一种分体式集成灶用整流聚风出风接口及其制造方法
文献发布时间:2023-06-19 09:32:16
技术领域
本发明涉及一种分体式集成灶用整流聚风出风接口及其制造方法。
背景技术
常规的集成灶或者油烟机排烟风管一般都是直通的伸缩形风管连接,一端连接集成灶或油烟机排烟口,另一端外延穿入公共烟道,把集成灶或油烟机的风机抽吸的油烟送出,但是因为排烟风管内的气流是杂乱无序的,从风机的出口进入伸缩形风管内继续碰撞,直接损耗了排烟风管内油烟的气流动力,甚至增大了风阻,排烟不畅,增大了噪音。
发明内容
本发明目的在于针对现有技术所存在的不足而提供一种分体式集成灶用整流聚风出风接口及其制造方法的技术方案,不仅可以使出风接口内形成三个整流聚风通道,提高油烟排放时的稳定性和可靠性,而且有利于保证第一聚风管体和第二聚风管体安装的稳定性,保证各个整流通道内的稳定性,减小震动,该出风接口的制造工艺步骤简单方便,不仅提高了出风接口的装配制造精度,而且有效提高了出风接口的整流聚风效果,提高排烟效果,降低噪音。
为了解决上述技术问题,本发明采用如下技术方案:
一种分体式集成灶用整流聚风出风接口,其特征在于:包括第一外管体、锥形管、第二外管体和定位环,第一外管体通过锥形管固定连接第二外管体,第一外管体、锥形管和第二外管体的内部分别设置有第一中间管体、第一聚风管体和第二中间管体,第一中间管体通过第一聚风管体固定连接第二中间管体,第一中间管体、第一聚风管体和第二中间管体的内部分别设置有第一内管体、第二聚风管体和第二内管体,第一内管体通过第二聚风管体固定连接第二内管体,第一外管体与第一中间管体之间、第一中间管体与第一内管体之间通过第一弹性组件连接,第二外管体与第二中间管体之间、第二中间管体与第二内管体之间通过第二弹性组件连接,定位环通过紧固组件连接在第一外管体的端部,定位环内设置有油烟分离机构,第二外管体的端部设置有导风机构;通过第一外管体、锥形管、第二外管体、第一中间管体、第一聚风管体、第二中间管体、第一内管体、第二聚风管体和第二内管体的设计,可以使出风接口内形成三个整流聚风通道,提高油烟排放时的稳定性和可靠性,通过第一弹性组件和第二弹性组件的设计,不仅提高了第一内管体与第一中间管体之间、第一中间管体与第一外管体之间、第二内管体与第二中间管体之间、第二中间管体与第二外管体之间连接的稳定和强度,而且有利于保证第一聚风管体和第二聚风管体安装的稳定性,保证各个整流通道内的稳定性,减小震动,紧固组件提高了定位环与第一外管体之间连接的稳定性,便于安装拆卸维修,油烟分离机构可以对油烟进行分离,导风机构可以使油烟稳定输出,同时在不使用集成灶时将出风接口封闭,防止外部的空气倒流至集成灶内部。
进一步,第一外管体的内径大于第二外管体的内径,且第一外管体和第二外管体的外侧面均设置有安装板,该结构的设计可以对油烟进行整流聚风的目的,防止油烟在排放时因扩散而影响排烟效果,安装板提高了整个出风接口安装的稳定性。
进一步,第一弹性组件和第二弹性组件均包括定位杆、第一导槽、卡槽和限位块,定位杆对称设于第一中间管体、第一内管体、第二中间管体和第二内管体的外侧面上,定位杆的端部设置有限位孔,限位块通过助推块移动连接在限位孔内,助推块与限位孔之间设置有弹簧,第一导槽分别对称设于第一外管体、第一中间管体、第二外管体和第二中间管体的内侧面上,第一导槽内设置有卡槽,限位块与卡槽相匹配,通过定位杆的设计,不仅提高了各个管体之间连接的稳定性和可靠性,而且便于安装拆卸,维修清洁方便快捷,定位杆沿第一导槽移动至卡槽时,在弹簧的作用下可以经助推块将限位块卡入卡槽内,实现定位杆的固定安装。
进一步,第一外管体和第一中间管体上的第一导槽由第一外管体和第一内管体的端面向靠近锥形管和第一聚风管体的一侧延伸,第二外管体和第二中间管体上的第一导槽由靠近锥形管和第一聚风管体的一侧向第二外管体和第二中间管体的端面延伸,该结构的设计,可以在安装第一中间管体、第二中间管体或第一内管体、第二内管体时直接将整个第一中间管体、第一聚风管体、第二中间管体或第一内管体、第二聚风管体、第二内管体同步插入,提高了安装的精度和可靠性,不仅便于生产加工,而且可以减少因制造工艺造成的缝隙,提高了出风接口的稳定性和可靠性。
进一步,紧固组件包括夹紧块和螺栓,夹紧块均匀设于定位环和第一外管体的外圆周侧面上,且同一直线上相邻两个夹紧块之间通过螺栓固定连接,通过螺栓和夹紧块的设计便于定位环的安装拆卸,维修清洁方便,同时提高了定位环与第一外管体之间连接的稳定性和可靠性。
进一步,第一外管体的端面与定位环的端面上均设置有密封槽,相邻两个密封槽之间设置有密封圈,密封槽便于安装密封圈,通过密封圈可以提高定位环与第一外管体之间连接的密封效果,有利于降低噪音。
进一步,油烟分离机构包括第一环形圈和油烟分离网,油烟分离网固定设于第一环形圈的内侧,第一环形圈的外圆周侧面上均匀设置有支撑块,定位环的内侧面上均匀设置有第二导槽,支撑块与第二导槽相匹配,通过支撑块可以提高第一环形圈安装的稳定性,进一步提高油烟分离网的安装稳定性,延长整个油烟分离机构的使用寿命,油烟分离网可以对油烟进行分离。
进一步,导风机构包括第二环形圈和半圆板,第二环形圈上设置有隔条,隔条将第二环形圈分为两个尺寸相等的通风槽,第二环形圈的端面上对称设置有固定块,两个固定块位于隔条的两端,两个半圆板通过转轴转动连接在两个固定块之间,油烟通过通风槽可以顺利排出,当集成灶不工作时,通过半圆板可以将通风槽进行封闭,避免外部的空气或油烟倒流至集成灶内,固定块提高了半圆板安装的稳定性和可靠性。
进一步,定位环的外圆周侧面上设置有装夹槽,定位环的底部设置有出油接口,出油接口位于装夹槽的一侧,装夹槽的设计便于出风接口与集成灶的排烟管端部进行固定连接,提高密封效果,出油接口可以将经油烟分离后的油污导入集油盒内。
如上述的一种分体式集成灶用整流聚风出风接口的制造方法,其特征在于包括以下步骤:
1)第一外管体、锥形管和第二外管体加工
a、首先根据设计要求确定第一外管体、锥形管和第二外管体的尺寸,通过浇注一体成型所需的第一外管体、锥形管和第二外管体,对第一外管体、锥形管和第二外管体的内外侧面进行打磨处理,一体成型工艺不仅提高了第一外管体、锥形管和第二外管体的加工制造精度,而且可以减少缝隙,提高出风接口的整体性,便于降低噪音;
b、然后沿着第一外管体的内侧面由端部向靠近锥形管的一端对称开设第一导槽,保证每个第一导槽的深度、宽度和长度保持一致,并沿第一导槽的内侧设定位置开设卡槽,再沿第二外管体的内侧面由靠近锥形管的一端向端部对称开设第一导槽,保证每个第一导槽的深度、宽度和长度保持一致,并沿第一导槽的内侧设定位置开设卡槽,第一外管体和第二外管体上的第一导槽尺寸相同,可以保证第一中间管体和第二中间管体的安装稳定性;
c、接着沿第一外管体的端部开设密封槽,同时根据设计要求加工两个安装板,将安装板分别固定安装在第一外管体和第二外管体上,通过密封槽便于密封圈的安装,安装板便于整个出风接口的安装拆卸;
d、最后沿着第一外管体的端部外圆周侧面上均匀安装夹紧块,便于与定位环进行固定连接;
2)第一中间管体、第一聚风管体和第二中间管体加工
a、首先根据设计要求确定第一中间管体、第一聚风管体管和第二中间管体的尺寸,通过浇注一体成型所需的第一中间管体、第一聚风管体和第二中间管体,对第一中间管体、第一聚风管体和第二中间管体的内外侧面进行打磨处理,一体成型工艺不仅提高了第一中间管体、第一聚风管体和第二中间管体的加工制造精度,而且可以减少缝隙,提高出风接口的整体性,便于降低噪音;
b、然后沿着第一中间管体的内侧面由端部向靠近第一聚风管体的一端对称开设第一导槽,保证每个第一导槽的深度、宽度和长度保持一致,并沿第一导槽的内侧设定位置开设卡槽,再沿第二中间管体的内侧面由靠近第一聚风管体的一端向端部对称开设第一导槽,保证每个第一导槽的深度、宽度和长度保持一致,并沿第一导槽的内侧设定位置开设卡槽,第一中间管体和第二中间管体上的第一导槽尺寸相同,可以保证第一内管体和第二内管体的安装稳定性;
c、接着沿第一中间管体的外侧面对称安装定位杆,沿定位杆的端部开设限位孔,根据卡槽的尺寸选取与之相匹配的限位块,将限位块通过助推块移动连接限位孔,将助推块与限位孔之间安装弹簧,再沿第二中间管体的外侧面对称安装定位杆,沿定位杆的端部开设限位孔,根据卡槽的尺寸选取与之相匹配的限位块,将限位块通过助推块移动连接限位孔,将助推块与限位孔之间安装弹簧,通过弹簧的设计,可以使限位块在助推块的作用下沿着限位孔移动,便于定位杆的安装拆卸;
3)第一内管体、第二聚风管体和第二内管体加工
a、首先根据设计要求确定第一内管体、第二聚风管体管和第二内管体的尺寸,通过浇注一体成型所需的第一内管体、第二聚风管体和第二内管体,对第一内管体、第二聚风管体和第二内管体的内外侧面进行打磨处理,一体成型工艺不仅提高了第一内管体、第二聚风管体和第二内管体的加工制造精度,而且可以减少缝隙,提高出风接口的整体性,便于降低噪音;
b、然后沿第一内管体的外侧面对称安装定位杆,沿定位杆的端部开设限位孔,根据卡槽的尺寸选取与之相匹配的限位块,将限位块通过助推块移动连接限位孔,将助推块与限位孔之间安装弹簧,再沿第二内管体的外侧面对称安装定位杆,沿定位杆的端部开设限位孔,根据卡槽的尺寸选取与之相匹配的限位块,将限位块通过助推块移动连接限位孔,将助推块与限位孔之间安装弹簧,通过弹簧的设计,可以使限位块在助推块的作用下沿着限位孔移动,便于定位杆的安装拆卸;
c、接着沿第一内管体、第二聚风管体和第二内管体的内部水平开设通气孔,第一内管体的内径大于第二内管体的内径;
4)定位环及油烟分离机构加工
a、首先根据第一外管体的尺寸确定定位环的尺寸,通过浇注成型形成所需的定位环,对定位环的内外侧面进行打磨处理;
b、然后沿着定位环的外侧面远离第一外管体的一侧开设装夹槽,沿定位环的外侧面底部开设出油接口,再沿定位环的外侧面靠近第一外管体的一侧均匀安装夹紧块,同时在靠近夹紧块的端面上开设密封槽,装夹槽的设计便于与集成灶排烟管进行固定连接,通过出油接口可以将过滤后的油污导流至集油盒内;
c、接着沿定位环的内侧均匀开设深度、长度和宽度一致的第二导槽,便于油烟分离机构的安装拆卸;
d、最后根据定位环的尺寸加工相应的第一环形圈,沿第一环形圈的内侧安装油烟分离网,沿第一环形圈的外圆周侧面均匀安装支撑块,通过支撑块卡入定位环上的第二导槽内,实现油烟分离机构与定位环的固定连接,通过支撑块便于第一环形圈的安装拆卸,便于对油烟分离网进行清洁;
5)导风机构加工
a、首先根据第二外管体的端口尺寸确定第二环形圈的尺寸,并加工相应的第二环形圈,第二环形圈内的隔条将第二环形圈分隔为两个尺寸相等的通风槽,沿第二环形圈的外侧面对称安装两个固定块,使固定块位于隔条的两侧,便于半圆板在安装时可以将整个通风槽封闭;
b、然后根据通风槽的尺寸加工两个尺寸相匹配的半圆板,将半圆板通过转轴转动连接两侧的固定块;
6)出风接口装配
a、首先将第一中间管体和第二中间管体通过定位柱分别插入第一外管体和第二外管体内,使第一聚风管体固定安装在锥形管内;
b、然后将第一内管体和第二内管体通过定位柱分别插入第一中间管体和第二中间管体内,使第二聚风管体固定安装在第一聚风管体内;
c、接着将定位环安装至第一外管体的端部,在第一外管体和定位环之间安装密封圈,通过螺栓穿过相邻两个夹紧块实现定位环与第一外管体之间的固定连接;
d、最后通过安装板将出风接口固定安装在集成灶上,将集成灶的出风管道端部套设在定位环的装夹槽上进行固定,同时将定位环底部的出油接口通过出油管连接集成灶上的集油盒,并在第二外管体的端部安装导风机构。
该出风接口的制造工艺步骤简单方便,不仅提高了出风接口的装配制造精度,而且有效提高了出风接口的整流聚风效果,提高排烟效果,降低噪音。
本发明由于采用了上述技术方案,具有以下有益效果:
1、通过第一外管体、锥形管、第二外管体、第一中间管体、第一聚风管体、第二中间管体、第一内管体、第二聚风管体和第二内管体的设计,可以使出风接口内形成三个整流聚风通道,提高油烟排放时的稳定性和可靠性。
2、通过第一弹性组件和第二弹性组件的设计,不仅提高了第一内管体与第一中间管体之间、第一中间管体与第一外管体之间、第二内管体与第二中间管体之间、第二中间管体与第二外管体之间连接的稳定和强度,而且有利于保证第一聚风管体和第二聚风管体安装的稳定性,保证各个整流通道内的稳定性,减小震动。
3、紧固组件提高了定位环与第一外管体之间连接的稳定性,便于安装拆卸维修,油烟分离机构可以对油烟进行分离,导风机构可以使油烟稳定输出,同时在不使用集成灶时将出风接口封闭,防止外部的空气倒流至集成灶内部。
4、该出风接口的制造工艺步骤简单方便,不仅提高了出风接口的装配制造精度,而且有效提高了出风接口的整流聚风效果,提高排烟效果,降低噪音。
附图说明:
下面结合附图对本发明作进一步说明:
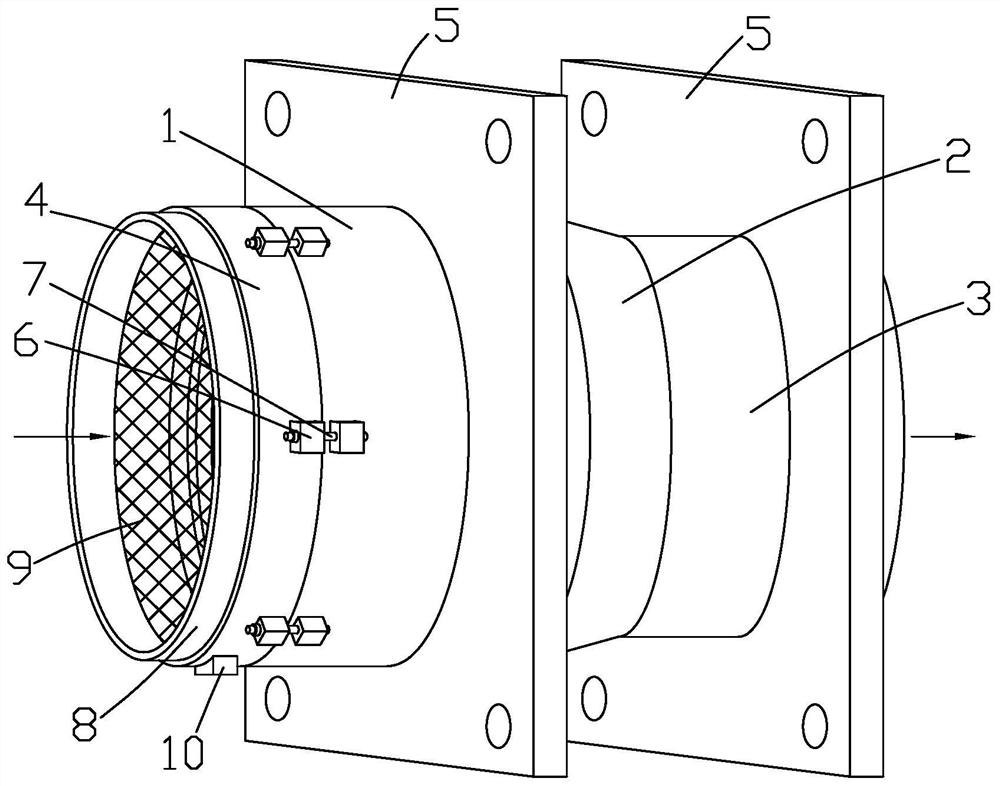
图1为本发明一种分体式集成灶用整流聚风出风接口及其制造方法中出风接口的效果图;
图2为本发明中第一外管体、第一中间管体、第一内管体、锥形管、第一聚风管体、第二聚风管体、第二外管体、第二中间管体和第二内管体之间的连接示意图;
图3为本发明中定位杆与第一导槽之间的连接示意图;
图4为本发明中油烟分离机构的结构示意图;
图5为本发明中导风机构的结构示意图。
图中:1-第一外管体;2-锥形管;3-第二外管体;4-定位环;5-安装板;6-夹紧块;7-螺栓;8-装夹槽;9-油烟分离机构;10-出油接口;11-第一中间管体;12-第一聚风管体;13-第二中间管体;14-第一内管体;15-第二聚风管体;16-第二内管体;17-定位杆;18-第一导槽;19-限位块;20-限位孔;21-助推块;22-弹簧;23-卡槽;24-第一环形圈;25-油烟分离网;26-支撑块;27-第二环形圈;28-通风槽;29-隔条;30-固定块;31-半圆板;32-密封槽。
具体实施方式
需要说明的是,在不冲突的情况下,本申请中的实施例及实施例中的特征可以相互组合。下面将参考附图并结合实施例来详细说明本发明。
为了使本技术领域的人员更好地理解本发明方案,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分的实施例,而不是全部的实施例。基于本发明的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都应当属于本发明保护的范围。
需要说明书的是,本发明的说明书和权利要求书及上述附图中的术语“第一”、“第二”等是用于区别类似的对象,而不必用于描述特定的顺序或先后次序。此外,术语“包括”和“具有”以及他们的任何变形,意图在于覆盖不排他的包含。
如图1至图5所示,为本发明一种分体式集成灶用整流聚风出风接口,包括第一外管体1、锥形管2、第二外管体3和定位环4,第一外管体1通过锥形管2固定连接第二外管体3,第一外管体1、锥形管2和第二外管体3的内部分别设置有第一中间管体11、第一聚风管体12和第二中间管体13,第一中间管体11通过第一聚风管体12固定连接第二中间管体13,第一中间管体11、第一聚风管体12和第二中间管体13的内部分别设置有第一内管体14、第二聚风管体15和第二内管体16,第一内管体14通过第二聚风管体15固定连接第二内管体16,第一外管体1与第一中间管体11之间、第一中间管体11与第一内管体14之间通过第一弹性组件连接,第二外管体3与第二中间管体13之间、第二中间管体13与第二内管体16之间通过第二弹性组件连接,定位环4通过紧固组件连接在第一外管体1的端部,定位环4内设置有油烟分离机构9,第二外管体3的端部设置有导风机构;通过第一外管体1、锥形管2、第二外管体3、第一中间管体11、第一聚风管体12、第二中间管体13、第一内管体14、第二聚风管体15和第二内管体16的设计,可以使出风接口内形成三个整流聚风通道,提高油烟排放时的稳定性和可靠性,通过第一弹性组件和第二弹性组件的设计,不仅提高了第一内管体14与第一中间管体11之间、第一中间管体11与第一外管体1之间、第二内管体16与第二中间管体13之间、第二中间管体13与第二外管体3之间连接的稳定和强度,而且有利于保证第一聚风管体12和第二聚风管体15安装的稳定性,保证各个整流通道内的稳定性,减小震动,紧固组件提高了定位环4与第一外管体1之间连接的稳定性,便于安装拆卸维修,油烟分离机构9可以对油烟进行分离,导风机构可以使油烟稳定输出,同时在不使用集成灶时将出风接口封闭,防止外部的空气倒流至集成灶内部。
第一外管体1的内径大于第二外管体3的内径,且第一外管体1和第二外管体3的外侧面均设置有安装板5,该结构的设计可以对油烟进行整流聚风的目的,防止油烟在排放时因扩散而影响排烟效果,安装板5提高了整个出风接口安装的稳定性。
第一弹性组件和第二弹性组件均包括定位杆17、第一导槽18、卡槽23和限位块19,定位杆17对称设于第一中间管体11、第一内管体14、第二中间管体13和第二内管体16的外侧面上,定位杆17的端部设置有限位孔20,限位块19通过助推块21移动连接在限位孔20内,助推块21与限位孔20之间设置有弹簧22,第一导槽18分别对称设于第一外管体1、第一中间管体11、第二外管体3和第二中间管体13的内侧面上,第一导槽18内设置有卡槽23,限位块19与卡槽23相匹配,通过定位杆17的设计,不仅提高了各个管体之间连接的稳定性和可靠性,而且便于安装拆卸,维修清洁方便快捷,定位杆17沿第一导槽18移动至卡槽23时,在弹簧22的作用下可以经助推块21将限位块19卡入卡槽23内,实现定位杆17的固定安装。
第一外管体1和第一中间管体11上的第一导槽18由第一外管体1和第一内管体14的端面向靠近锥形管2和第一聚风管体12的一侧延伸,第二外管体3和第二中间管体13上的第一导槽18由靠近锥形管2和第一聚风管体12的一侧向第二外管体3和第二中间管体13的端面延伸,该结构的设计,可以在安装第一中间管体11、第二中间管体13或第一内管体14、第二内管体16时直接将整个第一中间管体11、第一聚风管体12、第二中间管体13或第一内管体14、第二聚风管体15、第二内管体16同步插入,提高了安装的精度和可靠性,不仅便于生产加工,而且可以减少因制造工艺造成的缝隙,提高了出风接口的稳定性和可靠性。
紧固组件包括夹紧块6和螺栓7,夹紧块6均匀设于定位环4和第一外管体1的外圆周侧面上,且同一直线上相邻两个夹紧块6之间通过螺栓7固定连接,通过螺栓7和夹紧块6的设计便于定位环4的安装拆卸,维修清洁方便,同时提高了定位环4与第一外管体1之间连接的稳定性和可靠性。
第一外管体1的端面与定位环4的端面上均设置有密封槽32,相邻两个密封槽32之间设置有密封圈,密封槽32便于安装密封圈,通过密封圈可以提高定位环4与第一外管体1之间连接的密封效果,有利于降低噪音。
油烟分离机构9包括第一环形圈24和油烟分离网25,油烟分离网25固定设于第一环形圈24的内侧,第一环形圈24的外圆周侧面上均匀设置有支撑块26,定位环4的内侧面上均匀设置有第二导槽,支撑块26与第二导槽相匹配,通过支撑块26可以提高第一环形圈24安装的稳定性,进一步提高油烟分离网25的安装稳定性,延长整个油烟分离机构9的使用寿命,油烟分离网25可以对油烟进行分离。
导风机构包括第二环形圈27和半圆板31,第二环形圈27上设置有隔条29,隔条29将第二环形圈27分为两个尺寸相等的通风槽28,第二环形圈27的端面上对称设置有固定块30,两个固定块30位于隔条29的两端,两个半圆板31通过转轴转动连接在两个固定块30之间,油烟通过通风槽28可以顺利排出,当集成灶不工作时,通过半圆板31可以将通风槽28进行封闭,避免外部的空气或油烟倒流至集成灶内,固定块30提高了半圆板31安装的稳定性和可靠性。
定位环4的外圆周侧面上设置有装夹槽8,定位环4的底部设置有出油接口10,出油接口10位于装夹槽8的一侧,装夹槽8的设计便于出风接口与集成灶的排烟管端部进行固定连接,提高密封效果,出油接口10可以将经油烟分离后的油污导入集油盒内。
如上述的一种分体式集成灶用整流聚风出风接口的制造方法,包括以下步骤:
1)第一外管体1、锥形管2和第二外管体3加工
a、首先根据设计要求确定第一外管体1、锥形管2和第二外管体3的尺寸,通过浇注一体成型所需的第一外管体1、锥形管2和第二外管体3,对第一外管体1、锥形管2和第二外管体3的内外侧面进行打磨处理,一体成型工艺不仅提高了第一外管体1、锥形管2和第二外管体3的加工制造精度,而且可以减少缝隙,提高出风接口的整体性,便于降低噪音;
b、然后沿着第一外管体1的内侧面由端部向靠近锥形管2的一端对称开设第一导槽18,保证每个第一导槽18的深度、宽度和长度保持一致,并沿第一导槽18的内侧设定位置开设卡槽23,再沿第二外管体3的内侧面由靠近锥形管2的一端向端部对称开设第一导槽18,保证每个第一导槽18的深度、宽度和长度保持一致,并沿第一导槽18的内侧设定位置开设卡槽23,第一外管体1和第二外管体3上的第一导槽18尺寸相同,可以保证第一中间管体11和第二中间管体13的安装稳定性;
c、接着沿第一外管体1的端部开设密封槽32,同时根据设计要求加工两个安装板5,将安装板5分别固定安装在第一外管体1和第二外管体3上,通过密封槽32便于密封圈的安装,安装板5便于整个出风接口的安装拆卸;
d、最后沿着第一外管体1的端部外圆周侧面上均匀安装夹紧块6,便于与定位环4进行固定连接;
2)第一中间管体11、第一聚风管体12和第二中间管体13加工
a、首先根据设计要求确定第一中间管体11、第一聚风管体12管和第二中间管体13的尺寸,通过浇注一体成型所需的第一中间管体11、第一聚风管体12和第二中间管体13,对第一中间管体11、第一聚风管体12和第二中间管体13的内外侧面进行打磨处理,一体成型工艺不仅提高了第一中间管体11、第一聚风管体12和第二中间管体13的加工制造精度,而且可以减少缝隙,提高出风接口的整体性,便于降低噪音;
b、然后沿着第一中间管体11的内侧面由端部向靠近第一聚风管体12的一端对称开设第一导槽18,保证每个第一导槽18的深度、宽度和长度保持一致,并沿第一导槽18的内侧设定位置开设卡槽23,再沿第二中间管体13的内侧面由靠近第一聚风管体12的一端向端部对称开设第一导槽18,保证每个第一导槽18的深度、宽度和长度保持一致,并沿第一导槽18的内侧设定位置开设卡槽23,第一中间管体11和第二中间管体13上的第一导槽18尺寸相同,可以保证第一内管体14和第二内管体16的安装稳定性;
c、接着沿第一中间管体11的外侧面对称安装定位杆17,沿定位杆17的端部开设限位孔20,根据卡槽23的尺寸选取与之相匹配的限位块19,将限位块19通过助推块21移动连接限位孔20,将助推块21与限位孔20之间安装弹簧22,再沿第二中间管体13的外侧面对称安装定位杆17,沿定位杆17的端部开设限位孔20,根据卡槽23的尺寸选取与之相匹配的限位块19,将限位块19通过助推块21移动连接限位孔20,将助推块21与限位孔20之间安装弹簧22,通过弹簧22的设计,可以使限位块19在助推块21的作用下沿着限位孔20移动,便于定位杆17的安装拆卸;
3)第一内管体14、第二聚风管体15和第二内管体16加工
a、首先根据设计要求确定第一内管体14、第二聚风管体15管和第二内管体16的尺寸,通过浇注一体成型所需的第一内管体14、第二聚风管体15和第二内管体16,对第一内管体14、第二聚风管体15和第二内管体16的内外侧面进行打磨处理,一体成型工艺不仅提高了第一内管体14、第二聚风管体15和第二内管体16的加工制造精度,而且可以减少缝隙,提高出风接口的整体性,便于降低噪音;
b、然后沿第一内管体14的外侧面对称安装定位杆17,沿定位杆17的端部开设限位孔20,根据卡槽23的尺寸选取与之相匹配的限位块19,将限位块19通过助推块21移动连接限位孔20,将助推块21与限位孔20之间安装弹簧22,再沿第二内管体16的外侧面对称安装定位杆17,沿定位杆17的端部开设限位孔20,根据卡槽23的尺寸选取与之相匹配的限位块19,将限位块19通过助推块21移动连接限位孔20,将助推块21与限位孔20之间安装弹簧22,通过弹簧22的设计,可以使限位块19在助推块21的作用下沿着限位孔20移动,便于定位杆17的安装拆卸;
c、接着沿第一内管体14、第二聚风管体15和第二内管体16的内部水平开设通气孔,第一内管体14的内径大于第二内管体16的内径;
4)定位环4及油烟分离机构9加工
a、首先根据第一外管体1的尺寸确定定位环4的尺寸,通过浇注成型形成所需的定位环4,对定位环4的内外侧面进行打磨处理;
b、然后沿着定位环4的外侧面远离第一外管体1的一侧开设装夹槽8,沿定位环4的外侧面底部开设出油接口10,再沿定位环4的外侧面靠近第一外管体1的一侧均匀安装夹紧块6,同时在靠近夹紧块6的端面上开设密封槽32,装夹槽8的设计便于与集成灶排烟管进行固定连接,通过出油接口10可以将过滤后的油污导流至集油盒内;
c、接着沿定位环4的内侧均匀开设深度、长度和宽度一致的第二导槽,便于油烟分离机构9的安装拆卸;
d、最后根据定位环4的尺寸加工相应的第一环形圈24,沿第一环形圈24的内侧安装油烟分离网25,沿第一环形圈24的外圆周侧面均匀安装支撑块26,通过支撑块26卡入定位环4上的第二导槽内,实现油烟分离机构9与定位环4的固定连接,通过支撑块26便于第一环形圈24的安装拆卸,便于对油烟分离网25进行清洁;
5)导风机构加工
a、首先根据第二外管体3的端口尺寸确定第二环形圈27的尺寸,并加工相应的第二环形圈27,第二环形圈27内的隔条29将第二环形圈27分隔为两个尺寸相等的通风槽28,沿第二环形圈27的外侧面对称安装两个固定块30,使固定块30位于隔条29的两侧,便于半圆板31在安装时可以将整个通风槽28封闭;
b、然后根据通风槽28的尺寸加工两个尺寸相匹配的半圆板31,将半圆板31通过转轴转动连接两侧的固定块30;
6)出风接口装配
a、首先将第一中间管体11和第二中间管体13通过定位柱分别插入第一外管体1和第二外管体3内,使第一聚风管体12固定安装在锥形管2内;
b、然后将第一内管体14和第二内管体16通过定位柱分别插入第一中间管体11和第二中间管体13内,使第二聚风管体15固定安装在第一聚风管体12内;
c、接着将定位环4安装至第一外管体1的端部,在第一外管体1和定位环4之间安装密封圈,通过螺栓7穿过相邻两个夹紧块6实现定位环4与第一外管体1之间的固定连接;
d、最后通过安装板5将出风接口固定安装在集成灶上,将集成灶的出风管道端部套设在定位环4的装夹槽8上进行固定,同时将定位环4底部的出油接口10通过出油管连接集成灶上的集油盒,并在第二外管体3的端部安装导风机构。
该出风接口的制造工艺步骤简单方便,不仅提高了出风接口的装配制造精度,而且有效提高了出风接口的整流聚风效果,提高排烟效果,降低噪音。
以上仅为本发明的具体实施例,但本发明的技术特征并不局限于此。任何以本发明为基础,为实现基本相同的技术效果,所作出地简单变化、等同替换或者修饰等,皆涵盖于本发明的保护范围之中。
- 一种分体式集成灶用整流聚风出风接口及其制造方法
- 一种集成灶整流聚风出风转接口