一种短碳纤维硬毡湿法成型设备
文献发布时间:2024-01-17 01:17:49
技术领域
本发明涉及碳纤维硬毡成型技术领域,具体为一种短碳纤维硬毡湿法成型设备。
背景技术
碳纤维保温毡是一种具有特殊性质和功能的新型复合材料,它是由碳纤维增强碳基体构成的特殊复合材料,是材料领域较轻的并且可以承受高温的复合材料,具有很低的导热系数,热膨胀系数随温度变化不大。碳纤维保温毡有软性碳纤维保温毡和硬质碳纤维保温毡两种。两者的主要区别是在生产过程中是否进行浸渍固化处理,硬质碳纤维毡由于浸渍固化后具有一定的硬度和强度,可以独自支撑进行工作,能够在一定程度上减小了高温炉炉体的体积,提高空间利用率,基于这些优点,硬质碳纤维保温毡逐渐成为目前国内外碳纤维保温毡研发的主流。
目前,碳纤维硬毡的制备方法主要有软碳毡浸渍模压或软碳毡浸渍分层粘贴法、真空抽滤成型法等。软碳毡浸渍模压工艺存在的缺点是制品强度低,高温使用条件下制品易分层开裂,使用寿命短等,由于强度相对较低,拆卸安装不够方便;采用分层粘贴成型方式制成的硬毡,虽然强度有所提高,但制品的导热系数增大,保温性能变差,降低隔热效果。
真空抽滤成型法是将短切碳纤维与粘结剂、分散剂混合后进行真空抽滤成型,得到碳纤维硬毡预制胚体,然后经过固化成型、碳化石墨化处理获得硬质碳纤维保温毡,如公开号为CN 101591178A的一种刚性碳纤维隔热保温材料的制造方法。由于该方法中是先将碳纤维与粘结剂、分散剂混合后,再进行真空抽滤成型,碳纤维在与粘结剂混合后,增加了其分散难度,极易成团,在真空抽滤成型过程中,由于碳纤维分散不均容易导致获得的碳纤维硬毡密度不均匀、中心应力差。同时,传统的真空抽滤成型通常是先将调好的浆料注入浆池中,然后再将成型模具浸入浆池中通入真空进行抽吸成型,采用该方式产品质量不佳,原因存在以下几个方面:(1)浆液中碳纤维容易成团,且碳纤维长度越长越容易成团,使得成型的产品碳纤维密度不均匀,所使用的碳纤维长度一般不能超过6mm;(2)现有供浆吸浆方式使得成型产品厚度不均匀,产品成型厚度容易受浆液浓度、真空度等诸多因素影响;(3)成型的产品厚度有限。
发明内容
针对上述现有技术中存在的问题,本发明提供了一种短碳纤维硬毡湿法成型设备。
本发明提供的短碳纤维硬毡湿法成型设备,包括定量送浆机构、吸滤成型机构、粘结剂喷淋机构、第一配气机构、第二配气机构、模具翻转机构;
所述定量送浆机构包括浆罐、搅拌装置、浆罐移动装置,所述浆罐的底部敞口,在浆罐的上部设置有进料口,并连接定量输送泵,所述搅拌装置设置于浆罐上,用于对浆罐内的浆料进行搅拌,所述浆罐移动装置与所述浆罐连接,用于驱动浆罐实现浆罐与吸滤成型机构的对接和分离;
所述吸滤成型机构包括模具体、模具底座、气室,所述模具体上部敞口并与浆罐的底部相匹配,其内设有成型腔室,所述模具体固定安装在所述模具底座上,所述气室设置在模具底座内,所述模具底座上开设有连通气室和成型腔室的吸滤孔;
所述粘结剂喷淋机构包括喷淋管,所述喷淋管固定安装于所述浆罐的底部,用于向模具体内成型好的湿坯表面喷洒粘结剂;
所述第一配气机构通过管道与所述气室连通,用于真空吸滤成型时提供负压以及产品脱模时提供正压;
所述第二配气机构通过管道与所述气室连通,用于在喷洒粘结剂后通入负压使粘结剂渗透整个产品;
所述模具翻转机构用于驱动所述吸滤成型机构进行翻转实现成型工位与脱模工位的切换。
进一步地,所述浆罐移动装置包括平行设置于第一机架上的输送带,在所述输送带上固定连接有移动座,在所述移动座上竖向固定安装有气缸,所述气缸的活塞杆端与设置于浆罐侧壁上的连接座固定连接。
进一步地,所述浆罐的底部与模具体上部对应设置有密封机构。
进一步地,所述搅拌装置包括固定安装在浆罐上部的搅拌电机,搅拌电机的输出端连接有延伸至浆罐的搅拌轴,搅拌轴上设置有搅拌桨叶。
进一步地,所述喷淋管包括进料主管、喷淋支管,所述进料主管穿过浆罐的筒壁延伸至浆罐内,并与均匀分布在浆罐内的多根喷淋支管连通,所述喷淋支管上均匀布置有喷嘴。
进一步地,所述模具翻转机构包括旋转轴、间歇驱动装置、配重块,所述旋转轴转动架设与第二机架上,其内部中空,一端与所述间歇驱动装置连接,另一端通过三通管分别连接第一配气机构、第二配气机构,所述模具底座通过连接支架与旋转轴固定连接,所述旋转轴上连接有连通气室的管道,所述配重块与吸滤成型机构相对固定安装在旋转轴的两侧。
进一步地,还包括支撑架,所述支撑架设置于成型工位吸滤成型机构的下方,用于支撑所述吸滤成型机构。
进一步地,所述模具体底部还铺设有滤网。
进一步地,还包括洗模机构,所述洗模机构包括设置于脱模工位一侧的洗模仓,以及设置于洗模仓内的冲洗管、驱动所述冲洗管上下移动的冲洗管升降机构。
进一步地,还包括接料机构,所述接料机构与吸滤成型机构脱模工位对接,用于承接并转运成型好的产品。
本发明的有益效果在于:
(1)本发明改变了传统的吸浆方式,采用定量灌浆的方式,使得每次成型得到的产品厚度能够保持一致,且较传统真空抽滤成型方式,可得到更厚的产品;通过在浆罐中设置搅拌装置,在吸滤成型过程中可持续对浆料进行搅拌,避免了成型过程中碳纤维成团,使得成型得到的产品密度更均匀;采用本发明的短碳纤维硬毡湿法成型设备,显著提高了成型得到的短碳纤维硬毡的品质;
(2)本发明通过在浆罐底部设置喷淋管,在成型好的湿坯产品表面喷淋粘接剂,再通过负压使粘结剂渗透整个产品,使得粘结剂在碳纤维硬毡中分布均匀,同时,由于真空抽滤成型过程中浆料中没有添加粘结剂,避免了粘结剂影响浆料中碳纤维分散效果;
(3)本发明集成了定量送浆机构、吸滤成型机构、粘结剂喷淋机构、模具翻转机构、洗模机构、接料机构,使产品的生产工艺集成于一体,自动化程度高,提高了生产效率。
附图说明
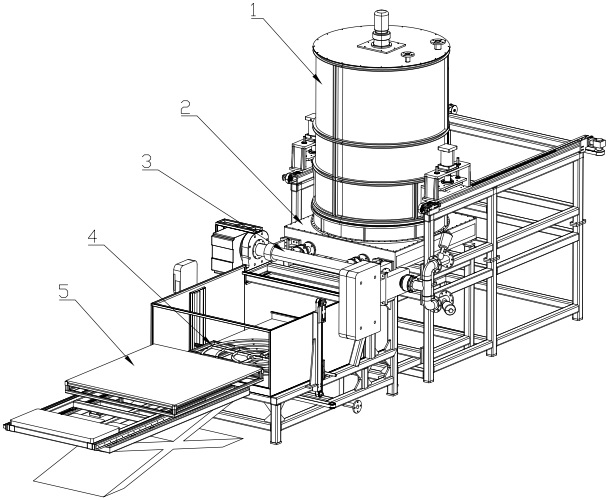
图1是本发明短碳纤维硬毡湿法成型设备的整体结构示意图。
图2是本发明的定量送浆机构的结构示意图。
图3是本发明的浆罐的结构示意图。
图4是本发明的吸滤成型机构及模具翻转机构、洗模机构的结构示意图。
图5是本发明的吸滤成型机构的剖面示意图。
图6是本发明短碳纤维硬毡湿法成型设备的另一工作状态的示意图。
实施方式
为了便于理解本发明,下文将结合说明书附图和较佳的实施例对本发明作更全面、细致地描述,但本发明的保护范围并不限于以下具体的实施例。
如图1-图6所示,本实施例提供的短碳纤维硬毡湿法成型设备,包括定量送浆机构1、吸滤成型机构2、粘结剂喷淋机构、第一配气机构、第二配气机构、模具翻转机构3、洗模机构4、接料机构5。
所述定量送浆机构1包括浆罐1-1、搅拌装置、浆罐移动装置,所述浆罐1-1的底部敞口,在浆罐1-1的上部设置有进料口,并连接定量输送泵,所述搅拌装置包括固定安装在浆罐1-1上部的搅拌电机1-7,搅拌电机1-7的输出端连接有延伸至浆罐1-1的搅拌轴1-8,搅拌轴1-8上设置有搅拌桨叶1-9。所述浆罐移动装置与所述浆罐1-1连接,用于驱动浆罐1-1实现浆罐1-1与吸滤成型机构2的对接和分离。本实施例中,所述浆罐移动装置包括平行设置于第一机架1-3上的输送带1-2,在所述输送带1-2上固定连接有移动座1-4,在所述移动座1-4上竖向固定安装有气缸1-5,所述气缸1-5的活塞杆端与设置于浆罐1-1侧壁上的连接座1-6固定连接。通过输送带1-2驱动浆罐1-1平移至模具体2-1上方,再通过气缸1-5将浆罐1-1压紧在模具体2-1上,浆罐1-1的底部与模具体2-1上部对应设置有密封机构。
所述吸滤成型机构2包括模具体2-1、模具底座2-2、气室2-3,所述模具体2-1上部敞口并与浆罐1-1的底部相匹配,其内设有成型腔室,所述模具体2-1固定安装在所述模具底座2-2上,所述气室2-3设置在模具底座2-2内,所述模具底座2-2上开设有连通气室2-3和成型腔室的吸滤孔,在模具体2-1底部还铺设有滤网。
所述粘结剂喷淋机构包括喷淋管6,用于向模具体2-1内成型好的湿坯表面喷洒粘结剂。在本实施例中,喷淋管6固定安装于所述浆罐1-1的底部,随浆罐1-1一同移动,喷淋管6包括进料主管、喷淋支管,所述进料主管穿过浆罐1-1的筒壁延伸至浆罐1-1内,并与均匀分布在浆罐1-1内的多根喷淋支管连通,在喷淋支管上均匀布置有喷嘴。
所述第一配气机构通过管道与所述气室2-3连通,用于真空吸滤成型时提供负压以及产品脱模时提供正压;第二配气机构通过管道与所述气室2-3连通,用于在喷洒粘结剂后通入负压使粘结剂渗透整个产品。
所述模具翻转机构3用于驱动所述吸滤成型机构2进行翻转实现成型工位与脱模工位的切换,其包括旋转轴3-1、间歇驱动装置3-2、配重块3-4,所述旋转轴3-1转动架设与第二机架3-3上,其内部中空,一端与所述间歇驱动装置3-2连接,另一端通过三通管分别连接第一配气机构、第二配气机构,所述模具底座2-2通过连接支架与旋转轴3-1固定连接,所述旋转轴3-1上连接有连通气室2-3的管道,所述配重块3-4与吸滤成型机构2相对固定安装在旋转轴3-1的两侧。
所述洗模机构4包括设置于脱模工位一侧的洗模仓4-1,以及设置于洗模仓4-1内的冲洗管4-2、驱动所述冲洗管4-2上下移动的冲洗管升降机构4-3。
所述接料机构5与吸滤成型机构2脱模工位对接,用于承接并转运成型好的产品。
在浆罐1-1与模具体2-1对接时为确保吸滤成型机构2的稳固,在成型工位吸滤成型机构2的下方还设置有用于支撑所述吸滤成型机构2的支撑架7。
本实施例的短碳纤维硬毡湿法成型设备的工作过程如下:
吸滤成型机构2处于成型工位,通过输送带1-2将浆罐1-1平移至模具体2-1上方,再通过气缸1-5将浆罐1-1压紧在模具体2-1上,通过定量输送泵将调配好的浆料定量泵送至浆罐1-1中,启动搅拌电机1-7对浆罐1-1中的浆料进行搅拌,同时,启动第一配气机构通入负压进行真空吸滤成型,成型完成后,通过喷淋管6向模具体2-1内成型好的湿坯表面均匀喷洒粘结剂,启动第二配气机构通入负压进行抽吸,使粘结剂渗透整个产品,完成后,浆罐移动装置反向动作,使浆罐1-1与模具体2-1分离,间歇驱动装置3-2驱动旋转轴3-1及吸滤成型机构2进行翻转使其移动至脱模工位,第一配气机构通入正压,使成型完成的产品转移至接料机构5,接料机构5将产品转移至烘干系统,冲洗管升降机构4-3驱动冲洗管4-2上移,冲洗管4-2通过高压水对模具体2-1进行清洗,随后洗模机构4、模具翻转机构3复位,开始下一轮成型工序。
在前述说明书与相关附图中存在的教导的帮助下,本发明所属领域的技术人员将会想到本发明的许多修改和其它实施方案。因此,要理解的是,本发明不限于公开的具体实施方案,修改和其它实施方案被认为包括在所附权利要求的范围内。尽管本文中使用了特定术语,它们仅以一般和描述性意义使用,而不用于限制。