中无机填料之间形成的交叉空隙,也避免了A面涂层/B面涂层的堵孔问题;粘合层中两种粘合剂的结合使用,既保证了粘结力、浸润性,还避免了堵孔作用;油性层和水性的粘合层结合使用,还可提升锂离子的脱嵌反应。总之,各组分和结构之间相互配合,可显著改善包括所述隔膜的二次电池拐角处的析锂问题,提升快充条件下的循环性能。
根据本发明的一些实施例,所述多孔基膜的材质包括聚烯烃。
根据本发明的一些实施例,所述多孔基膜的材质包括聚乙烯、聚丙烯、聚酰亚胺和聚丙烯腈中的至少一种。
根据本发明的一些实施例,多孔基膜为单层结构或多层结构。
所述多层结构中,多层之间的材质可以相同也可以不同。
根据本发明的一些实施例,所述多孔基膜的厚度为4~16μm。例如具体可以是约5μm。
根据本发明的一些实施例,所述多孔基膜的透气度为50~200s/100cc。例如具体可以是140~150s/100cc。
根据本发明的一些实施例,所述多孔基膜的孔隙率为30~50%。
根据本发明的一些实施例,所述多孔基膜的孔隙率为35~45%。例如具体可以是约38%。
根据本发明的一些实施例,所述陶瓷粉的材质包括氧化铝、勃姆石、水合勃姆石、氢氧化钙和氢氧化铝中的至少一种。
根据本发明的一些实施例,所述陶瓷粉的材质为氧化铝。
根据本发明的一些实施例,所述陶瓷粉的D50为0.1~2μm。例如具体可以是约0.8μm。
根据本发明的一些实施例,所述无机填料的形貌为纳米线、纳米棒和纳米管中的至少一种。
根据本发明的一些实施例,所述无机填料的长径比为20~200。在该长径比范围内的无机填料,形成的交联网络致密程度适中,有助于提升对电解液的浸润性。
根据本发明的一些实施例,所述无机填料包括纳米纤维素、碳纳米管、羟基磷灰石、碳化硼和氢氧化铜中的至少一种。上述无机填料中含有大量的亲液基团,可以提升所得隔膜对电解液的浸润性,促进活性离子的传输,避免析锂。
根据本发明的一些实施例,所述无机填料选自纳米纤维素。
根据本发明的一些实施例,所述陶瓷粉和所述无机填料的质量比为1:0.1~0.3。
根据本发明的一些实施例,所述无机填料和陶瓷粉的粒径比为0.2~0.8:1。所述粒径是粒径分析仪测试得到,且该比例为两者的D50粒径比。
根据本发明的一些实施例,所述无机填料和陶瓷粉的粒径比为0.2~0.3:1。例如具体可以是约0.25:1。
根据本发明的一些实施例,所述水性粘合剂A包括聚丙烯酸脂。其作用是粘结所述多孔基膜和所述陶瓷层。
根据本发明的一些实施例,所述水性粘合剂A具有支链。因此所述粘结剂A的耐高温性能优异。
部分所述支链上连接有羧基。由此,所述粘结剂A的亲液性较强。
根据本发明的一些实施例,所述水性粘合剂A的Tg值≤-10℃。在此条件下,所述水性粘合剂A的粘结性能优异,因此可在保证粘结性能的基础上,降低其用量,进而降低长循环后期堵孔的风险。
根据本发明的一些实施例,所述陶瓷粉和所述水性粘合剂A的质量比约为100:2~6。例如具体可以是约100:3。
根据本发明的一些实施例,所述水性粘合剂A的包括购自湖南高瑞电源材料有限公司的GR-506。
根据本发明的一些实施例,所述水性粘合剂B包括聚丙烯酸酯。其作用是提升所述陶瓷层和所述粘合层之间的粘结性。
根据本发明的一些实施例,所述水性粘合剂B的粘度小于所述水性粘合剂A。由此可促使所述水性粘合剂C更均匀地涂覆。
根据本发明的一些实施例,所述水性粘合剂B包括购自湖南高瑞电源材料有限公司的GR-401。
所述水性粘合剂C的作用是,粘结所述粘合层和与所述粘合层接触的电芯组件,例如是正极片或负极片。
根据本发明的一些实施例,所述水性粘合剂A和所述水性粘合剂B的质量比>1。此处的比例为单层陶瓷层和单层粘合层中组分的重量比。例如具体可以是约1:0.6。
根据本发明的一些实施例,所述水性粘合剂C和所述水性粘合剂B的质量比>5。
通过限定三种粘合剂的用量比,特别是陶瓷层和粘合层中粘合剂的用量比,可以进一步提升所得隔膜各层间的粘结力,最终提升包括所述隔膜的锂离子电池的循环性能。
根据本发明的一些实施例,所述水性粘合剂C和所述水性粘合剂B的质量比为8~12:1,例如具体可以是约10:1。
根据本发明的一些实施例,所述陶瓷粉和所述水性粘合剂C的质量比为1:0.05~0.3。此处的比例为所述隔膜中,所有陶瓷粉和所有水性粘合剂C的质量比。例如具体可以是约1:0.18。
根据本发明的一些实施例,所述水性粘合剂C的涂覆克重为0.1~0.4g/m
根据本发明的一些实施例,所述水性粘合剂C具有40~80%的压缩比。
即所述水性粘合剂C压缩40~80%的体积比后,仍具有完整的核壳结构,因此可吸收电芯充放电过程中的体积变化应力,避免体积膨胀失效。
根据本发明的一些实施例,所述水性粘合剂C的压缩比为65~75%,例如具体可以是约70%。
根据本发明的一些实施例,所述水性粘合剂C和所述陶瓷粉的粒径比为1.5~8:1。此处的粒径为两者D50粒径的比。
根据本发明的一些实施例,所述水性粘合剂C的粒径为D90<15μm。整体的粒径范围可以在0.15~16μm之间。
根据本发明的一些实施例,所述水性粘合剂C的D50在0.3~5μm之间。
根据本发明的一些实施例,所述水性粘合剂C的D50在0.5~3μm之间。例如具体可以是约1μm或2μm。
根据本发明的一些实施例,所述核壳结构中,核的粒径为所述水性粘合剂C粒径的0.5~0.8。
根据本发明的一些实施例,所述核壳结构中,核的Tg温度高于外壳的Tg温度。
根据本发明的一些实施例,所述水性粘合剂C包括聚丙烯酸甲酯。具体的所述水性粘合剂C由聚丙烯酸酯经乳液聚合而成,壳包含部分聚丙烯酸甲酯。
所述水性粘合剂C在低温下对活性离子(例如锂离子)的导通能力优于PVDF。
根据本发明的一些实施例,所述水性粘合剂C包括购自日本瑞翁的PX-A470、BM-2510M等。
根据本发明的一些实施例,所述B面涂层为设于所述B面的陶瓷层。
也就是说,所述隔膜包括:
多孔基膜,所述多孔基膜具有A面和B面;
A面涂层,所述A面涂层包括自所述A面而始依次叠加的陶瓷层和粘合层;
B面涂层,所述B面涂层包括设于所述B面的陶瓷层。
根据本发明的一些实施例,所述B面涂层为设于所述B面的粘合层。
也就是说,所述隔膜包括:
多孔基膜,所述多孔基膜具有A面和B面;
A面涂层,所述A面涂层包括自所述A面而始依次叠加的陶瓷层和粘合层;
B面涂层,所述B面涂层包括设于所述B面的粘合层。
根据本发明的一些实施例,所述B面涂层包括自所述B面而始依次叠加的陶瓷层和粘合层。
也就是说,所述隔膜包括:
多孔基膜,所述多孔基膜具有A面和B面;
A面涂层,所述A面涂层包括自所述A面而始依次叠加的陶瓷层和粘合层;
B面涂层,所述B面涂层包括至所述B面而始依次设置的陶瓷层和粘合层。
根据本发明的一些实施例,所述B面涂层包括设于所述B面的油性层。
也就是说,所述隔膜包括:
多孔基膜,所述多孔基膜具有A面和B面;
A面涂层,所述A面涂层包括自所述A面而始依次叠加的陶瓷层和粘合层;
B面涂层,所述B面涂层包括设于所述B面的油性层。
由此利用B面涂层和A面涂层对相邻极片粘结性的差异,提升锂离子的嵌、脱效率。
根据本发明的一些实施例,所述油性层包括所述陶瓷粉和油性粘合剂。
根据本发明的一些实施例,所述油性粘合剂包括PVDF。
需要说明的是,以上四种结构中,设于A面涂层和B面涂层中的粘合层的厚度、具体组成可以相同也可以不相同。同理,设于A面涂层和B面涂层中陶瓷层的厚度、具体组成可以相同也可以不相同。
根据本发明的一些实施例,所述隔膜的厚度为5~12μm。例如具体可以是8~10μm。
根据本发明的一些实施例,所述陶瓷层的单层厚度为0.5~2μm。例如具体可以是约1μm。
根据本发明第二方面的实施例,提供了一种所述隔膜的制备方法,所述制备方法包括在所述多孔基膜的A面依次设置所述陶瓷层和粘合层。
由于所述制备方法采用了上述实施例的隔膜的全部技术方案,因此至少具有上述实施例的技术方案所带来的所有有益效果。
根据本发明的一些实施例,所述多孔基膜的制备方法包括将所述多孔基膜的制备原料熔融挤出、拉伸和萃取微孔成型。
根据本发明的一些实施例,所述设置的方法涂覆。其中:
所述陶瓷层的设置方法为将包括所述陶瓷层的制备原料的陶瓷浆料涂覆至所述多孔基膜表面后干燥。
所述陶瓷浆料的溶剂包括水。
所述陶瓷浆料的固含量为20~40%。例如具体可以是约30%。
所述粘合层的设置方法为将包括所述粘合层的制备原料的粘合浆料涂覆至所述陶瓷层或所述多孔基膜的表面。
所述粘合浆料的溶剂包括水。
所述粘合浆料的固含量为2~8%。例如具体可以是约3%。
根据本发明的一些实施例,所述制备方法包括:
D1.将所述陶瓷粉、无机填料和水性粘合剂A分散在水中,形成所述陶瓷浆料;将所述陶瓷浆料涂覆在所述多孔基膜的A面,干燥后得所述陶瓷层;
D2.将所述水性粘合剂B和水性粘合剂C分散在水中,形成所述粘合浆料,将所述粘合浆料涂覆在所述陶瓷层表面。
根据本发明的一些实施例,所述制备方法还包括在所述多孔基膜的B面设置所述粘合层也就是说,所述制备方法包括:
D1.将所述陶瓷粉、无机填料和水性粘合剂A分散在水中,形成所述陶瓷浆料;将所述陶瓷浆料涂覆在所述多孔基膜的A面,干燥后得所述陶瓷层;
D2.将所述水性粘合剂B和水性粘合剂C分散在水中,形成所述粘合浆料,将所述粘合浆料涂覆在所述陶瓷层表面,以及所述多孔基膜的B面,形成所述粘合层。
根据本发明的一些实施例,所述制备方法还包括在所述多孔基膜的B面依次设置所述陶瓷层和所述粘合层。
也就是说,所述制备方法包括:
D1.将所述陶瓷粉、无机填料和水性粘合剂A分散在水中,形成所述陶瓷浆料;将所述陶瓷浆料涂覆在所述多孔基膜的A面和B面,干燥后得所述陶瓷层;
D2.将所述水性粘合剂B和水性粘合剂C分散在水中,形成所述粘合浆料,将所述粘合浆料涂覆在所述陶瓷层表面,形成所述粘合层。
根据本发明的一些实施例,所述制备方法还包括在所述多孔基膜的B面设置所述陶瓷层。
也就是说,所述制备方法包括:
D1.将所述陶瓷粉、无机填料和水性粘合剂A分散在水中,形成所述陶瓷浆料;将所述陶瓷浆料涂覆在所述多孔基膜的A面和B面,干燥后得所述陶瓷层;
D2.将所述水性粘合剂B和水性粘合剂C分散在水中,形成所述粘合浆料,将所述粘合浆料涂覆在所述A面的陶瓷层表面,形成所述粘合层。
根据本发明第三方面的实施例,提出了一种所述隔膜在二次电池中的应用。
由于所述应用采用了上述实施例的隔膜的全部技术方案,因此至少具有上述实施例的技术方案所带来的所有有益效果。即可显著避免二次电池拐角处的析锂问题,并提升快充条件下二次电池的循环容量和寿命。
根据本发明的一些实施例,所述二次电池包括锂电池、钠电池和钾电池中的至少一种。其中锂电池包括锂离子电池和锂金属电池中的至少一种。钠电池包括钠离子电池和钠金属电池中的至少一种。钾电池包括钾离子电池和钾金属电池中的至少一种。
若无特殊说明,本发明的“约”实际表示的含义是允许误差在±2%的范围内,例如约100实际是100±2%×100。
若无特殊说明,本发明中的“在……之间”包含本数,例如“在2~3之间”包括端点值2和3。
本发明的其它特征和优点将在随后的说明书中阐述,并且,部分地从说明书中变得显而易见,或者通过实施本发明而了解。
附图说明
本发明的上述和/或附加的方面和优点从结合下面附图对实施例的描述中将变得明显和容易理解,其中:
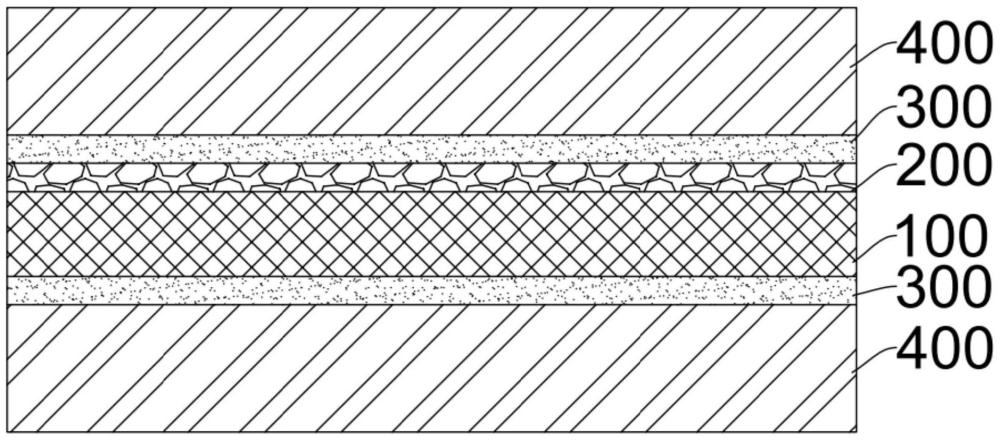
图1是本发明实施例1所得隔膜应用过程的局部示意图;
图2是包括本发明实施例1所得隔膜的锂离子电池循环800周后的负极片的表观图;
图3是包括本发明对比例1所得隔膜的锂离子电池循环800周后的负极片的表观图。
图4是包括本发明实施例5所得隔膜的锂离子电池循环800周后的负极片的表观图。
附图标记:
多孔基膜100、陶瓷层200、粘合层300、极片400。
具体实施方式
以下将结合实施例对本发明的构思及产生的技术效果进行清楚、完整地描述,以充分地理解本发明的目的、特征和效果。显然,所描述的实施例只是本发明的一部分实施例,而不是全部实施例,基于本发明的实施例,本领域的技术人员在不付出创造性劳动的前提下所获得的其他实施例,均属于本发明保护的范围。
在本发明的描述中,需要理解的是,涉及到方位描述,例如上、下、前、后、左、右等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
本发明的描述中,参考术语“一个实施例”、“一些实施例”、“示意性实施例”、“示例”、“具体示例”、或“一些示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本发明的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任何的一个或多个实施例或示例中以合适的方式结合。
实施例1
本实施例提供了一种隔膜,结构示意图如图1所示,具体的由以下组件组成:
多孔基膜100,多孔基膜具有A面和B面;
A面涂层,A面涂层为自A面而始依次叠加的陶瓷层200和粘合层300;
B面涂层,B面涂层为设于B面的粘合层300;
当本实施例的隔膜用于二次电池时,粘合层300远离多孔基膜的一侧表面和极片400贴合。极片400为正极片和负极片中的至少一种。
其中:
多孔基膜100的厚度为5μm,孔隙率约38%;透气度为140s/100cc,材质是聚乙烯湿法膜;
陶瓷层200由陶瓷粉、无机填料和水性粘合剂A按照100:10:3质量比组成;陶瓷粉为氧化铝粉体(D50约为0.8μm);无机填料为纳米纤维素(粒径约为0.2μm(粒径分析仪),桂林奇宏科技有限公司,CNC-C纳米纤维素,长度约300nm,直径约20nm。);水性粘合剂A购自湖南高瑞电源材料有限公司,型号为GR-506。单层陶瓷层200的厚度为1.0μm。
粘合层300由水性粘合剂B和水性粘合剂C按照10:1的质量比组成;水性粘合剂C为具有核壳结构的颗粒,具有70%的压缩比,D50粒径约为5μm(核D50粒径4μm),具体为购自日本瑞翁,型号为PX-A470的水性粘合剂;水性粘合剂B为购自湖南高瑞电源材料有限公司,型号为GR-401的粘结剂。
本实施例所得隔膜的整体厚度约为8μm,水性粘合剂C的涂覆克重为0.3g/m
实施例2
本实施例制备了一种如实施例1所示的隔膜,具体步骤为:
S1.将陶瓷粉、无机填料和水性粘合剂A按比例配置成固含量为30%的陶瓷浆料,并采用微凹版辊涂法将所得陶瓷浆料涂覆在多孔基膜的一侧表面(A面),干燥后即得陶瓷层。
S2.将水性粘合剂B和水性粘合剂C分散在水中,形成固含量约为3%的粘合浆料;并采用微凹版辊涂法将所得粘合浆料涂覆在步骤S1所得部件的两侧,即同时覆于陶瓷层表面和多孔基膜的B面,干燥后即得粘合层。
实施例3
本实施例参考实施例2的制备方法制备了一种隔膜,所得隔膜和实施例1的区别在于:
水性粘合剂C的涂覆克重为0.2g/m
实施例4
本实施例参考实施例2的制备方法制备了一种隔膜,所得隔膜和实施例1的区别在于:
水性粘合剂C的涂覆克重为0.4g/m
需要说明的是,实施例1和实施例3~4所提供的隔膜整体厚度几乎不变,而水性粘合剂的涂覆克重的变化通常是由粘合浆料的固含量调整得到的,由于粘合层为散点式涂层,因此涂覆克重影响散点式颗粒的密集程度,几乎不影响厚度。
实施例5
本实施例提供了一种隔膜,具体和实施例1的区别在于:
B面涂层为油性层,厚度和实施例1的B面涂层相同。
油性涂层中,陶瓷粉和PVDF的质量比为6:4。其中陶瓷粉的选材同实施例1.
本实施例还提供了上述隔膜的制备方法,具体和实施例2的区别在于:
步骤S2中,将陶瓷粉和PVDF分散在NMP体系中,形成固含量约为30%的浆料,并使用。
对比例1
本对比例制备了一种隔膜,具体方法为:
将PVDF、氧化铝粉(同实施例1)按照4:6的质量比混合分散在NMP有机溶剂中,经凹版辊涂覆在多孔基膜(同实施例1)的两侧表面,单层涂层中氧化铝粉的涂覆克重约为2.8g/m
本对比例所得隔膜的厚度和实施例1所得隔膜的厚度相当。
对比例2
本对比例制备了一种隔膜,具体方法为:
将氧化铝粉、PAA胶、CMC按照100:5:0.8的质量比混合分散在去离子水中,经凹版辊涂覆在多孔基膜(同实施例1)的一侧表面,干燥后得到单面耐热陶瓷涂层;其中氧化铝粉的涂覆克重约为3.2g/m
然后在陶瓷涂层表面以及多孔基膜的另一侧表面涂覆一层PMMA胶层,干燥后得到目前商用的水性隔膜。
本实施例中PMMA胶型号为日本瑞翁的BM-2510M,单层涂覆克重为0.15g/m
对比例3
本对比例制备了一种隔膜,具体方法和实施例2的区别在于:
步骤S2中,采用的浆料为PMMA浆料。
对应的,所得隔膜的结构和实施例1的区别在于:
粘合层300的材质为PMMA。
应用例
本应用例提供了一种锂离子电池,其中隔膜分别来自实施例1、3~5,和对比例1~3;锂离子电池的编号为其采用隔膜的具体实施方式的编号,具体的:
锂离子电池包括:
电池壳,电池壳由铝塑膜封装而成;
电芯,电芯放置在电池壳内部,正极片、负极片,以及设于正极片和负极片之间的隔膜缠绕而成;
正极片中的正极活性材料为钴酸锂(例如厦门钨业4.48V钴酸锂)和三元材料(例如容百科技NCM523)中的至少一种,本应用例采用的是厦门钨业4.48V钴酸锂;
负极片中的活性材料为石墨,具体为购自紫宸科技的石墨,设计克容量353mAh/g,压实密度1.70g/cm
电解液,电解液被注入于电池壳内,且浸润电芯。
测试例
本测试例测试了应用例所得锂离子电池的性能,具体的测试方法为:
电池容量保持率:在25℃环境下,将锂离子电池以3C倍率恒流充电至4.35V,再以1.8C恒流恒压充电至4.48V,截止电流为0.05C,然后再以0.7C放电至3.0V。按照上述方法,将锂离子电池进行800次循环测试,记录第800次循环的容量保持率;并将循环完成后的电池进行满充,然后拆解电池界面,统计界面黑斑析锂的面积占整个负极表面积的比例。
具体测试结果如表1所示。
表1包括实施例1、3~4和对比例1~3所得隔膜的锂离子电池的性能
结果显示,本发明提供的隔膜,可显著提升所得锂离子电池的循环性能,具体的,3C充电倍率下循环800周后,容量保持率≥85%,例如具体可以是85.4%、85.7%、86.2%或86.7%;也可显著降低快充、长循环过程中在负极表面的黑斑析锂情况。进一步具体的,隔膜中,水性粘合剂C的涂覆克重越高,对黑斑析锂问题的抑制作用显著提升,但是同时会一定程度上降低循环性能。这是由于实施例中固定了水性粘合剂B和水性粘合剂C的比例,因此增加水性粘合剂C涂覆克重的增加,水性粘合剂B的涂覆克重也提升,这会一定程度上降低循环性能。进一步的,对比实施例1和实施例5显示,当B面涂层为油性层时,不会影响是否析锂,但是会在一定程度上提升高倍率循环性能。
但是,如果采用传统的油性隔膜(对比例1),则黑斑析锂的面积是实施例1的7倍,循环保持率下降3.7个百分点。由此说明本发明采用水性粘合剂,和传统的油性粘合剂相比,可显著提升所得隔膜的性能。
如果陶瓷层中不包括一维无机填料,且粘合层中仅采用一种水性粘合剂(对比例2),则析锂情况和对比例1代表的油膜相比,会略有提升,但是仅采用一种颗粒状的水性粘合剂,由于其具有高膨胀作用,因此在长循环过程中存在堵孔的风险,依然会显著降低循环后的容量保持率。
如果粘合层中仅采用一种水性粘合剂(对比例3),则和对比例2相比,由于二维无机填料的加入,会一定程度上降低析锂情况,但是循环性能和对比例2相当。
由此可知,本发明的隔膜中,粘合层的材质对性能的提升影响较为明显,陶瓷层的组成和粘合层的组成之间,具有明显的协同作用,隔膜整体结构和材质之间也具有协同作用,任何一种的更换都会显著降低隔膜对电解液的浸润性和对锂离子的传导性。
上述结果中,黑斑析锂面积的结果也可被图2~4佐证。图上显示,经过800周循环后,包括实施例1和实施例5隔膜的锂离子电池的负极表面,特别是拐角位置(折痕)没有明显的黑斑析锂。而对应的,包括对比例1隔膜的锂离子电池的负极表面,折痕位置的黑斑析锂问题严重,其面积显著高于实施例1。
综上,本发明提供的隔膜中,通过结构和材质之间的协同作用,和传统的油性隔膜(对比例1)和水性隔膜(对比例2)相比,显著提升了包括上述隔膜的锂离子电池的安全性能(降低析锂)和快充循环性能。
上面结合附图对本发明实施例作了详细说明,但是本发明不限于上述实施例,在所属技术领域普通技术人员所具备的知识范围内,还可以在不脱离本发明宗旨的前提下作出各种变化。此外,在不冲突的情况下,本发明的实施例及实施例中的特征可以相互组合。
- 一种新型锂硫电池隔膜材料、制备方法及应用
- 一种多功能锂硫电池隔膜的制备方法和应用
- 一种低闭孔温度隔膜的制备方法、制备的低闭孔温度隔膜及其应用
- 对位芳纶的溶解体系及其应用、芳纶隔膜及其制备方法、芳纶陶瓷复合隔膜及其制备方法