浸渍纸干燥生产线智能调供胶系统
文献发布时间:2023-06-19 10:13:22
技术领域
本发明涉及智能调供胶系统技术领域,尤其涉及浸渍纸干燥生产线智能调供胶系统。
背景技术
浸渍纸是由无纺布木浆与PE及植物纤维混合而制成;具有超强的吸收力和抗溶解能力,同时也是非常经济的低微粒脱离纸巾;贴面的纸张经过三聚氰胺胶水和一些溶剂浸渍后,就是三聚氰胺浸渍纸。和板材(密度板、刨花板、胶合板),经过热压机钢板的热压成为饰面板材。
实际浸渍纸生产中,需要分多次进行浸胶,同时需要多个系统进行同步运行实现缺补胶液,胶液由多台调胶罐进行控制,调胶罐要同时进行多种原胶与多种小料的配比和分配,通过系统控制每台储胶罐罐空信号后就会自动执行对应罐配方调胶分胶,其中涉及多种系统,现有的控制系统采用人工肉眼看胶液打到罐里位置按比例调胶,实现不了多罐多配方独立调胶,每条生产线实现至少三种配方独立调配胶液,为此现提出一种浸渍纸干燥生产线智能调供胶系统。
发明内容
本发明的目的是为了解决现有技术中的问题,而提出的浸渍纸干燥生产线智能调供胶系统。
为了实现上述目的,本发明采用了如下技术方案:
浸渍纸干燥生产线智能调供胶系统,包括调胶系统架空平台模式、主调胶16台罐完成配比胶液往生产线分配模块和二浸上下涂纸胶量检测模块;
所述调胶系统架空平台模式同时控制16台称重计量容积为1t的调胶罐,所述16台调胶罐同时实现96种配方配比,每台调胶罐独立完成4种原胶配比和8种小料配比,所述原胶采用不锈钢离心泵称重计量控制,小料系统采用离心增压泵+流量控制阀门与小称结合计量控制;
所述主调胶16台罐完成配比胶液往生产线分配模块能通过16台主调胶罐往生产线一浸,二浸采用储胶罐称重控制,调胶罐罐底采用气动执行阀开启往一二浸储胶罐分配胶液,胶液分配主调胶罐架空+自动球阀开启自流模式;
所述二浸上下涂纸胶量检测模块采用生产线存胶罐称重原理记录出纸米数与实际消耗胶量,通过计算机计算得出每张纸用胶量。
优选地,所述4种原胶配比分别为脲醛胶,三聚氰胺胶,耐磨胶,E0胶混合配比,其配比精度误差0.5%kg。
优选地,所述8种小料配比分别脲固化剂,胺固化剂,脱模剂,渗透剂,除尘剂,增亮剂,拉力剂,防粘剂混合配比,其配比精度误差0.02%克。
优选地,所述小料配比完成后采用旋转伺服电机带动料斗旋转往16台调胶罐自流分配小料配比助剂。
优选地,所述调胶系统架空平台模式检测到每台储胶罐罐空信号后就会自动执行对应罐配方调胶分胶,从调胶到供胶分配完全全自动数字化控制,调胶系统架空平台模式与mes系统连接实现数据共享。
相比现有技术,本发明的有益效果为:
1、通过调胶罐称重计量模式调胶,可以实现1-16台罐独立调4种原胶,8种小料任意配比。
2、小料系统采用离心增压泵+流量控制阀门与小称结合计量控制,使得小料的混合配比精度误差0.02%克。
3、本套系统完全满足一条生产线三种配方需要,10条线30种配方调供胶,调胶系统检测到每台储胶罐罐空信号后就会自动执行对应罐配方调胶分胶,从调胶到供胶分配完全实现全自动数字化控制,本系统可与mes系统连接实现数据共享,财务通过优盘考取用量历史记录。
附图说明
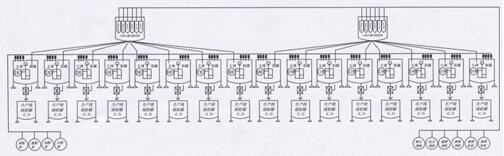
图1为本发明提出的浸渍纸干燥生产线智能调供胶系统的流程示意图。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。
参照图1,浸渍纸干燥生产线智能调供胶系统,调胶系统架空平台模式原理其中同时控制16台称重计量容积为1t的调胶罐,所有16台调胶罐可以实现完成96种配方配比,每台调胶罐独立完成4种原胶配比分别脲醛胶,三聚氰胺胶,耐磨胶,E0胶混合配比精度0.5%kg,小料8种配比分别脲固化剂,胺固化剂,脱模剂,渗透剂,除尘剂,增亮剂,拉力剂,防粘剂混合配比精度误差0.02%克,原胶采用不锈钢离心泵称重计量控制,小料系统采用离心增压泵+流量控制阀门与小称结合计量控制,小料配比完成后采用旋转伺服电机带动料斗旋转往16台调胶罐自流分配小料配比助剂;
主调胶16台罐完成配比胶液往生产线分配模块原理:一套16台调胶罐控制系统可以满足10条生产线自动供胶使用,16台主调胶罐往生产线一浸,二浸采用储胶罐称重控制,调胶罐罐底采用气动执行阀开启往一二浸储胶罐分配胶液,胶液分配主调胶罐架空+自动球阀开启自流模式;
举例说明:一浸储胶罐称重控制10台0.6t,每台储胶罐都可以任意设置上下限实现自动缺补胶液,一浸胶槽液位+称重控制实现自动缺补胶,二浸上涂储胶罐称重控制10台0.6t,上涂生产线存胶罐控制10台0.3t每台储胶罐通过称重设置上下限控制调胶罐对应底阀来实现自动放胶液,二浸下涂储胶罐称重控制10台0.6t,下涂生产线存胶罐控制10台0.3t每台储胶罐通过称重设置上下限控制调胶罐对应底阀来实现自动放胶液,10条生产线储胶存胶罐一二浸一共30台,每条生产线3台罐实现3种配方用胶调胶,本套系统完全满足一条三种配方需要,10条线30种配方调供胶;
调胶系统检测到每台储胶罐罐空信号后就会自动执行对应罐配方调胶分胶,从调胶到供胶分配完全实现全自动数字化控制,本系统可与mes系统连接实现数据共享,财务通过优盘考取用量历史记录。
二浸上下涂纸胶量检测模块:二浸上胶量检测系统,采用生产线存胶罐称重原理记录出纸米数与实际消耗胶量通过计算机计算得出每张纸用胶量,每10-100张纸出纸米数灵活设置经行系统运算;
调胶系统设备分为上下两层结构最上层为8种小料计量系统,下层为16台1t主调胶罐(如主调胶罐控制16台对应上面8种小料计量系统就是2-3套,跟据生产线需求主调胶罐数量可以做成1-8台为一组,对应上面小料系统罐就是一套)主调胶罐可以实现1到16台体积1t全自动调配小料与原胶配比,每台调胶罐采用称重计量控制原理可完成6种配方预设值,调胶罐空给电脑信号实现无人看守全自动调胶,每台主调胶罐配胶原理是通过4台离心泵+气动自动执行球阀控制将4种原胶液(如脲醛胶,三聚氰胺胶,耐磨胶,E0胶)输送罐里以称重控制原理进行原胶液混合比例配胶,配比误差0.5%千克,每台主调胶罐所需8种小料(如脲固化剂,胺固化剂,脱模剂,渗透剂,拉力剂,除尘剂,增塑剂,消泡剂)通过8台增压离心泵输送到调胶罐最上面小料罐系统里面(小料罐体积50kg)小料罐采用称重计量原理+阀门流量大小开启与关闭机制来完成配比控制,配比完成后通过小料罐底部电动球阀开启自流下面料斗分流装置(注小料分流装置通过步进电机带动上面料斗旋转原理给16台调胶罐分配8种小料所需配料,配比误差0.02%克)自流方式分流至1到16台调胶罐所需小料比例。
主调胶16台罐完成配比胶液往生产线分配(供胶模式)分两种:一,平台模式(调胶罐-储胶罐-缓存罐)二,落地模式(调胶罐-缓存罐)落地模式把调胶设备放置平地通过气动隔膜泵结合气动执行球阀,把调胶罐胶液直接输送到一二浸渍生产线使用控制原理跟平台模式一样,本文重点介绍平台模式供胶原理调胶罐+储胶罐+缓存罐平台架空模式,自动球阀结合钢丝软管管道自流每条生产线或采用气动隔膜泵加自动球阀控制管道自动输送到生产线用胶,平台控制模式分为二层最上层放置16台1t调胶罐;设备平台高度为5米,最下层平台高度3.5米放置一二浸所有储胶罐,所有缓存罐放置于每台生产线二浸上下涂棍地面位置,如果采用16台1t调胶罐调胶可以满足10条浸渍纸生产线用胶量,每条生产线一浸1台1t储胶罐,储胶罐采用称重控制原理一浸储胶罐低于下限重量设置给自动球阀信号开启调胶罐底阀阀门自动放胶,胶液达到储胶罐上限重量设置自动切断调胶罐底阀阀门信号关闭阀门停止放胶,一浸生产线胶槽用胶采用音叉液位控制一浸储胶罐罐底阀胶盘低于探针位置底阀自动开启放胶,胶盘高于探针位置关闭储胶罐底阀停止放胶,(备注一浸称重储胶罐也可以放置一浸胶槽跟前隐藏生产线胶槽旁边作为一浸称重缓存罐使用,外形设计根据实际需求设计,一浸胶槽也可以取消液位探针控制放胶,还可以采用胶盘称重原理控制自动放胶)
每条生产线二浸供胶二浸2台1t储胶罐分别上涂储胶罐,下涂储胶罐加2台0.3t缓存罐分别上涂缓存罐下涂缓冲罐也是采用称重控制原理,上下涂储胶罐低于下限设置重量给自动球阀信号开启调胶罐底阀阀门自动放胶,胶液达到储胶罐上限设置重量自动切断调胶罐底阀阀门信号关闭阀门停止放胶,上下涂缓存罐低于下限设置重量给自动球阀信号开启储胶罐底阀阀门自动放胶,胶液达到缓存罐上限设置重量自动切断储胶罐底阀阀门信号关闭阀门停止放胶。缓存罐往生产线上下涂胶供胶采用微型潜水泵抽取胶水喷洒到上下涂棍,上下涂棍多余胶重力落差自流回缓存罐里如此循环供胶。
二浸上下涂纸胶量检测系统(生产线二浸上下涂纸上胶量检测系统),通过缓存罐称重计量可以实现上涂纸下涂纸用胶量检测,胶量检测原理采用编码器计数长度跟据每张纸长度设置10-100纸一检测,比如10张纸检测生产线运行10张纸长度编码器给缓存罐信号把罐里剩余胶与上次计量开始胶量差值除以10张纸就得出每张纸胶量150-190克,本缓存罐计量精度高时时刻刻在线显示每张纸克重,综述根据一条生产线工艺描述10条生产线配置主调胶罐16台+储胶罐一浸渍10台二浸上下涂20台+缓存罐20台一套设备称重控制66台罐称重计量,如果客户10条线以下或1-4条线可根据客户生产线实际情况递减主调胶罐,储胶罐,缓存罐,本套设备设计适用于10条以下生产线客户调胶供胶需求。
以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
- 浸渍纸干燥生产线智能调供胶系统
- 用于浸渍干燥生产线的自动调供胶系统