一种环形件零点快换工装
文献发布时间:2023-06-19 19:18:24
技术领域
本发明属于发动机零部件加技术领域,尤其涉及一种环形件零点快换工装。
背景技术
整流器外环、导流窗内外环等零件是航空发动机中重要单件,属于典型的工型环形件,零件壁薄、刚性差。该类薄壁环形件加工工艺路线相似,一般为粗车、热处理或表面处理、车加工、铣加工;且该类零件不同型号间零件相似,产量大。因此整流器外环、导流窗内外环等薄壁环形件容易实现批量生产,往往被主机厂选来进行精益单元、自动化产线等试点建设。在精益单元、自动生产线的建设过程中,如何设计适合该类薄壁环形件的零件快换工装是解决快速换型的重要手段,也是重要难题。
(2021227487628)公开了一种环形零件的零点定位工装,该工装在使用过程中无需找正,能快速完成定位,减少装夹找正时间,提高加工效率。但其对工件零点定位后不便通过机械臂转移,在批量化加工过程中会对生产效率造成一定的影响。
发明内容
为解决上述技术问题,本发明提供了一种环形件零点快换工装,可以解决薄壁环形工件零点快速更换的问题。
本发明通过以下技术方案得以实现。
本发明提供的一种环形件零点快换工装,包括夹具体和零点定位组件,所述夹具体设置在零点定位组件上,所述夹具体上设置有适配件。
优选地,所述夹具体包括夹具主体,所述夹具主体上设置有压板和止口,所述压板呈圆周均匀分布设置在夹具主体上,所述止口呈圆周均匀分布在。
优选地,所述夹具体上设置有拉钉A,所述拉钉A设置在夹具主体的底面。
优选地,所述适配件上设置有拉钉B,所述拉钉B与拉钉A呈垂直设置。
优选地,所述零点定位组件包括母版和母座,所述母座设置在母版上。
优选地,所述母座上设置有拉钉孔。
优选地,所述夹具体使用45号钢制备而成。
优选地,所述夹具体上设置有夹具标识和开口,所述开口呈十字形分布设置在夹具主体上。
优选地,所述夹具体上设置有吊环。
本发明的有益效果在于:
1、本发明通过拉钉A的设置,实现夹具体与母座的零点定位,进而实现工件的零点快换,提高生产效率,满足批量生产的需求。
2、本发明通过设置有拉钉B结构的托盘适配器,可以实现机器人等装载器的快速装夹,可以满足自动化产线自动上下料的需求,夹具体进行零点快换时重复装夹精度≤0.005mm。
3、本发明通过不同大小内圆止口的设计,可以满足各种尺寸环形件的使用。
附图说明
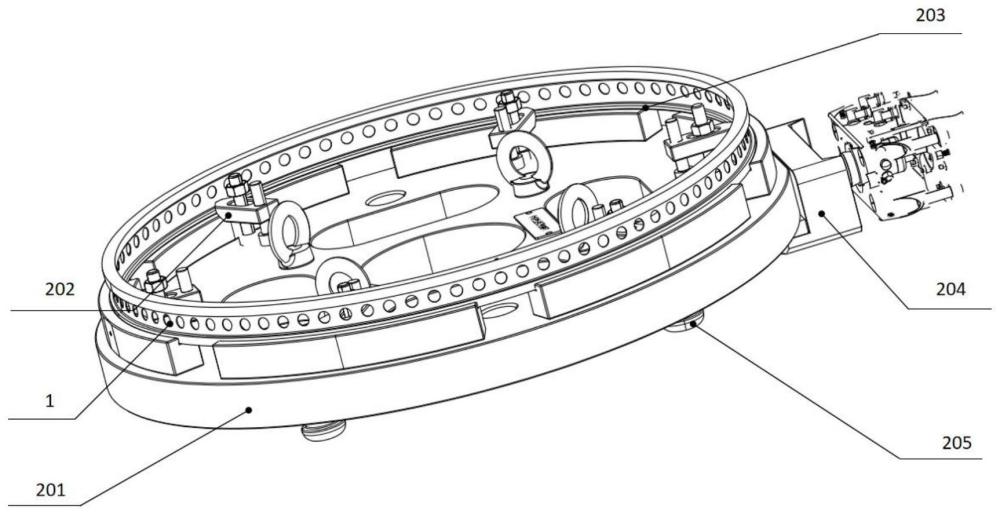
图1是本发明的结构示意图;
图2是本发明夹具体的俯视结构示意图;
图3是本发明夹具体的正视结构示意图;
图4是本发明零点定位组件的结构示意图;
图中:1-工件,2-夹具体,201-夹具主体,202-压板,203-止口,204-托盘适配器,205-拉钉A,206-拉钉B,207-夹具标识,208-开口,209-吊环,3-联轴器,4-零点定位组件,401-拉钉孔,402-母板,403-母座,5-机床工作台,6-气源快插机构。
具体实施方式
下面进一步描述本发明的技术方案,但要求保护的范围并不局限于所述。
实施例1:
如图1至4所示,一种环形件零点快换工装,包括夹具体2和零点定位组件4,所述夹具体2设置在零点定位组件4上,所述夹具体2上设置有适配件204。通过夹具体2对工件1(薄壁环形件)进行夹紧固定。
所述夹具体2包括夹具主体201,所述夹具主体201上设置有压板202和止口203,所述压板202呈圆周均匀分布设置在夹具主体201上,所述止口203呈圆周均匀分布在。所述夹具体2与工件1通过止口203进行定位,通过压板202进行手动夹紧,压板202与夹具主体201采用螺纹连接,便于调整或拆卸。所述止口203可根据需要设置不同大小的内圆,以满足多种尺寸工件1的使用需求。
所述夹具体2上设置有拉钉A205,所述拉钉A205设置在夹具主体201的底面。夹具体2通过拉钉A205固定在零点定位组件4上,夹具体2通过拉钉A205进行高定位精度的连接,实现零点定位。
所述适配件204上设置有拉钉B206,所述拉钉B206与拉钉A205呈垂直设置。适配件204通过拉钉B206与机器人(用于加工或转运的机械臂)上的联轴器3配合,实现自动上下料功能,联轴器3可配合气源快插机构6设置,通过气源快插机构6提供本发明工装对工件1松开和夹紧操作所需要的气源。
所述零点定位组件4包括母版402和母座403,所述母座403设置在母版402上。零点定位组件4通过母版402与工作台5连接,母板402找正后采用螺栓连接的方式固定到工作台5上。母座403可设置四个,零点定位组件4通过母座403与夹具体2连接,通过母座403减小与夹具体2的接触面积,降低对母座403和夹具主体201接触面平面度的制造难度。
所述母座403上设置有拉钉孔401,拉钉孔401的数量对应拉钉A205的数量设置,夹具体2通过拉钉A205与母座403上的拉钉孔401进行配合,实现零点快换。
所述夹具体2使用45号钢制备而成,表面进行防锈处理,棱边无尖边毛刺。
所述夹具体2上设置有夹具标识207和开口208,设置夹具标识207以方便区分用于不同零件的夹具体2,所述开口208呈十字形分布设置在夹具主体201上,开口208用于减轻夹具体2的整体重量。
所述夹具体2上设置有吊环209,便于使用吊车转运本发明的工装。
- 一种环形零件的校形工装
- 一种具有镶件快换结构的电机壳消失模模具
- 避免零点快换子母盘安装误差环形件装夹找正方法及系统
- 一种气动零点快换模块工装