外观部件、家用电器、模具及其开模方法
文献发布时间:2023-06-19 19:37:02
技术领域
本发明涉及家用电器技术领域,具体而言,涉及一种外观部件、家用电器、模具及其开模方法。
背景技术
生活电器产品目前向“轻、薄、小”方向发展越来越快,而注塑件在生活电器产品上应用广泛,注塑件壁厚呈现逐年减薄趋势明显,已受到行业高度关注,对产品降本和“双碳”目标都具有重要意义。
然而,目前生活电器外观件壁厚普遍为2.2mm至2.5mm,继续减薄将会面临两方面难题:
外观质量缺陷,如白纹,缩水,厚薄印、应力痕、翘曲变形等;
成型质量缺陷,如缺料,包胶困气等。
发明内容
本发明的主要目的在于提供一种外观部件、家用电器、模具及其开模方法,以解决现有技术中的减薄外观部件壁厚造成的外观质量缺陷的问题。
为了实现上述目的,根据本发明的第一个方面,提供了一种外观部件,外观部件为通过模具注塑成型的注塑件,模具包括定模和动模,外观部件具有相对设置的第一表面和第二表面,第一表面为外观面,第一表面上设置有凹陷结构,凹陷结构包括凹槽和/或由第一表面延伸至第二表面的通孔,凹陷结构的深度为H;当H≥15mm时,第二表面上设置有通过设置于动模的成型部成型的固定凸起,固定凸起凸出于第二表面设置,固定凸起用于限制外观部件在模具开模时沿出模方向上的移动。
进一步地,当H≤5mm时,通孔包括通过定模成型的第一孔壁和通过动模成型的第二孔壁,第一孔壁和第二孔壁由第一表面至第二表面的方向上依次设置;第一孔壁和通孔的轴线之间的夹角为a,第二孔壁和通孔的轴线之间的夹角为b;其中,a≥b+3°。
进一步地,第一孔壁沿通孔的轴向方向上的长度为1/3H,第二孔壁沿通孔的轴向方向上的长度为2/3H;其中,通孔的轴向方向为凹陷结构的深度方向。
进一步地,当5mm<H<15mm时,凹槽的槽底在模具的分型面上的第一投影位于凹槽的开口在模具的分型面上的第二投影内,第一投影和第二投影之间的最小距离c大于或等于1mm。
进一步地,外观部件的平均料厚小于或等于2.2mm。
根据本发明的第二个方面,提供了一种家用电器,包括外观部件,外观部件的外观面形成家用电器的至少部分外观面,外观部件为上述的外观部件。
根据本发明的第三个方面,提供了一种模具,包括定模、动模、和成型部,动模、定模和成型部共同形成用于成型上述的外观部件的型腔。
进一步地,成型部为斜顶,斜顶穿设在动模内并相对动模可活动地设置。
进一步地,成型部为滑块,滑块可活动地设置于动模;滑块上设置有滑道,定模上设置有滑杆,滑杆可滑动地设置在滑道内,以在定模移动时通过滑杆带动滑块移动,以使滑块与外观部件的固定凸起分离。
进一步地,模具还包括分流道板、水口板和镶针,水口板设置在分流道板和定模之间;镶针分别与分流道板和水口板连接,镶针穿过定模后插设在动模内,镶针用于成型外观部件的凹陷结构。
进一步地,模具还包括顶出系统,顶出系统的至少部分可活动地设置,以顶出动模上的外观部件,以使外观部件与动模分离。
根据本发明的第四个方面,提供了一种模具的开模方法,适用于上述的模具,模具的开模方法包括:将模具的定模与动模分离;将模具的成型部与外观部件分离;将外观部件与动模分离。
进一步地,在将模具的定模与动模分离之前,模具的开模方法还包括:使模具的分流道板和水口板同步运动,以使水口板与定模分离,以使模具的镶针缩模。
进一步地,将模具的定模与动模分离的方法包括:控制分流道板、水口板和定模同步运动,以使定模和镶针分别与动模分离。
进一步地,将外观部件与动模分离的方法包括:模具的顶出系统的至少部分顶出外观部件,以使外观部件与动模分离。
应用本发明的技术方案,外观部件为注塑件,外观部件具有相对设置的第一表面和第二表面,第一表面为外观面,第一表面上设置有凹陷结构,凹陷结构的深度为H;当H≥15mm时,第二表面上设置有通过设置于动模的成型部成型的固定凸起,固定凸起凸出于第二表面设置,固定凸起用于限制外观部件在模具开模时沿出模方向上的移动。该外观部件通过设置固定凸起规避了由于凹陷结构粘定模侧,动、定模开模过程,孔位与外观面形成弯曲变形,导致开模瞬间外观面撞击定模侧,出现拖伤外观表面问题,进而避免产生白纹,解决了减薄外观部件壁厚造成的外观质量缺陷的问题。
附图说明
构成本申请的一部分的说明书附图用来提供对本发明的进一步理解,本发明的示意性实施例及其说明用于解释本发明,并不构成对本发明的不当限定。在附图中:
图1示出了根据本发明的外观部件的实施例的一个角度的示意图;
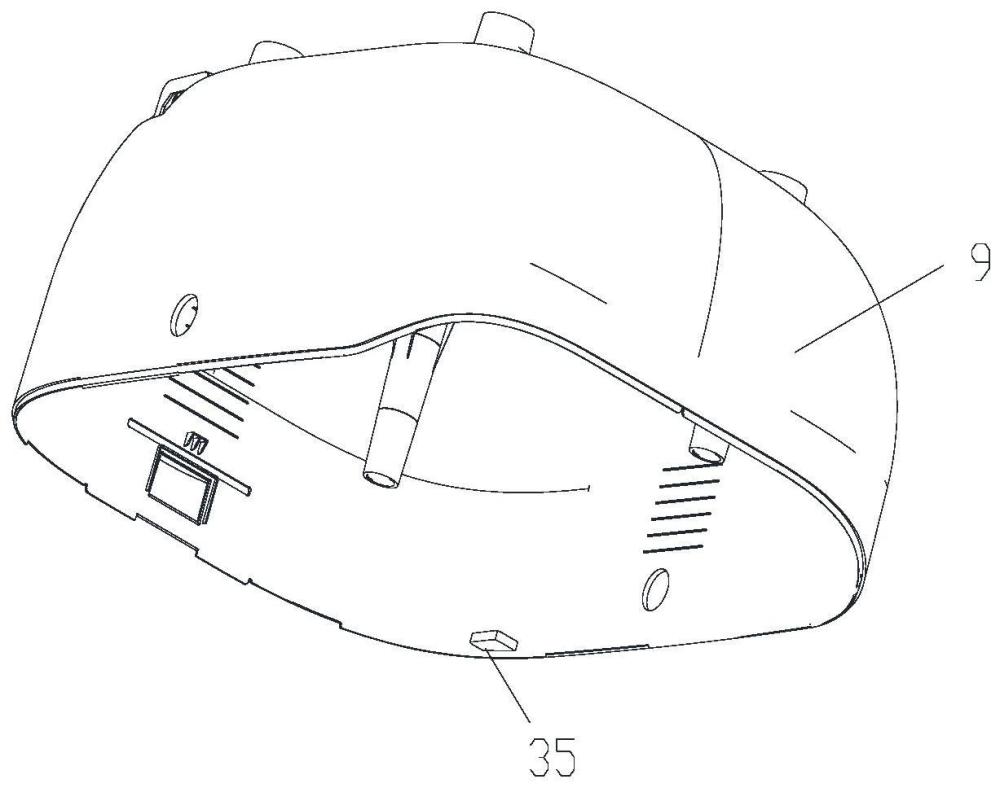
图2示出了根据本发明的外观部件的实施例的另一个角度的示意图;
图3示出了根据本发明的外观部件的实施例的剖视图;
图4示出了根据本发明的模具的定模和动模的正视图;
图5示出了根据本发明的模具的定模和动模的剖视图;
图6示出了图5中的A处的局部放大图;
图7示出了图5中的B处的局部放大图;
图8示出了根据本发明的模具(合模)的成型部的一个实施例的剖视图;
图9示出了根据本发明的模具(开模)的成型部的一个实施例的剖视图;
图10示出了图9中的C处的局部放大图;
图11示出了根据本发明的模具(合模)的成型部的另一个实施例的剖视图;
图12示出了根据本发明的模具(开模)的成型部的另一个实施例的剖视图;
图13示出了图12中的D处的局部放大图;
图14示出了根据本发明的模具的实施例合模时的剖视图;
图15示出了根据本发明的模具的镶针缩模时的剖视图;
图16示出了根据本发明的模具的定模与动模分离的剖视图;
图17示出了根据本发明的模具的动模与外观部件分离的剖视图。
其中,上述附图包括以下附图标记:
1、定模;2、动模;4、成型部;5、分流道板;6、水口板;7、镶针;8、顶出系统;9、外观部件;11、滑杆;31、第一表面;32、第二表面;33、凹槽;34、通孔;341、第一孔壁;342、第二孔壁;35、固定凸起;41、滑道。
具体实施方式
需要说明的是,在不冲突的情况下,本申请中的实施例及实施例中的特征可以相互组合。下面将参考附图并结合实施例来详细说明本发明。
应该指出,以下详细说明都是例示性的,旨在对本申请提供进一步的说明。除非另有指明,本文使用的所有技术和科学术语具有与本申请所属技术领域的普通技术人员通常理解的相同含义。
需要注意的是,这里所使用的术语仅是为了描述具体实施方式,而非意图限制根据本申请的示例性实施方式。如在这里所使用的,除非上下文另外明确指出,否则单数形式也意图包括复数形式,此外,还应当理解的是,当在本说明书中使用术语“包含”和/或“包括”时,其指明存在特征、步骤、操作、器件、组件和/或它们的组合。
本发明提供了一种外观部件,请参考图1至图3,外观部件为通过模具注塑成型的注塑件,模具包括定模1和动模2,外观部件具有相对设置的第一表面31和第二表面32,第一表面31为外观面,第一表面31上设置有凹陷结构,凹陷结构包括凹槽33和/或由第一表面31延伸至第二表面32的通孔34,凹陷结构的深度为H;当H≥15mm时,第二表面32上设置有通过设置于动模2的成型部4成型的固定凸起35,固定凸起35凸出于第二表面32设置,固定凸起35用于限制外观部件在模具开模时沿出模方向上的移动。
本发明的外观部件为注塑件,外观部件具有相对设置的第一表面31和第二表面32,第一表面31为外观面,第一表面31上设置有凹陷结构,凹陷结构的深度为H;当H≥15mm时,第二表面32上设置有通过设置于动模2的成型部4成型的固定凸起35,固定凸起35凸出于第二表面32设置,固定凸起35用于限制外观部件在模具开模时沿出模方向上的移动。该外观部件通过设置固定凸起35规避了由于凹陷结构粘定模侧,动、定模开模过程,孔位与外观面形成弯曲变形,导致开模瞬间外观面撞击定模侧,出现拖伤外观表面问题,进而避免产生白纹,解决了减薄外观部件壁厚造成的外观质量缺陷的问题。
其中,固定凸起35为外观部件的一部分。
需要说明的是,在外观部件应用于家用电器上时,外观面为家用电器的外观的组成部分,即外观面是暴露在应用环境中可以被用户看到的表面;非外观面位于家用电器的内部,即非外观面是隐藏在家用电器内部不会被用户看到的表面。
需要说明的是,出模方向为外观部件注塑成型时的出模方向,如图5中的上下方向。
具体地,外观部件的平均料厚小于或等于2.2mm。在该数值范围下,需要避免减薄外观部件壁厚所造成的外观质量缺陷。
进一步地,外观部件的平均料厚小于或等于2mm。在该数值范围下,更需要避免减薄外观部件壁厚所造成的外观质量缺陷。
具体地,当H≤5mm时,通孔34包括通过定模1成型的第一孔壁341和通过动模2成型的第二孔壁342,第一孔壁341和第二孔壁342由第一表面31至第二表面32的方向上依次设置;第一孔壁341和通孔34的轴线之间的夹角为a,第二孔壁342和通孔34的轴线之间的夹角为b;其中,a≥b+3°。这样的设置能够避免开模时拖伤外观面,避免产生白纹。需要说明的是,a≥b+3°的限制适用于H≤5mm的通孔。
具体地,当H≤5mm时,第一孔壁341沿通孔34的轴向方向上的长度为1/3H,第二孔壁342沿通孔34的轴向方向上的长度为2/3H;其中,通孔34的轴向方向为凹陷结构的深度方向。这样的设置能够避免开模时拖伤外观面,避免产生白纹。需要说明的是,第一孔壁341沿通孔34的轴向方向上的长度为1/3H,第二孔壁342沿通孔34的轴向方向上的长度为2/3H的限制适用于H≤5mm的通孔。
具体地,通孔34用于装配要求或功能要求,通孔34至少部分周圈设有筋条,为通孔34提供结构加强。
具体地,当5mm<H<15mm时,凹槽33的槽底在模具的分型面上的第一投影位于凹槽33的开口在模具的分型面上的第二投影内,第一投影和第二投影之间的最小距离c大于或等于1mm。这样的设置能够避免开模时拖伤外观面,避免产生白纹。
需要说明的是,当5mm<H<15mm时,若外观部件无法满足c≥1mm时,第二表面32上设置有通过设置于动模2的成型部4成型的固定凸起35,固定凸起35凸出于第二表面32设置,固定凸起35用于限制外观部件在模具开模时沿出模方向上的移动。
具体地,凹槽的槽壁成大致管状,凹槽的槽底有开孔或无开孔。
可选地,外观部件包括至少两个凹陷结构,至少两个凹陷结构包括通孔34和/或凹槽33。本发明还提供了一种家用电器,包括外观部件9,外观部件9的外观面形成家用电器的至少部分外观面,其中,外观部件9为上述实施例中的外观部件。
本发明还提供了一种模具,请参考图4至图13,其中,包括定模1、动模2、和成型部4,动模2、定模1和成型部4共同形成用于成型上述实施例中的外观部件的型腔。
具体地,成型部4为斜顶,斜顶穿设在动模2内并相对动模2可活动地设置。具体实施时,通过可活动的斜顶使得斜顶与固定凸起分离,设置斜顶适用于外观部件的凹陷结构深度H≥15mm的情况。
具体地,成型部4为滑块,滑块可活动地设置于动模2;滑块上设置有滑道41,定模1上设置有滑杆11,滑杆11可滑动地设置在滑道41内,以在定模1移动时通过滑杆11带动滑块移动,以使滑块与外观部件9的固定凸起35分离。具体实施时,通过可活动的滑块使得滑块与固定凸起分离,设置滑块适用于外观部件的凹陷结构深度H≥15mm的情况。
具体地,滑道41沿第一延伸方向延伸,第一延伸方向与出模方向之间的夹角大于0度小于90度。
具体地,模具还包括分流道板5、水口板6和镶针7,水口板6设置在分流道板5和定模1之间;镶针7分别与分流道板5和水口板6连接,镶针7穿过定模1后插设在动模2内,镶针7用于成型外观部件9的凹陷结构。
具体地,模具还包括顶出系统8,顶出系统8的至少部分可活动地设置,以顶出动模2上的外观部件,以使外观部件9与动模2分离。
本发明还提供了一种模具的开模方法,请参考图14至图17,其中,适用于上述实施例中的模具,模具的开模方法包括:
将模具的定模1与动模2分离;
将模具的成型部4与外观部件9分离;
将外观部件与动模2分离。
具体实施时,在将模具的定模1与动模2分离后,将模具的成型部4与外观部件9的固定凸起分离;最后将外观部件9与动模2分离。模具采用成型部4拉住固定凸起,防止外观部件弯曲变形撞击定模侧,进而避免外观面产生白纹。
具体地,在将模具的定模1与动模2分离之前,模具的开模方法还包括:使模具的分流道板5和水口板6同步运动,以使水口板6与定模1分离,以使模具的镶针7缩模。
具体实施时,先行缩镶针7,防止凹陷结构处局部粘模。
具体地,将模具的定模1与动模2分离的方法包括:控制分流道板5、水口板6和定模1同步运动,以使定模1和镶针7分别与动模2分离。
具体地,将外观部件与动模2分离的方法包括:模具的顶出系统8的至少部分顶出外观部件9,以使外观部件9与动模2分离。
从以上的描述中,可以看出,本发明上述的实施例实现了如下技术效果:
本发明的外观部件为注塑件,外观部件具有相对设置的第一表面31和第二表面32,第一表面31为外观面,第一表面31上设置有凹陷结构,凹陷结构的深度为H;当H≥15mm时,第二表面32上设置有通过设置于动模2的成型部4成型的固定凸起35,固定凸起35凸出于第二表面32设置,固定凸起35用于限制外观部件在模具开模时沿出模方向上的移动。该外观部件通过设置固定凸起35规避了由于凹陷结构粘定模侧,动、定模开模过程,孔位与外观面形成弯曲变形,导致开模瞬间外观面撞击定模侧,出现拖伤外观表面问题,进而避免产生白纹,解决了减薄外观部件壁厚造成的外观质量缺陷的问题。
需要说明的是,本申请的说明书和权利要求书及上述附图中的术语“第一”、“第二”等是用于区别类似的对象,而不必用于描述特定的顺序或先后次序。应该理解这样使用的数据在适当情况下可以互换,以便这里描述的本申请的实施方式例如能够以除了在这里图示或描述的那些以外的顺序实施。此外,术语“包括”和“具有”以及他们的任何变形,意图在于覆盖不排他的包含,例如,包含了一系列步骤或单元的过程、方法、系统、产品或设备不必限于清楚地列出的那些步骤或单元,而是可包括没有清楚地列出的或对于这些过程、方法、产品或设备固有的其它步骤或单元。
为了便于描述,在这里可以使用空间相对术语,如“在……之上”、“在……上方”、“在……上表面”、“上面的”等,用来描述如在图中所示的一个器件或特征与其他器件或特征的空间位置关系。应当理解的是,空间相对术语旨在包含除了器件在图中所描述的方位之外的在使用或操作中的不同方位。例如,如果附图中的器件被倒置,则描述为“在其他器件或构造上方”或“在其他器件或构造之上”的器件之后将被定位为“在其他器件或构造下方”或“在其他器件或构造之下”。因而,示例性术语“在……上方”可以包括“在……上方”和“在……下方”两种方位。该器件也可以其他不同方式定位(旋转90度或处于其他方位),并且对这里所使用的空间相对描述作出相应解释。
以上所述仅为本发明的优选实施例而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
- 上模四次下模两次开模结构复合瓶盖注塑模具
- 一种长条形复合材料工件的成型模具及开合模方法
- 伞阀用模具、成型设备及其开模方法
- 外观部件、家用电器及模具
- 外观部件、家用电器及模具