一种龙门式智能焊接机器人工作站及方法
文献发布时间:2024-01-17 01:27:33
技术领域
本发明属于焊接机器人技术领域,具体涉及一种龙门式智能焊接机器人工作站及方法。
背景技术
焊接是制造业中必不可少的一种加工工艺方法,在汽车制造、船舶制造、工程机械、桥梁建筑等行业中占有重要地位,目前焊接作业主要以人工为主,随着许多焊接结构件的焊接精度和要求越来越高,一般工人已难以胜任,另外,焊接时产生的电弧、火花、烟雾等对人体会造成不可逆的损害、人口老龄化程度加快的不确定性,使得部分行业出现焊接招工难、产能效率过低等问题。此外,焊接制造工艺的复杂性、劳动强度、产品质量、批量要求等,使得焊接工艺对自动化、机械化的要求极为迫切,实现机器人自动焊接代替人工操作已成为行业发展的必然趋势。目前行业内出现部分龙门焊接工作站的应用案例,但是均采用人工示教的方式实现,需要进行大量人工示教作业,对于不同类型的工件需要反复示教调节,工人劳动强度高、效率低,未能有效解决产能效率低的问题。
发明内容
为了解决现有技术中存在的问题,本发明提供一种龙门式智能焊接机器人工作站及方法,该发明可使焊接机器人覆盖范围广、柔性自动化程度高、免人工示教、免工装夹具,具有高效率、高度无人化、精准定位等特点。
为实现上述目的,本发明提供如下技术方案:一种龙门式焊接机器人工作站,包括:视觉系统、龙门焊接机器人系统和工作站控制系统,其中龙门焊接机器人系统包括三轴龙门、设置在三轴龙门上的焊接机器人,视觉系统包括全局视觉相机、面阵传感器,全局视觉相机设置在三轴龙门上,面阵传感器设置在焊接机器人上,工作站控制系统用于控制全局视觉相机、面阵传感器拍照获取待焊接大型复杂工件及焊缝的位置和姿态信息控制三轴龙门和焊接机器人的移动以及焊接机器人的焊接。
进一步的,所述全局视觉相机通过全局视觉相机固定架安装在焊接机器人一侧的三轴龙门上,所述面阵传感器通过面阵传感器转接支架和夹紧块设置在焊接机器人的焊枪的枪颈上,所述面阵传感器转接支架可以实现面阵传感器的角度调节,调节范围为-30°~+30°。
进一步的,所述三轴龙门包括X轴移动装置、Z轴移动装置、Y轴移动装置,其中,两个X轴移动装置平行间隔设置在地面上,每一X轴移动装置上均设置有一龙门立柱,两个龙门立柱的顶部通过龙门走台连接,龙门走台面向待焊接大型复杂工件的一侧水平设置有Y轴移动装置,Y轴移动装置上竖直设置有两个Z轴移动装置,焊接机器人固定在Z轴移动装置的底部。
进一步的,所述X轴移动装置包括X轴电机减速器、X轴拖链、轻轨轨道、X轴齿条,其中,X轴电机减速器安装在龙门立柱内部,轻轨轨道固定在地面,X轴齿条安装在轻轨轨道侧端,X轴拖链安装在轻轨轨道一侧,两个龙门立柱安装在轻轨轨道上端,两个龙门立柱通过轻轨轨道和X轴齿条带动实现移动。
进一步的,Y轴移动装置包括Y轴电机减速、Y轴拖链、Y轴齿条、Y轴导轨、Y轴负载板,其中,Y轴齿条和Y轴导轨安装在龙门走台前侧端,Y轴减速电机固定在Y轴负载板侧端,Y轴负载板固定在Y轴导轨滑块上,Z轴移动装置固定在Y轴负载板上,Y轴拖链固定在龙门走台上。
进一步的,Z轴移动装置包括Z轴电机减速器、Z轴拖链、Z轴升降装置、机器人负载板,其中,Z轴电机减速器固定在Z轴升降装置后端,Z轴拖链固定在Z轴升降装置一侧,Z轴升降装置固定在Y轴负载板上,机器人负载板固定在Z轴升降装置底部用于固定焊接机器人。
进一步的,所述Z轴升降装置设置两套。
进一步的,工作站控制系统包括机器人控制柜、集控柜、稳压器,集控柜中设置有焊接机械臂控制单元、焊接控制单元、三轴龙门控制单元、全局视觉控制单元、面阵传感器控制单元、图像处理单元、路径规划处理单元。
进一步的,所述机械臂控制单元用于控制焊接机械臂的多自由度移动,焊接控制单元用于控制焊机电流电压等参数的设置及起弧灭弧工作;三轴龙门控制单元用于控制三轴龙门的行走和移动;全局视觉控制单元用于控制全局视觉相机对待焊接大型复杂工件进行拍照,识别定位;面阵传感器控制单元用于控制面阵传感器对待焊接大型复杂工件进行精定位拍照测量;焊接控制单元用于控制焊机电流电压等参数的设置及起弧灭弧工作,图像处理单元用于对各全局视觉相机和面阵传感器反馈的图像信息进行实时解析处理,并将处理结果反馈至各控制单元中,路径规划处理单元用于根据图像处理单元反馈结果进行焊机机械臂自主路径规划作业及校正。
本发明提供一种龙门式焊接机器人工作站的工作方法,具体包括以下步骤:
S1,将待焊接大型复杂工件吊装至三轴龙门焊接工位,工作站控制系统控制全局视觉相机对待焊接大型复杂工件进行拍照并传输至工作站控制系统得到初始路径,工作站控制系统根据初始路径控制三轴龙门,三轴龙门控制单元根据初始路径控制三轴龙门的X轴移动装置、Z轴移动装置、Y轴移动装置进行移动,进而带动其上的焊接机器人移动至待焊接区域;
S2,面阵传感器控制单元控制面阵传感器(13)对待焊接大型复杂工件的待焊接区域进行精定位拍照测量,通过图像处理单元得到焊缝的位置和姿态信息,路径规划处理单元得到焊接路径,工作站控制系统将焊接路径传输至机器人控制柜(23)中,机械臂控制单元控制焊接机器人移动,焊接控制单元控制焊接机器人进行焊接。
S3,当该规划区域焊接完成后,重复S1、S2,进行下一规划区域焊接,直至整个工件焊接完成后,焊接机械臂回巢停位,工人通过桁车将焊接完成工件移走,准备进行下一工件焊接。
与现有技术相比,本发明至少具有以下有益效果:
本发明利用全局视觉相机和面阵传感器将3D视觉系统和龙门焊接机器人系统结合,通过集控单元控制三轴龙门和焊接机器人带动全局视觉相机和面阵传感器进行自动扫描,可以实现待焊接大型复杂工件及其上焊缝的精确定位识别,避免了大量人工示教的过程,提高了焊接效率效率、彻底摆脱人工参与的问题,实现了大型复杂工件高度无人化、高效率、高质量、高自动化的焊接,大大降低了人工参与程度,解放了劳动力。
本发明的龙门采用三轴龙门,实现了焊接机器人全范围的活动,解决了大型复杂工件焊接范围受限的问题,实现了焊接机器人覆盖范围广、活动半径大、免人工示教、柔性化程度高的功能。
附图说明
此处所说明的附图用来提供对本发明的进一步理解,构成本申请的一部分,并不构成对本发明的不当限定,在附图中:
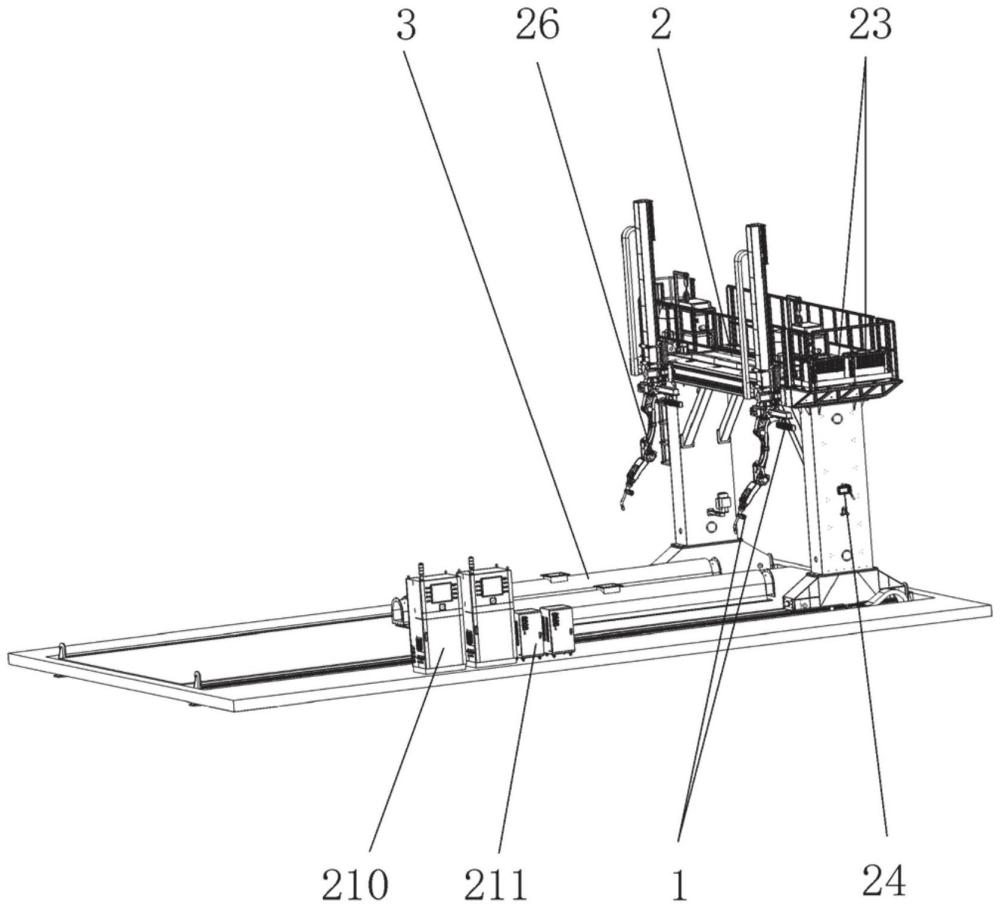
图1为本发明一种龙门式智能焊接机器人工作站结构示意图;
图2为本发明面阵传感器及焊枪安装结构示意图;
图3为本发明三轴龙门结构示意图1;
图4为本发明三轴龙门结构示意图2;
图5为本发明X轴轨道结构示意图;
图6为本发明Z轴升降装置结构示意图;
图7为本发明集控单元控制示意图;
图中:1、视觉系统;2、龙门焊接机器人系统;3、待焊接大型复杂工件;11、全局视觉相机;12、全局视觉相机固定架;13、面阵传感器;14、面阵传感器转接支架;15、夹紧块;21、焊接机械臂;22、三轴龙门;23、机器人控制柜;24、手持终端;25、焊机水箱一体机;26、送丝机;27、焊枪;28、送丝桶;29、清枪站;210、集控柜;211、稳压器;221、X轴电机减速器;222、Y轴电机减速器;223、Z轴电机减速器;224、X轴拖链;225、Y轴拖链;226、Z轴拖链;227、轻轨轨道;228、X轴齿条;229、Y轴齿条;2210、Y轴导轨;2211、Z轴升降装置;2212、龙门立柱;2213、龙门走台;2214、机器人负载板;2215、Y轴负载板;2216、笼形爬梯;2217、人员通道防护栏。
具体实施方式
下面结合附图和具体实施方式对本发明作进一步的说明。
如图1所示,本发明提供了一种龙门式焊接机器人工作站,包括:视觉系统1、龙门焊接机器人系统2、多组待焊接大型复杂工件3和工作站控制系统,龙门焊接机器人系统2包括三轴龙门22、设置在三轴龙门22上的焊接机器人,视觉系统1包括全局视觉相机11和面阵传感器13,全局视觉相机11设置在三轴龙门22上,面阵传感器13设置在焊接机器人上,其中,视觉系统1用于获取待焊接大型复杂工件及焊缝的位置和姿态信息并传输至工作站控制系统,全局视觉相机11用于进行全局扫描,面阵传感器13用于进行精确扫描;三轴龙门22用于实现焊接机器人在X、Y、Z方向的移动,焊接机器人可以绕X、Y、Z方向转动,三轴龙门22与焊接机器人整体可以实现六自由度,扩大了焊接机器人的运动范围;工作站控制系统用于根据全局视觉相机11和面阵传感器13传输的信息控制三轴龙门22和焊接机器人对待焊接大型复杂工件进行焊接。
如图3~6所示,三轴龙门22包括:X轴移动装置、Z轴移动装置、Y轴移动装置,龙门立柱2212、龙门走台2213、笼形爬梯2216、人员通道防护栏2217,其中,两个X轴移动装置平行间隔设置在地面上,每一X轴移动装置上均设置有一龙门立柱2212用于实现龙门立柱2212在X方向的移动,两个龙门立柱2212的顶部通过龙门走台2213连接,龙门走台2213底部距离地面高度为3.8米;龙门走台2213面向待焊接大型复杂工件的一侧水平设置有Y轴移动装置用于实现焊接机器人在Y方向的移动,Y轴移动装置上竖直设置有两个Z轴移动装置,焊接机器人固定在Z轴移动装置的底部用于实现焊接机器人在Z方向的运动;笼形爬梯2216安装在龙门立柱2212侧端,人员通道防护栏2217固定在龙门走台2213上。
优选的,X轴移动装置包括X轴电机减速器221、X轴拖链224、轻轨轨道227、X轴齿条228,其中,X轴电机减速器221安装在龙门立柱2212内部,轻轨轨道227固定在地面并通过调平螺栓调平,X轴齿条228安装在轻轨轨道227侧端,X轴拖链224安装在轻轨轨道227一侧,轻轨轨道227总长18米,可移动有效行程14米,左右两个龙门立柱2212安装在轻轨轨道227上端,左右两个龙门立柱2212内跨距为5.5m,通过轻轨轨道227和X轴齿条228带动进行移动;
优选的,Y轴移动装置包括Y轴电机减速222、Y轴拖链225、Y轴齿条229、Y轴导轨2210、Y轴负载板2215,其中,Y轴齿条229和Y轴导轨2210安装在龙门走台2213前侧端,Y轴减速电机222固定在Y轴负载板2215侧端,Y轴负载板2215固定在Y轴导轨2210滑块上,Z轴移动装置固定在Y轴负载板2215上,Y轴拖链225固定在龙门走台2213上,Y轴齿条229和Y轴导轨2210总长7米,有效行程4.5米;
优选的,Z轴移动装置包括Z轴电机减速器223、Z轴拖链226、Z轴升降装置2211、机器人负载板2214,其中,Z轴电机减速器223固定在Z轴升降装置2211后端,Z轴拖链226固定在Z轴升降装置2211一侧,Z轴升降装置2211固定在Y轴负载板2215上,机器人负载板2214固定在Z轴升降装置2211底部随着Z轴升降装置一起上下移动,机器人负载板2214用于固定焊接机器人,Z轴升降装置2211的有效行程2.5米,其中Z轴升降装置有两套均按照相同方式布置在Y轴导轨2210上。
如图1~4所示,焊接机器人包括:焊接机械臂21、焊机水箱一体机25、送丝机26、焊枪27、送丝桶28、清枪站29;
其中,焊接机械臂21安装在机器人负载板2214上随Z轴升降装置2211升降移动,送丝机26安装在焊接机械臂21上,用于焊丝送丝速度的控制调整,焊枪27固定在焊接机械臂21法兰盘末端,焊枪27上安装面阵传感器13,两个清枪站29分别固定在龙门立柱2212的内侧,用于焊枪自动清枪剪丝;
机器人控制柜23、焊机水箱一体机25和送丝桶28放置在龙门走台2213上,焊机水箱一体机25用来控制焊接电流电压大小的调整,手持终端24悬挂在龙门立柱2212一侧,用于人为进行焊接参数的控制及调整;
如图2及图4所示,视觉系统1包括:全局视觉相机11、全局视觉相机固定架12、面阵传感器13、面阵传感器转接支架14、夹紧块15;
全局视觉相机11通过全局视觉相机固定架12安装在焊接机器人一侧,全局视觉相机11安装面距离地面距离为3.5m,面阵传感器13通过面阵传感器转接支架14和夹紧块15固定在焊枪27枪颈上,面阵传感器转接支架14能够对面阵传感器13的高度和角度进行调节,角度调节范围为-30°~+30°;
优选的,本发明的全局视觉相机11采用基恩士LJ-X8000全局视觉相机;面阵传感器13采用创想aTiny-240面阵传感器;
优选的,待焊接大型复杂工件可为环形、方形、不规则形状,不局限于上述实施例。
工作站控制系统包括机器人控制柜23、集控柜210、稳压器211,机器人控制柜23放置在龙门走台2213上,集控柜210和稳压器211放置在地面,机器人控制柜23用来控制焊接机械臂21运动,集控柜210用于集控单元的执行与操作,稳压器211对电压波动有稳定的作用。
优选的,设置两套集控柜210和两套稳压器211。
如图7所示,集控单元包括设置在焊接机械臂控制单元、焊接控制单元,设置在集控柜210中的三轴龙门控制单元、全局视觉控制单元、面阵传感器控制单元、图像处理单元、路径规划处理单元。
其中,机械臂控制单元用于控制焊接机械臂21的多自由度移动;三轴龙门控制单元用于控制三轴龙门22的行走和移动;全局视觉控制单元用于控制全局视觉相机11对待焊接大型复杂工件进行拍照,识别定位;面阵传感器控制单元用于控制面阵传感器13对待焊接大型复杂工件进行精定位拍照测量;焊接控制单元用于控制焊机电流电压等参数的设置及起弧灭弧工作,图像处理单元用于对各全局视觉相机11和面阵传感器13反馈的图像信息进行实时解析处理,并将处理结果反馈至各控制单元中,路径规划处理单元用于根据图像处理单元反馈结果进行焊机机械臂自主路径规划作业及校正。上述各控制单元中的控制方法和数据处理过程均为现有的方法,本发明仅是进行组合应用。
本发明的一种龙门式焊接机器人工作站工作时,包括如下步骤:
步骤1,启动系统进行自检,检查状况无异常后,启动准备执行焊接任务,如果系统检查异常,根据异常状况进行维护保养检修;
步骤2,将待焊接大型复杂工件通过桁车吊装至三轴龙门焊接工位,人工交互设置焊接特征及焊接参数,通过全局视觉控制单元控制全局视觉相机11对待焊接大型复杂工件进行拍照并传输至图像处理单元,获取待焊接大型复杂工件的位置和姿态信息后传输至路径规划处理单元规划初始路径,三轴龙门控制单元根据初始路径控制三轴龙门的X轴移动装置、Z轴移动装置、Y轴移动装置进行移动,进而带动其上的焊接机器人移动至待焊接区域;
步骤3,面阵传感器控制单元控制面阵传感器13对待焊接大型复杂工件的待焊接区域进行精定位拍照测量,通过图像处理单元得到焊缝的位置和姿态信息,路径规划处理单元得到焊接路径,工作站控制系统将焊接路径传输至机器人控制柜23中,机械臂控制单元控制焊接机器人移动,焊接控制单元控制焊接机器人进行焊接。
步骤4,当该规划区域焊接完成后,重复步骤2、3,进行下一规划区域焊接,直至整个工件焊接完成后,焊接机械臂回巢停位,工人通过桁车将焊接完成工件移走,准备进行下一工件焊接。
- 一种焊缝重构方法、智能机器人焊接方法及系统
- 一种龙门移动式机器人焊接工作站系统
- 一种龙门移动式机器人焊接工作站系统