一种新型冰箱内胆全自动切边设备及其加工工艺
文献发布时间:2023-06-19 11:00:24
技术领域
本发明涉及冰箱加工设备技术领域,具体为一种新型冰箱内胆全自动切边设备及其加工工艺。
背景技术
冰箱,保持恒定低温的一种制冷设备,也是一种使食物或其他物品保持恒定低温冷态的民用产品。箱体内有压缩机、制冰机用以结冰的柜或箱,带有制冷装置的储藏箱。家用电冰箱的容积通常为20~500升。
传统的冰箱内胆件在生产过程中需要对其进行切割,进而进行后续的加工生产操作,但是传统的冰箱内胆件在生产切边过程中,存在一定的缺陷,其不能很好的进行定位,造成冰箱内胆件在切割过程中有部分位移,进而造成切割的偏差,影响产品质量。
发明内容
针对现有技术的不足,本发明提供了一种新型冰箱内胆全自动切边设备及其加工工艺,解决了其不能很好的进行定位,造成冰箱内胆件在切割过程中有部分位移,进而造成切割的偏差,影响产品质量的问题。
为实现以上目的,本发明通过以下技术方案予以实现:一种新型冰箱内胆全自动切边设备,包括定位模块、定位模块下支架、第一切割模块和第二切割模块,所述定位模块设置在定位模块下支架上,所述定位模块下支架的底部两侧分别滑动设置有第一切割模块和第二切割模块;
所述第二切割模块包括主体架和辅助定位模块,所述辅助定位模块设置在主体架的上端处,所述辅助定位模块包括固定在主体架内侧中间段上的驱动气缸和固定在主体架内部两侧的直线导轨,所述驱动气缸的运动端上固定设置有连接块,所述连接块的下侧设置有多个圆柱定位杆,所述连接块的内部转动设置有同步轴,所述连接块的两端依靠同步轴均固定设置有齿轮,所述连接块的两端下侧均固定设置有固定块,每个所述固定块的下侧固定设置有配合滑槽块,所述直线导轨与配合滑槽块之间相适配,所述下齿条与齿轮之间相啮合;
所述定位模块、定位模块下支架、第一切割模块和第二切割模块的下侧设置有输送带,所述输送带的输出端的下侧设置有收集箱体,所述定位模块下支架的下侧固定设置有连接固定块,所述定位模块下支架的下侧通过连接固定块固定设置有伺服驱动电机,所述伺服驱动电机的驱动端通过联轴器设置有转动丝杆。
作为本发明进一步的方案:所述第二切割模块还包括下刀块安装板和下基板,所述下刀块安装板的两端设置有导向部,所述下刀块安装板的上端上设置有下刀块安装部,所述下刀块安装部处设置有下刀块,所述主体架的上端位于辅助定位模块的下方设置有上刀块安装部,所述上刀块安装部处设置有上刀块,所述上刀块的中间段部位设置有废料滑板,所述下基板的上侧两端均固定设置有直线滑轨,所述主体架的下侧两端设置有导向槽,所述主体架的内部设置有驱动电机,所述驱动电机的驱动端上固定设置有凸轮,所述主体架的底部开设有螺纹连接部。
作为本发明进一步的方案:所述导向槽与下刀块安装板两侧的导向部相适配,并且所述导向槽设置在导向部内。
作为本发明进一步的方案:所述主体架的底部两侧设置有与下基板相适配的安装部,并且所述主体架通过安装部设置在下基板上的直线滑轨处。
作为本发明进一步的方案:所述凸轮的表面与下刀块安装板的底部表面之间相接触。
作为本发明进一步的方案:所述伺服驱动电机、连接固定块和转动丝杆在定位模块下支架的下侧设置有两组,并且一组所述伺服驱动电机、连接固定块和转动丝杆相较于另一组伺服驱动电机、连接固定块和转动丝杆为中心对称设置。
作为本发明进一步的方案:所述螺纹连接部与转动丝杆之间相适配,并且所述驱动电机与伺服驱动电机与外界电源之间电性连接。
作为本发明进一步的方案:所述第一切割模块和第二切割模块为结构相同构件,并且所述第一切割模块和第二切割模块为对称设置。
一种新型冰箱内胆全自动切边设备的加工工艺,包括如下步骤:
步骤S1:启动定位模块,让定位模块沿着定位模块下支架的方向进行运动,驱动到第一切割模块和第二切割模块之间;
步骤S2:启动定位模块下支架下侧的两个伺服驱动电机,让伺服驱动电机上的转动丝杆在伺服驱动电机的驱动下进行旋转,转动丝杆设置在第一切割模块和第二切割模块上的螺纹连接部内,让第一切割模块和第二切割模块沿着下基板上的直线滑轨进行相向运动;
步骤S3:驱动辅助定位模块,让辅助定位模块内部的驱动气缸驱动,让其带动连接块上的圆柱定位杆进行运动,圆柱定位杆在齿轮和下齿条的啮合下,沿着配合滑槽块和直线导轨的方向伸出,将定位模块上的冰箱内胆件进行固定;
步骤S4:主体架内的驱动电机启动,驱动电机的启动带动凸轮的转动,凸轮的表面与下刀块安装板的下部相接触,让下刀块安装板沿着主体架上的导向槽进行上下位移,下刀块安装板的位移与主体架上的上刀块之间相剪切,对定位模块上的冰箱内胆件进行切边工作;
步骤S5:将切边后的废料从第一切割模块和第二切割模块上的废料滑板处滑出,落至输送带上,输送带将废料运动至收集箱体的内部,进行回收。
有益效果
本发明提供了一种新型冰箱内胆全自动切边设备及其加工工艺。与现有技术相比具备以下有益效果:
1、一种新型冰箱内胆全自动切边设备及其加工工艺,通过固定在主体架内侧中间段上的驱动气缸和固定在主体架内部两侧的直线导轨,驱动气缸的运动端上固定设置有连接块,连接块的下侧设置有多个圆柱定位杆,连接块的内部转动设置有同步轴,连接块的两端依靠同步轴均固定设置有齿轮,连接块的两端下侧均固定设置有固定块,每个固定块的下侧固定设置有配合滑槽块,直线导轨与配合滑槽块之间相适配,下齿条与齿轮之间相啮合,解决了其不能很好的进行定位,造成冰箱内胆件在切割过程中有部分位移,进而造成切割的偏差,影响产品质量的问题。
2、一种新型冰箱内胆全自动切边设备及其加工工艺,通过定位模块、定位模块下支架、第一切割模块和第二切割模块的下侧设置有输送带,输送带的输出端的下侧设置有收集箱体,进而对其切割后的两侧废料的统一收集,方便操作,便于车间布局管理。
3、一种新型冰箱内胆全自动切边设备及其加工工艺,通过第二切割模块还包括下刀块安装板和下基板,下刀块安装板的两端设置有导向部,下刀块安装板的上端上设置有下刀块安装部,下刀块安装部处设置有下刀块,主体架的上端位于辅助定位模块的下方设置有上刀块安装部,上刀块安装部处设置有上刀块,上刀块的中间段部位设置有废料滑板,下基板的上侧两端均固定设置有直线滑轨,主体架的下侧两端设置有导向槽,主体架的内部设置有驱动电机,驱动电机的驱动端上固定设置有凸轮,主体架的底部开设有螺纹连接部,可以对其进行精确切割,自动化程度高,切割精度好,由以前的单向切割提升至双向切割,剪切效率提高。
附图说明
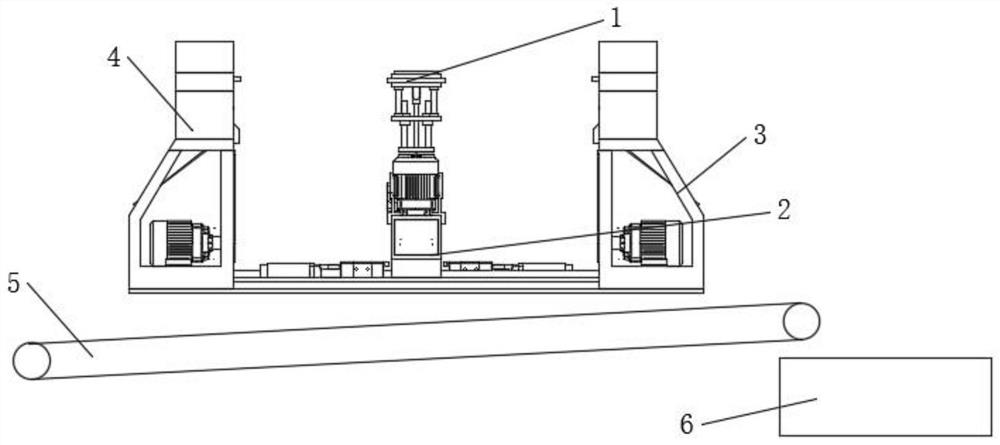
图1为本发明结构正视图;
图2为本发明结构俯视图;
图3为本发明结构示意图;
图4为本发明第二切割模块结构示意图;
图5为图3图中A处结构示意图。
图中:1、定位模块;2、定位模块下支架;3、第一切割模块;4、第二切割模块;41、主体架;42、上刀块安装部;43、上刀块;44、下刀块;45、下刀块安装部;46、下刀块安装板;47、导向槽;48、直线滑轨;49、下基板;410、驱动电机;411、凸轮;412、螺纹连接部;413、辅助定位模块;4131、驱动气缸;4132、连接块;4133、下齿条;4134、齿轮;4135、同步轴;4136、固定块;4137、配合滑槽块;4138、直线导轨;4139、圆柱定位杆;414、废料滑板;5、输送带;6、收集箱体;7、伺服驱动电机;8、连接固定块;9、转动丝杆。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
请参阅图1-5,本发明提供一种技术方案:一种新型冰箱内胆全自动切边设备,包括定位模块1、定位模块下支架2、第一切割模块3和第二切割模块4,所述定位模块1设置在定位模块下支架2上,所述定位模块下支架2的底部两侧分别滑动设置有第一切割模块3和第二切割模块4,所述第一切割模块3和第二切割模块4为结构相同构件,并且所述第一切割模块3和第二切割模块4为对称设置;
所述第二切割模块4包括主体架41和辅助定位模块413,所述辅助定位模块413设置在主体架41的上端处,所述辅助定位模块413包括固定在主体架41内侧中间段上的驱动气缸4131和固定在主体架41内部两侧的直线导轨4138,所述驱动气缸4131的运动端上固定设置有连接块4132,所述连接块4132的下侧设置有多个圆柱定位杆4139,所述连接块4132的内部转动设置有同步轴4135,所述连接块4132的两端依靠同步轴4135均固定设置有齿轮4134,所述连接块4132的两端下侧均固定设置有固定块4136,每个所述固定块4136的下侧固定设置有配合滑槽块4137,所述直线导轨4138与配合滑槽块4137之间相适配,所述下齿条4133与齿轮4134之间相啮合;
所述定位模块1、定位模块下支架2、第一切割模块3和第二切割模块4的下侧设置有输送带5,所述输送带5的输出端的下侧设置有收集箱体6,所述定位模块下支架2的下侧固定设置有连接固定块8,所述定位模块下支架2的下侧通过连接固定块8固定设置有伺服驱动电机7,所述伺服驱动电机7的驱动端通过联轴器设置有转动丝杆9,所述伺服驱动电机7、连接固定块8和转动丝杆9在定位模块下支架2的下侧设置有两组,并且一组所述伺服驱动电机7、连接固定块8和转动丝杆9相较于另一组伺服驱动电机7、连接固定块8和转动丝杆9为中心对称设置。
所述第二切割模块4还包括下刀块安装板46和下基板49,所述下刀块安装板46的两端设置有导向部,所述下刀块安装板46的上端上设置有下刀块安装部45,所述下刀块安装部45处设置有下刀块44,所述主体架41的上端位于辅助定位模块413的下方设置有上刀块安装部42,所述上刀块安装部42处设置有上刀块43,所述上刀块43的中间段部位设置有废料滑板414,所述下基板49的上侧两端均固定设置有直线滑轨48,所述主体架41的下侧两端设置有导向槽47,所述主体架41的内部设置有驱动电机410,所述驱动电机410的驱动端上固定设置有凸轮411,所述主体架41的底部开设有螺纹连接部412,所述导向槽47与下刀块安装板46两侧的导向部相适配,并且所述导向槽47设置在导向部内,所述主体架41的底部两侧设置有与下基板49相适配的安装部,并且所述主体架41通过安装部设置在下基板49上的直线滑轨48处,所述凸轮411的表面与下刀块安装板46的底部表面之间相接触,所述螺纹连接部412与转动丝杆9之间相适配,并且所述驱动电机410与伺服驱动电机7与外界电源之间电性连接。
一种新型冰箱内胆全自动切边设备的加工工艺,包括如下步骤:
步骤S1:启动定位模块1,让定位模块1沿着定位模块下支架2的方向进行运动,驱动到第一切割模块3和第二切割模块4之间;
步骤S2:启动定位模块下支架2下侧的两个伺服驱动电机7,让伺服驱动电机7上的转动丝杆9在伺服驱动电机7的驱动下进行旋转,转动丝杆9设置在第一切割模块3和第二切割模块4上的螺纹连接部412内,让第一切割模块3和第二切割模块4沿着下基板49上的直线滑轨48进行相向运动;
步骤S3:驱动辅助定位模块413,让辅助定位模块413内部的驱动气缸4131驱动,让其带动连接块4132上的圆柱定位杆4139进行运动,圆柱定位杆4139在齿轮4134和下齿条4133的啮合下,沿着配合滑槽块4137和直线导轨4138的方向伸出,将定位模块1上的冰箱内胆件进行固定;
步骤S4:主体架41内的驱动电机410启动,驱动电机410的启动带动凸轮411的转动,凸轮411的表面与下刀块安装板46的下部相接触,让下刀块安装板46沿着主体架41上的导向槽47进行上下位移,下刀块安装板46的位移与主体架41上的上刀块43之间相剪切,对定位模块1上的冰箱内胆件进行切边工作;
步骤S5:将切边后的废料从第一切割模块3和第二切割模块4上的废料滑板414处滑出,落至输送带5上,输送带5将废料运动至收集箱体6的内部,进行回收。
本发明在使用时,启动定位模块1,让定位模块1沿着定位模块下支架2的方向进行运动,驱动到第一切割模块3和第二切割模块4之间,启动定位模块下支架2下侧的两个伺服驱动电机7,让伺服驱动电机7上的转动丝杆9在伺服驱动电机7的驱动下进行旋转,转动丝杆9设置在第一切割模块3和第二切割模块4上的螺纹连接部412内,让第一切割模块3和第二切割模块4沿着下基板49上的直线滑轨48进行相向运动,驱动辅助定位模块413,让辅助定位模块413内部的驱动气缸4131驱动,让其带动连接块4132上的圆柱定位杆4139进行运动,圆柱定位杆4139在齿轮4134和下齿条4133的啮合下,沿着配合滑槽块4137和直线导轨4138的方向伸出,将定位模块1上的冰箱内胆件进行固定,主体架41内的驱动电机410启动,驱动电机410的启动带动凸轮411的转动,凸轮411的表面与下刀块安装板46的下部相接触,让下刀块安装板46沿着主体架41上的导向槽47进行上下位移,下刀块安装板46的位移与主体架41上的上刀块43之间相剪切,对定位模块1上的冰箱内胆件进行切边工作,将切边后的废料从第一切割模块3和第二切割模块4上的废料滑板414处滑出,落至输送带5上,输送带5将废料运动至收集箱体6的内部,进行回收。
在本发明的描述中,需要理解的是,术语“上”、“下”、“左”、“右”等指示方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以及特定的方位构造和操作,因此,不能理解为对本发明的限制。此外,“第一”、“第二”仅由于描述目的,且不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。因此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者多个该特征。本发明的描述中,除非另有说明,“多个”的含义是两个或两个以上。
- 一种新型冰箱内胆全自动切边设备及其加工工艺
- 一种多功能冰箱内胆切边机设备