一种自动上料的制袋机
文献发布时间:2023-06-19 19:33:46
技术领域
本发明涉及一种制袋机,尤其涉及一种自动上料的制袋机。
背景技术
制袋机就是制作各种塑料包装袋或其他材料包装袋的机器,其加工范围为各种大小厚薄规格不同的塑料或其他材料的包装袋。
现有的制袋机在制作塑料包装袋之前,一般需要由人工将一卷塑料膜套装在上料架上,然后将塑料膜的一端拉出,并将其依次绕过多个输送滚筒,如此能够通过多个输送滚筒将塑料膜张紧,然后将塑料膜的一端穿过热切组件,最后将其夹紧在尾架胶辊上,然后才能使用制袋机对塑料包装袋进行制作,这种操作存在以下几个缺点:
1、人工将塑料膜的一端依次绕过多个输送滚筒时,由于人工只能站在制袋机的一侧进行操作,如此,只能对塑料膜的一侧进行拉动,从而会使塑料膜的两侧受力不均匀,导致塑料膜容易发生位置偏移或发生褶皱,此时塑料膜难以平整的绕过输送滚筒,需要人工将塑料膜抹平,并调整塑料膜的位置,操作麻烦,影响工作效率。
2、制袋机的输送滚筒数量较多,人工将塑料膜的一端拉出,并将其依次绕过多个输送滚筒的操作较为麻烦,影响工作效率。
发明内容
为了克服人工将塑料膜的一端依次绕过多个输送滚筒的操作较为麻烦,影响工作效率的缺点,本发明的目的是提供一种能够提高工作效率的自动上料的制袋机。
本发明通过以下技术途径实现:
一种自动上料的制袋机,包括有制袋机本体、连接架、转动滚筒、绕线轮、拉绳、导向转轴、伺服电机、弹性绳和橡胶紧固件,安装架上连接有两组连接架,每组连接架上均转动式连接有转动滚筒,连接架上均转动式连接有绕线轮,转动滚筒、绕线轮和输送滚筒之间绕有两根拉绳,两根拉绳为前后对称设置,其中一组连接架上转动式连接有导向转轴,两根拉绳均绕有导向转轴,靠近导向转轴一侧的连接架上连接有伺服电机,靠近导向转轴一侧的转动滚筒通过联轴器与伺服电机的输出轴连接,以驱动该转动滚筒转动,两根拉绳之间连接有两根弹性绳,弹性绳可随拉绳进行转动,两个橡胶紧固件在两根弹性绳之间滑动,以对弹性绳进行限位,使弹性绳可夹住塑料膜的一端。
进一步的是,还包括有用于将塑料膜的一端自动送入两根弹性绳之间的送料机构,送料机构包括有支撑架、第一电动推杆、连接板、第二电动推杆、连接杆、斜板、驱动马达、旋转杆、夹紧板和转动组件,安装架上连接有两个支撑架,支撑架上均连接有第一电动推杆,连接板与第一电动推杆的伸缩杆连接,以驱动连接板进行左右移动,连接板上连接有两个第二电动推杆,连接杆与第二电动推杆的伸缩杆连接,以驱动连接杆进行升降,连接杆上连接有两个斜板,斜板随连接板往右运动可与塑料膜接触,连接杆上连接有驱动马达,连接杆上转动式连接有旋转杆,旋转杆与驱动马达的输出轴连接,以驱动旋转杆转动,旋转杆上连接有两个夹紧板,夹紧板与斜板一一对应,夹紧板可随旋转杆转动进行左右摆动,夹紧板往右摆动可与斜板夹紧塑料膜的一端,夹紧板往左摆动可松开塑料膜的一端,转动组件用于带动一卷塑料膜转动,以使斜板可将塑料膜的一端铲起。
进一步的是,转动组件包括有第一马达和摩擦轮,连接杆上连接有第一马达,第一马达的输出轴上连接有摩擦轮,以驱动摩擦轮转动,摩擦轮可随连接板往右运动与塑料膜接触。
进一步的是,还包括有用于将塑料膜的一端吹至搭在弹性绳上的吹风机构,吹风机构包括有鼓风机、支撑杆、出风管、送风管和软布,安装架上连接有鼓风机,支撑架上均连接有支撑杆,支撑杆上部之间连接有出风管,鼓风机的出风口处与出风管之间连通有送风管,以通过送风管往右吹风稳定塑料膜的一端,夹紧板与其对应的斜板之间均连接有软布,当夹紧板往左摆动时,可将软布展开,以将塑料膜的一端顶出至两根弹性绳之间。
进一步的是,还包括有用于存储多卷塑料膜的储料机构,储料机构包括有储料架、导料框、接料架、推料组件和橡胶卡杆,安装架上连接有用于存储多卷塑料膜的储料架,储料架上连通有导料框,导料框位于右侧的两根承料转轴正上方,安装架上连接有接料架,接料架位于右侧的两根承料转轴正下方,以使塑料膜可通过导料框往下掉落至接料架上,推料组件用于将塑料膜往左推动下料,储料架上连接有用于对塑料膜进行限位的橡胶卡杆。
进一步的是,推料组件包括有减速电机、旋转螺杆和推料板,储料架上连接有减速电机,储料架上转动式连接有旋转螺杆,旋转螺杆通过联轴器与减速电机的输出轴连接,以驱动旋转螺杆转动,推料板与储料架滑动连接并可左右滑动,推料板往左滑动可将塑料膜推动下料,推料板与旋转螺杆螺纹连接,以使旋转螺杆转动可带动推料板左右滑动。
进一步的是,还包括有用于收集塑料膜的卷筒的收集机构,收集机构包括有收集框和导料板,安装架上连接有收集框和导料板,导料板位于收集框左上方,且导料板位于接料架的正下方。
进一步的是,还包括有用于将塑料膜的一端压紧在收卷胶辊上的压紧机构,压紧机构包括有第三电动推杆、第二马达和夹紧杆,左侧的两根承料转轴上均连接有第三电动推杆,第二马达与第三电动推杆的伸缩杆连接,以驱动第二马达进行升降,夹紧杆与第二马达的输出轴连接,以驱动夹紧杆进行转动,且夹紧杆可随第二马达进行升降。
本发明对比现有技术来讲,具备以下优点:
1、本发明的拉绳依次绕过多个输送滚筒,然后通过两根弹性绳能够夹住塑料膜的一端,再通过拉绳带动弹性绳转动,即可使塑料膜的一端沿着拉绳的环绕轨迹进行移动,从而能够使塑料膜的一端自动绕过多个输送滚筒,无需人工操作,且塑料膜受力均匀,不会出现褶皱现象,提高工作效率。
2、本发明的夹紧板往右转动时,能够通过夹紧板和斜板夹住塑料膜的一端,再通过控制夹紧板和斜板往上运动,能够自动将塑料膜的一端放入两根弹性绳之间,无需人工操作,省时省力。
3、本发明的软布展开时,能够将塑料膜的一端顶出,同时,通过出风管往右吹风,能使塑料膜的一端搭在右侧的弹性绳上,如此,能在夹紧板松开塑料膜的一端时,防止塑料膜的一端发生掉落,保证两根弹性绳能够准确地夹住塑料膜的一端。
4、本发明的储料机构能够在塑料膜用完之后,自动对塑料膜进行上料更换,无需人工操作,提高工作效率。
附图说明
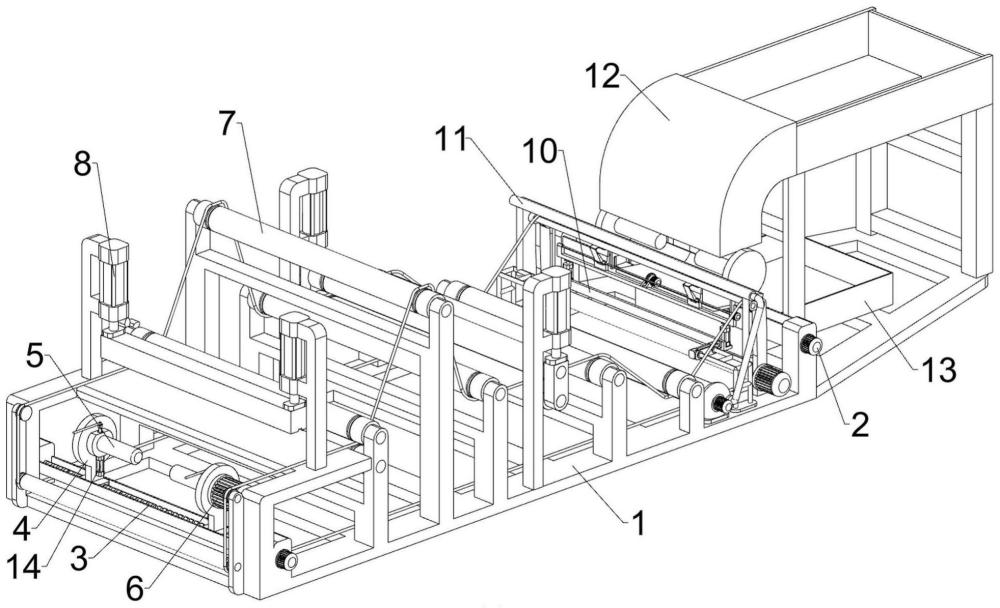
图1为本发明的立体结构示意图。
图2为本发明制袋机本体、连接架、转动滚筒、绕线轮、拉绳、导向转轴、伺服电机和弹性绳的立体结构示意图。
图3为本发明转动滚筒、绕线轮、拉绳、导向转轴、伺服电机、弹性绳和橡胶紧固件的立体结构示意图。
图4为本发明送料机构的第一种立体结构示意图。
图5为本发明送料机构的第二种立体结构示意图。
图6为本发明吹风机构的立体结构示意图。
图7为本发明斜板、夹紧板和软布的立体结构示意图。
图8为本发明储料机构的立体结构示意图。
图9为本发明储料机构的部分剖视结构示意图。
图10为本发明收集机构的立体结构示意图。
图11为本发明压紧机构的第一种立体结构示意图。
图12为本发明压紧机构的第二种立体结构示意图。
以上附图中:1_安装架,2_步进电机,3_双向丝杆,4_移动板,5_承料转轴,6_驱动电机,7_输送滚筒,8_热切组件,91_连接架,92_转动滚筒,93_绕线轮,94_拉绳,95_导向转轴,96_伺服电机,97_弹性绳,98_橡胶紧固件,10_送料机构,101_支撑架,102_第一电动推杆,103_连接板,104_第二电动推杆,105_连接杆,106_斜板,107_驱动马达,108_旋转杆,109_夹紧板,1010_第一马达,1011_摩擦轮,11_吹风机构,111_鼓风机,112_支撑杆,113_出风管,114_送风管,115_软布,12_储料机构,121_储料架,122_导料框,123_接料架,124_减速电机,125_旋转螺杆,126_推料板,127_橡胶卡杆,13_收集机构,131_收集框,132_导料板,14_压紧机构,141_第三电动推杆,142_第二马达,143_夹紧杆。
具体实施方式
为使本发明的目的、技术方案和优点更加清楚,下面将结合附图对本发明作进一步地详细描述。仅此声明,本发明在文中出现或即将出现的上、下、左、右、前、后、内、外等方位用词,仅以本发明的附图为基准,其并不是对本发明的具体限定,本文中为零部件所编序号本身,例如:第一、第二等,仅用于区分所描述的对象,不具有任何顺序或技术含义。而本申请所说如:连接、联接,如无特别说明,均包括直接和间接连接(联接)。
实施例1
一种自动上料的制袋机,如图1-图3所示,包括有制袋机本体,制袋机本体包括有安装架1、步进电机2、双向丝杆3、移动板4、承料转轴5、驱动电机6、输送滚筒7和热切组件8,安装架1的左右两侧均栓接有步进电机2,步进电机2的输出轴上均通过联轴器连接有双向丝杆3,双向丝杆3与安装架1转动式连接,双向丝杆3上的前后两侧均螺纹式连接有移动板4,移动板4与安装架1滑动式连接,移动板4相互靠近的一侧均转动式连接有承料转轴5,左前侧的移动板4上栓接有驱动电机6,驱动电机6的输出轴与左前侧的承料转轴5通过联轴器连接,安装架1上转动式连接有多根输送滚筒7,安装架1安装有热切组件8,如图2和图3所示,还包括有连接架91、转动滚筒92、绕线轮93、拉绳94、导向转轴95、伺服电机96、弹性绳97和橡胶紧固件98,安装架1左右两侧均前后对称焊接有连接架91,左侧的连接架91下部之间转动式连接有转动滚筒92,右侧的连接架91下部之间也转动式连接有转动滚筒92,连接架91上部均转动式连接有绕线轮93,转动滚筒92、绕线轮93和输送滚筒7之间绕有两根拉绳94,两根拉绳94为前后对称设置,右侧的连接架91上部之间转动式连接有导向转轴95,两根拉绳94均绕有导向转轴95,右前侧的连接架91下部连接有伺服电机96,右侧的转动滚筒92与伺服电机96的输出轴通过联轴器连接,两根拉绳94之间连接有两根弹性绳97,两根弹性绳97可夹住塑料膜的一端,当拉绳94带动弹性绳97转动时,可带动塑料膜的一端转动,使塑料膜的一端自动绕过多根输送滚筒7,两根弹性绳97之间前后对称滑动式套有橡胶紧固件98。
首先通过步进电机2驱动双向丝杆3转动,带动移动板4和承料转轴5往相互远离的一侧运动,然后将一卷塑料膜放置在右侧的两根承料转轴5之间,再将一个收卷胶辊放置在左侧的两根承料转轴5之间,然后通过步进电机2驱动双向丝杆3反转,带动移动板4和承料转轴5往相互靠近的一侧运动,右侧的两根承料转轴5能够插入塑料膜的卷筒中,固定塑料膜的位置,左侧的两根承料转轴5能够插入收卷胶辊内,固定收卷胶辊的位置,然后人工将橡胶紧固件98前后移动,调整至合适位置,再将塑料膜的一端拉出,并将其放置在两根弹性绳97之间,两根弹性绳97会夹住塑料膜的一端,然后通过伺服电机96驱动左侧的转动滚筒92转动,从而能够带动绕线轮93、拉绳94和导向转轴95转动,绕线轮93和导向转轴95均对拉绳94进行导向,拉绳94能够带动弹性绳97转动,弹性绳97带动塑料膜的一端移动,使塑料膜的一端能够沿着拉绳94的环绕轨迹进行移动,从而能够使塑料膜的一端自动绕过多个输送滚筒7,且穿过热切组件8下方,如此无需人工对塑料膜进行上料,省时省力,提高工作效率,然后人工将塑料膜的一端从两根弹性绳97之间取出,再将其绕在收卷胶辊上,再通过驱动电机6驱动左侧的承料转轴5间歇性转动,能够带动收卷胶辊间歇性转动,对塑料膜进行间歇性收卷,通过热切组件8对塑料膜进行间歇性热切,即可完成制袋工作。
实施例2
在实施例1的基础之上,如图1、图4和图5所示,还包括有送料机构10,送料机构10包括有支撑架101、第一电动推杆102、连接板103、第二电动推杆104、连接杆105、斜板106、驱动马达107、旋转杆108、夹紧板109、第一马达1010和摩擦轮1011,安装架1上前后对称焊接有支撑架101,支撑架101上部均栓接有第一电动推杆102,第一电动推杆102的伸缩杆之间连接有连接板103,连接板103的前后两侧均栓接有第二电动推杆104,第二电动推杆104的伸缩杆之间连接有连接杆105,连接杆105上的前后两侧均焊接有斜板106,连接杆105前侧栓接有驱动马达107,连接杆105上转动式连接有旋转杆108,旋转杆108与驱动马达107的输出轴连接,旋转杆108上的前后两侧均连接有夹紧板109,夹紧板109与斜板106一一对应,夹紧板109往右转动可与斜板106配合将塑料膜的一端夹住,连接杆105中部连接有第一马达1010,第一马达1010的输出轴上连接有摩擦轮1011。
当右侧的承料转轴5固定住塑料膜的位置后,可通过第一电动推杆102驱动连接板103往右运动,带动斜板106和摩擦轮1011往右运动,使斜板106和摩擦轮1011均与塑料膜接触,然后通过第一马达1010驱动摩擦轮1011转动,在摩擦力的作用下,摩擦轮1011能够带动一卷塑料膜转动,当塑料膜的一端与斜板106接触时,斜板106会将塑料膜的一端铲起,此时,可通过驱动马达107驱动旋转杆108转动,带动夹紧板109往右转动,使夹紧板109和斜板106夹住塑料膜的一端,然后通过第一电动推杆102驱动连接板103往左运动复位,带动斜板106和摩擦轮1011往左运动复位,从而能够将塑料膜的一端往左拉出,再通过第二电动推杆104驱动连接杆105往上运动,即可带动夹紧板109和斜板106往上运动,再通过驱动马达107驱动旋转杆108反转,带动夹紧板109往左转动松开塑料膜的一端,从而能够自动将塑料膜的一端放入两根弹性绳97之间,无需人工操作,提高工作效率。
如图1、图6和图7所示,还包括有吹风机构11,吹风机构11包括有鼓风机111、支撑杆112、出风管113、送风管114和软布115,安装架1上栓接有鼓风机111,支撑架101顶部均焊接有支撑杆112,支撑杆112上部之间连接有出风管113,出风管113往右吹风时,可将塑料膜的一端往右吹动搭在右侧的弹性绳97上,鼓风机111的出风口处与出风管113之间连通有送风管114,夹紧板109与其对应的斜板106之间均连接有软布115,软布115展开时,可将塑料膜的一端往上顶出。
当夹紧板109往右转动夹住塑料膜的一端时,在重力的作用下,软布115会下垂,不影响夹紧板109和斜板106夹住塑料膜的一端,当夹紧板109往左转动松开塑料膜的一端时,会将软布115绷直展开,使软布115将塑料膜的一端往上顶出,同时,可通过鼓风机111、送风管114和出风管113往右吹风,将塑料膜的一端往右吹动,使塑料膜的一端搭在右侧的弹性绳97上,从而能够在夹紧板109松开塑料膜的一端时,防止塑料膜的一端发生掉落,使两根弹性绳97能够准确地夹住塑料膜的一端。
如图1、图8和图9所示,还包括有储料机构12,储料机构12包括有储料架121、导料框122、接料架123、减速电机124、旋转螺杆125、推料板126和橡胶卡杆127,安装架1的顶部右侧焊接有储料架121,储料架121左侧上部连通有导料框122,导料框122位于右侧的两根承料转轴5正上方,安装架1上焊接有接料架123,接料架123位于右侧的两根承料转轴5正下方,储料架121内的塑料膜可掉落至接料架123上,使塑料膜位于右侧的两根承料转轴5之间,达到对塑料膜进行自动上料的目的,储料架121上部栓接有减速电机124,储料架121上部转动式连接有旋转螺杆125,旋转螺杆125与减速电机124的输出轴通过联轴器连接,旋转螺杆125上螺纹式连接有推料板126,推料板126与储料架121滑动式连接,储料架121上连接有橡胶卡杆127,如图1和图10所示,还包括有收集机构13,收集机构13包括有收集框131和导料板132,安装架1上连接有收集框131和导料板132,导料板132位于收集框131左侧,且导料板132位于接料架123的正下方。
在使用该装置时,可将多卷塑料膜放置在储料架121上,橡胶卡杆127能够挡住最左侧的塑料膜,对塑料膜进行限位,当右侧的两根承料转轴5之间的塑料膜用完之后,可控制右侧的两根承料转轴5往相互远离的一侧运动,使塑料膜的卷筒往下掉落至导料板132上,并往右滚落至收集框131中进行收集,然后通过减速电机124驱动旋转螺杆125转动,带动推料板126往左运动,推料板126能够推动多卷塑料膜往左滚动,使最左侧的塑料膜通过导料框122往下掉落至接料架123上,橡胶卡杆127能够挡住其余的塑料膜,然后控制右侧的两根承料转轴5往相互靠近的一侧运动,即可使右侧的两根承料转轴5能够插入塑料膜的卷筒中,固定塑料膜的位置,如此,能够自动对塑料膜进行上料更换,无需人工操作,提高工作效率。
如图1、图11和图12所示,还包括有压紧机构14,压紧机构14包括有第三电动推杆141、第二马达142和夹紧杆143,左侧的两根承料转轴5上均栓接有第三电动推杆141,第三电动推杆141的伸缩杆上连接有第二马达142,第二马达142的输出轴上均连接有夹紧杆143,夹紧杆143往下运动时,能够将塑料膜的一端压在收卷胶辊上,当弹性绳97带动塑料膜的一端穿过热切组件8下方后,塑料膜的一端会位于收卷胶辊的上方,此时可通过第三电动推杆141驱动第二马达142和夹紧杆143往上运动,再通过第二马达142驱动夹紧杆143往相互靠近的一侧转动90度,使夹紧杆143位于塑料膜的一端上方,然后通过第三电动推杆141驱动第二马达142和夹紧杆143往下运动,夹紧杆143会将塑料膜的一端往下压,并将塑料膜的一端压在收卷胶辊上,如此,无需人工将塑料膜的一端绕在收卷胶辊上,省时省力。
尽管已经仅相对于有限数量的实施方式描述了本公开,但是受益于本公开的本领域技术人员将理解,在不脱离本发明的范围的情况下,可以设计各种其他实施方式。因此,本发明的范围应仅由所附权利要求限制。