一种氨纶包覆丝及其制备工艺
文献发布时间:2024-01-17 01:27:33
技术领域
本发明涉及包覆丝领域,特别涉及一种氨纶包覆丝及其制备工艺。
背景技术
氨纶或者锦纶原丝为长条状的未牵伸丝,经过加弹机加捻变形后会成为具有蓬松性和卷曲性的变形丝,而氨纶丝具有其他纤维所无法比拟的超级弹力。将涤纶或锦纶变形后作为外层包覆在氨纶丝的表面,就形成了内在具有弹力,外表蓬松柔软的氨纶包覆丝。用氨纶包覆丝作为原料织出的布,如双面弹、四面弹等,手感手软、弹性好,深受服装领域的青睐。随着市场对纤维原材料要求越来越高,在传统的包覆丝,一般由一个包覆芯和一个包覆丝线组成,将包覆丝线缠绕于包覆芯的外部,从而便可实现对包覆丝的生产,但是这种包覆丝只能生产出单一颜色的丝线,颜色较为单一,使用美观度不够。
发明内容
本发明的目的在于提供一种氨纶包覆丝及其制备工艺,以解决上述背景技术中提出的问题。
为实现上述目的,本发明提供如下技术方案:一种氨纶包覆丝,氨纶包覆丝以氨纶作为包覆芯,所述包覆丝包括第一包覆丝线和第二包覆丝线,所述第一包覆丝线和第二包覆丝线均缠绕在包覆芯的外侧;
所述包覆芯包括芯丝和复合包覆层,多个所述芯丝包裹于复合包覆层的内部,且多个所述芯丝呈平行设置。
优选的,所述复合包覆层包括第一包覆层、抗菌层和第三包覆层,所述第一包覆层涂覆于芯丝的外部,所述抗菌层涂覆于第一包覆层的外部,所述第三包覆层涂覆于抗菌层的外部。
优选的,所述第一包覆丝线和第二包覆丝线的缠绕方向相同,所述第一包覆丝线和第二包覆丝线的单位长度包缠圈数相同,且呈并排包缠状态,所述第一包覆丝线和第二包覆丝线为超细旦锦纶丝束。
优选的,所述第一包覆丝线和第二包覆丝线均以S向包覆芯包缠。
优选的,包覆丝生产工艺包括以下几个步骤:
本发明还提供了一种氨纶包覆丝的制备工艺,包括以下具体使用步骤:
S1,原料准备:选用多个芯丝组成氨纶长丝束,并放入长丝架,经张力定位装置穿入模具;
S2,挤出:将功能性树脂母粒加入料斗,经螺杆挤出机加热、塑化、熔融后送入模具,然后由牵引盘带动氨纶长丝束经过模头进行包覆,通过螺杆式挤出机进行加热加压,形成特定直径和长度的包覆芯;
S3,固化:将挤出的包覆芯线置于恒温的环境中,进行自然氧化硬化,使其固化,也可以进行烟熏或辐射固化加速固化过程;
S4,绕丝:将固化好的包覆芯线通过铝制丝架,按照技术参数进行清洗、上胶,然后将第一包覆丝线和第二包覆丝线并排以S向包覆芯包缠,绕制成氨纶包覆丝;
S5,包装:经冷却、除水、除雾后收卷,将绕好的氨纶包覆丝按照数量和长度包装好,进行悬挂或装箱贮存。
优选的,在步骤S5中,冷却水的温度为10℃—16℃,冷却后的包覆丝采用温度50—60℃的热风除水,后进入干燥箱除雾。
优选的,在步骤S1中,所述由张力定位装置上的张力器提供20—40cN的恒定张力。
本发明的技术效果和优点:
本发明利用第一包覆丝线和第二包覆丝线相配合的设置方式,通过将第一包覆丝线和第二包覆丝线并排缠绕于包覆芯上,只要将第一包覆丝线和第二包覆丝线分别染成不同颜色,这就使得缠绕在包覆芯外部的第一包覆丝线和第二包覆丝线呈现双色缠绕的状态,颜色配比更加多样化。
附图说明
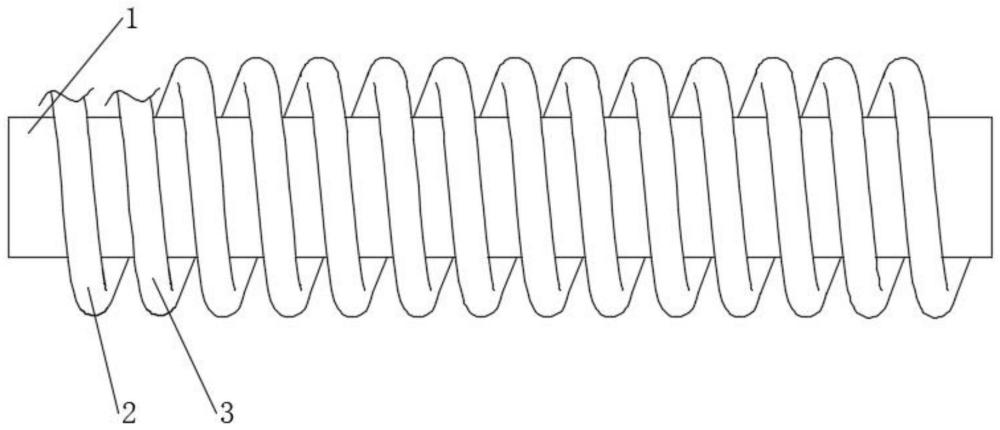
图1为本发明包覆丝正面结构示意图。
图2为本发明包覆丝剖面结构示意图。
图中:1、包覆芯;11、芯丝;12、第一包覆层;13、抗菌层;14、第三包覆层;2、第一包覆丝线;3、第二包覆丝线。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
本发明提供了如图1-2所示的一种氨纶包覆丝,氨纶包覆丝以氨纶作为包覆芯1,包覆丝包括第一包覆丝线2和第二包覆丝线3,第一包覆丝线2和第二包覆丝线3均缠绕在包覆芯1的外侧;
包覆芯1包括芯丝11和复合包覆层,多个芯丝11包裹于复合包覆层的内部,且多个芯丝11呈平行设置,多个芯丝11组成束状,增加氨纶包覆丝整体的强度,通过复合包覆层涂覆在芯丝11的外部,从而便于对芯丝11的保护。
进一步的,复合包覆层包括第一包覆层12、抗菌层13和第三包覆层14,第一包覆层12涂覆于芯丝11的外部,抗菌层13涂覆于第一包覆层12的外部,第三包覆层14涂覆于抗菌层13的外部,第三包覆层14便于对抗菌层13进行保护,通过第一包覆层12与第三包覆层14之间的配合,便于对抗菌层13的填充,实现对抗菌层13的保护,抗菌层13内部填充有竹炭纤维和抗菌颗粒,抗菌颗粒浸泡过抗菌剂,以增加包覆丝的抗菌能力。
进一步的,第一包覆丝线2和第二包覆丝线3的缠绕方向相同,第一包覆丝线2和第二包覆丝线3的单位长度包缠圈数相同,且呈并排包缠状态,通过将第一包覆丝线2和第二包覆丝线3并排缠绕于包覆芯1上,只要将第一包覆丝线2和第二包覆丝线3分别染成不同颜色,这就使得缠绕在包覆芯1外部的第一包覆丝线2和第二包覆丝线3呈现双色缠绕的状态,颜色配比更加多样化,第一包覆丝线2和第二包覆丝线3为超细旦锦纶丝束。
进一步的,第一包覆丝线2和第二包覆丝线3均以S向包覆芯1包缠。
进一步的,包覆丝生产工艺包括以下几个步骤:
本发明还提供了一种氨纶包覆丝的制备工艺,包括以下具体使用步骤:
S1,原料准备:选用多个芯丝11组成氨纶长丝束,并放入长丝架,经张力定位装置穿入模具;
S2,挤出:将功能性树脂母粒加入料斗,经螺杆挤出机加热、塑化、熔融后送入模具,然后由牵引盘带动氨纶长丝束经过模头进行包覆,通过螺杆式挤出机进行加热加压,形成特定直径和长度的包覆芯1;
S3,固化:将挤出的包覆芯1线置于恒温的环境中,进行自然氧化硬化,使其固化,也可以进行烟熏或辐射固化加速固化过程;
S4,绕丝:将固化好的包覆芯1线通过铝制丝架,按照技术参数进行清洗、上胶,然后将第一包覆丝线2和第二包覆丝线3并排以S向包覆芯1包缠,绕制成氨纶包覆丝;
S5,包装:经冷却、除水、除雾后收卷,将绕好的氨纶包覆丝按照数量和长度包装好,进行悬挂或装箱贮存。
进一步的,在步骤S5中,冷却水的温度为10℃—16℃,冷却后的包覆丝采用温度50—60℃的热风除水,后进入干燥箱除雾。
进一步的,在步骤S1中,所述由张力定位装置上的张力器提供20—40cN的恒定张力。
最后应说明的是:以上所述仅为本发明的优选实施例而已,并不用于限制本发明,尽管参照前述实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。