一种花炮纸筒饼装药自动生产线
文献发布时间:2023-06-19 13:27:45
技术领域
本发明属于烟花装药机械,具体涉及一种花炮纸筒饼装药自动生产线。
背景技术
由于花炮的单个纸筒内直径比较大,而且装填的火药量要求比较准,现有技术的花炮装药一直采用传统的手工装火药方式,速度慢、效率低,所需操作人员多不安全,迫切需要自动化的花炮装药机械生产线来取代手工操作。
发明内容
本发明的目的是针对现有技术的缺陷,提供一种安全性好,效率高的花炮纸筒饼装药自动生产线。
实现本发明目的采用的技术方案如下:
本发明提供的花炮纸筒饼装药自动生产线,包括花炮纸筒饼输送装置、设在花炮纸筒饼输送装置一侧的药物配料输送装置、通过第一进料口与药物配料输送装置衔接的混药装置、与混药装置第一出料口对应的装药定量装置、设在装药定量装置下面与装药定量装置配合且与花炮纸筒饼输送装置衔接的花炮纸筒饼旋转接药装置和与花炮纸筒饼输送装置、药物配料输送装置、混药装置、装药定量装置、花炮纸筒饼旋转接药装置电连接的控制装置。
所述花炮纸筒饼输送装置至少包括进料输送单元和出料输送单元,进料输送单元和出料输送单元分别设在纸筒饼接药装置的进料工位和出料工位。
所述药物配料输送装置,包括多组药物混料装置、与各组药物混料装置衔接的振动筛和与振动筛衔接的药物输送装置;每组药物混料装置均包括料斗、设在料斗底部出料筒内的搅拌轴和由输送管和设在输送管内的螺旋推料轴构成的螺旋输送器、设在出料筒外通过齿轮传动机构与螺旋输送器的螺旋推料轴连接的电机减速装置,输送管设有位于出料筒内的第二进料口和外端的第二出料口;所述振动筛包括底部设筛网的通过气动部件产生振动的箱体、设在箱体上一字排列的多个第三进料口;所述药物输送装置包括按照振动筛的箱体的第三进料口排列方向设在箱体下面且向上延伸的输送带、安装在机架上与输送带末端对应且与混药装置衔接的料斗;各组药物混料装置均通过螺旋输送器的输送管的第二出料口分别与振动筛箱体上的第三进料口对应。
所述装药定量装置,包括利用均料器将物料搅拌均匀的均料仓、设在均料仓下面控制均料仓内的物料落下的定量模板组件;所述定量模板组件包括上模板、设在上模板下面的下模板、设在上模板和下模板之间由驱动部件驱动可以来回滑动的动模板;所述上模板和下模板上分别设有错位的第一定量孔和第二定量孔,所述动模板上设有可分别与上模板上的第一定量孔和下模板上的第二定量孔对应的定量孔;当动模板在驱动部件的驱动下来回运动时,其上的定量孔将与上模板的第一定量孔对应,同时将下模板上的第二定量孔封闭,或者与下模板上的第二定量孔对应,同时将上模板的第一定量孔封闭。
所述动模板通过直线导轨副在上模板和下模板之间来回滑动。
所述上模板、下模板和动模板上的第一定量孔、第二定量孔和定量孔采用容积相同的圆角矩形孔。
所述均料器包括转动轴、固定在转动轴下端的若干弧形的刮条、设在刮条下面的耙钉,各刮条下面的耙钉错位设置;所述均料仓内设有检测物料高度的检测部件。
所述花炮纸筒饼旋转接药装置,包括分度驱动机构、由分度驱动机构驱动做同步间歇旋转的设有物料孔的装药圆盘和位于装药圆盘下方在固定导轨的导向下可以升降使花炮纸筒饼与所述装药圆盘上的物料孔对应的工件托盘机构。
所述分度驱动机构包括机座、设在机座上由电机减速机构驱动的主轴。
所述装药圆盘设在主轴上且按三分度设置进料、装药和出料三个工位,装药圆盘上对应三个工位设有若干漏斗状所述物料孔;所述导轨呈圆弧状水平设置,导轨两端的底部分别成相对的斜面。
所述工件托盘机构包括按三分度固定在主轴上的导向轴安装板、固定在各导向轴安装板上的导向套、设在导向套内的导向轴、固定在导向轴上端与装药圆盘上的物料孔对应的工件托板、套设在导向轴上位于工件托板与导向套之间的弹簧、固定在导向轴下端的与导轨的底部配合的导向轮,工件托板上设有用于纸筒饼限位的限位边。
有益效果
本发明通过花炮纸筒饼输送装置、药物配料输送装置、混药装置、装药定量装置、花炮纸筒饼旋转接药装置和控制装置可实现花炮纸筒饼整个混药和装药过程全部由机械自动完成,具有混药均匀,火药装填量精确,速度快,自动化程度高,工作稳定,无人操作,安全的优点。
下面结合附图进一步说明本发明的技术方案。
附图说明
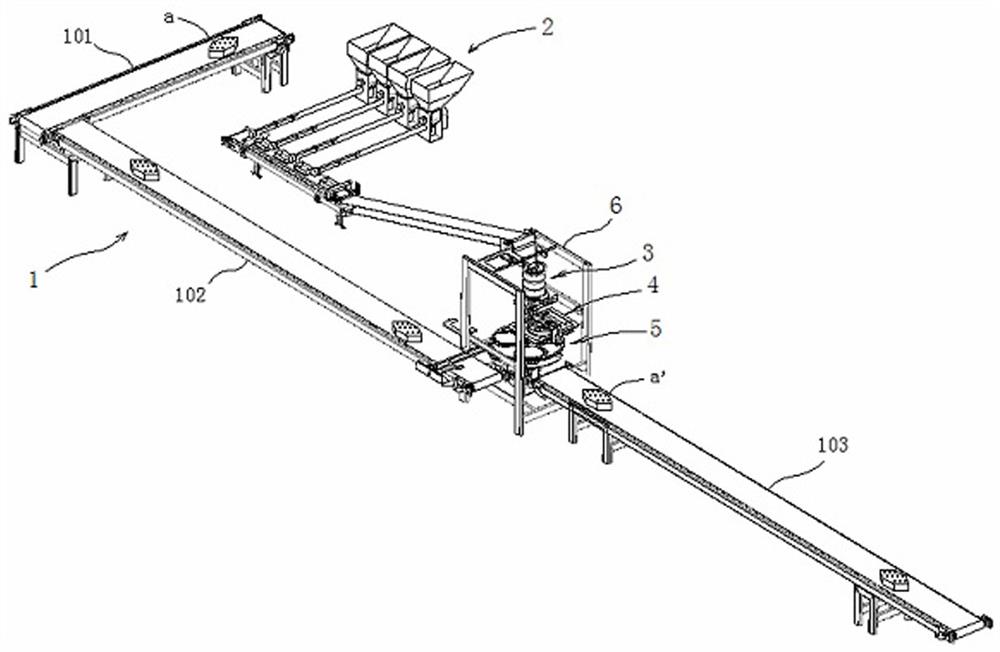
图1是本发明的结构示意图。
图2是本发明中药物配料输送装置的结构示意图。
图3是药物配料输送装置中的一组药物混料装置的结构示意图。
图4是本发明中的局部结构示意图。
图5是本发明的装药原理示意图。
图6是本发明中装药定量装置的结构示意图。
图7是本发明中均料器的结构示意图。
图8、图9分别是本发明中定量模板组件正反方向的结构示意图。
图10是本发明中纸筒饼旋转接药装置的结构示意图。
图11是本发明中出料推送装置8的结构示意图。
具体实施方式
见图1、图4,本发明提供的花炮纸筒饼装药自动生产线,包括花炮纸筒饼输送装置1、设在花炮纸筒饼输送装置1一侧的药物配料输送装置2、通过进料口302与药物配料输送装置2衔接的混药装置3、与混药装置3出料口303对应的装药定量装置4、设在装药定量装置4下面与装药定量装置4配合且与花炮纸筒饼输送装置1衔接的花炮纸筒饼旋转接药装置5和与花炮纸筒饼输送装置1、药物配料输送装置2、混药装置3、装药定量装置4、花炮纸筒饼旋转接药装置5电连接的控制装置。
见图1、图4,所述花炮纸筒饼输送装置1至少包括进料输送单元102和出料输送单元103,进料输送单元102和出料输送单元103分别设在花炮纸筒饼旋转接药装置5的进料工位和出料工位,还可根据现场情况增加输送单元,如本实施例在进料输送单元102前面设有与进料输送单元102衔接的输送单元101,输送单元采用皮带输送设备。
见图2、图3,所述药物配料输送装置2,包括四组药物混料装置201、与四组药物混料装置201衔接的振动筛202和与振动筛202衔接的药物输送装置203;所述每组药物混料装置201包括料斗2011、设在料斗2011底部出料筒2012内的搅拌轴2014和由输送管2015和设在输送管2015内的螺旋推料轴2017构成的螺旋输送器、设在出料筒2012外通过齿轮传动机构2019与螺旋输送器的螺旋推料轴2017连接的电机减速装置2013,输送管2015设有位于出料筒2012内的进料口2018和外端的出料口2016;所述振动筛202包括底部设筛网的通过气动部件产生振动的箱体2021、设在箱体2021上一字排列的四个进料口2022;所述药物输送装置203包括按照振动筛202的箱体2021的进料口2022排列方向设在箱体2021下面且向上延伸的输送带2031、安装在机架6上与输送带2031末端对应的料斗2032;四组药物混料装置201均通过螺旋输送器的输送管2015的出料口2016分别与振动筛202箱体2021上的四个进料口2022对应。
所述混药装置3可采用现有技术(参见中国专利文献CN106512834A),包括混药桶301、设在混药桶301上下的进料口302和出料口303。
见图4——图9,所述装药定量装置4,包括通过支架406固定在机架6上的定量模板组件402、固定在定量模板组件402上面的敞口的均料仓403、设在均料仓403内由电机驱动机构405驱动做旋转运动的均料器401、设在均料仓403内检测物料高度的检测部件407,电机驱动机构405通过支架404固定在支架406上;所述均料器401包括与电机驱动机构405连接的转动轴4011、固定在转动轴4011下端的若干弧形的刮条4012、设在刮条4012下面的耙钉4013,各刮条4012下面的耙钉4013错位设置;所述定量模板组件402包括通过连接柱4061固定在支架406下面的上模板4021、通过支架4022固定在上模板4021下面的下模板4024、固定在支架4022上的直线导轨4023、通过滑块4027安装在直线导轨4023上且位于上模板4021和下模板4024之间可以来回滑动的动模板4026、固定在支架4022上与动模板4026连接的驱动气缸4025,直线导轨4023和滑块4027组成直线导轨副;所述上模板4021和下模板4024上分别设有错位的若干定量孔40211和40241,所述动模板4026上设有可分别与上模板4021上的定量孔40211和下模板4024上的定量孔40241对应的定量孔40261;当动模板4026在驱动气缸4025的驱动下来回运动时,其上的定量孔40261将与上模板4021的定量孔40211对应,同时将下模板上的定量孔40241封闭,或者与下模板4024上的定量孔40241对应,同时将上模板4021的定量孔40211封闭;上模板4021、下模板4024和动模板4026的定量孔40211、定量孔40241和定量孔40261采用容积相同的圆角矩形孔,方便进料顺畅。
见图4、图5、图10、图11,所述花炮纸筒饼旋转接药装置5包括分度驱动机构、由分度驱动机构驱动做同步间歇旋转的设有物料孔5031的装药圆盘503和位于装药圆盘503下方在固定导轨509的导向下可以升降使花炮纸筒饼与所述装药圆盘503上的物料孔5031对应的工件托盘机构;所述分度驱动机构包括机座501、设在机座501上由电机减速机构驱动的主轴512;所述装药圆盘503设在主轴512上且按三分度(相差120度)设置进料、装药和出料三个工位,装药圆盘503上对应三个工位设有可与定量模板组件402中下模板4024的定量孔40241对应的漏斗状所述物料孔5031;所述导轨509呈圆弧状水平通过支柱511固定在机座501上,导轨509两端的底部分别成相对的斜面5091;所述工件托盘机构包括按三分度固定在主轴512上的导向轴安装板505、固定在各导向轴安装板505上的导向套506、设在导向套506内的导向轴507、固定在导向轴507上端与装药圆盘503上的物料孔5031对应的工件托板502、套设在导向轴507上位于工件托板502与导向套506之间的弹簧510、固定在导向轴507下端的与导轨509的底部配合的导向轮508,工件托板502上设有用于纸筒饼限位的限位边5021;所述工件托盘机构转动时,工件托板502通过导向轴507上的导向轮508与导轨509的配合依次做下降、平移和上升运动,工件托板502做上升运动时,使得其上的纸筒饼的内筒与装药圆盘503的一个工位上的物料5031孔对齐,使得位于该工位上方的下模板4024的定量孔40241中的物料b经物料孔5031落入纸筒饼的内筒中,完成装药(参见图5)。
见图5,装药圆盘503采用漏斗状物料孔5031,便于接住上面落下的物料b全部落入纸筒饼的内筒中。
见图5,所述定量模板组件402中上模板4021、下模板4024和动模板4026的定量孔40211、定量孔40241和定量孔40261,以及装药圆盘503上的物料5031与每个纸筒饼中的内筒数量对应设置,在装药工位装药时可同时将整个纸筒饼的内筒装满。
见图4、图11,与花炮纸筒饼旋转接药装置5的进料工位和出料工位相对应,在进料输送单元102和机架6上分别设有进料推送装置7和出料推送装置8,用于将进料输送单元102送过来的待装药的空纸筒饼a在进料工位推入花炮纸筒饼旋转接药装置5的装药圆盘503上和在出料工位上将装药圆盘503上装好药料b的纸筒饼a′推入出料输送单元103。所述进料推送装置7包括固定座701、安装在固定座701上的直线导轨704、通过滑块705设在直线导轨704上的推板703、与推板703连接的气缸702;所述出料推送装置8的结构与进料推送装置7相同,包括固定座801、安装在固定座801上的直线导轨804、通过滑块设在直线导轨804上的推板803、与推板803连接的气缸802。进料推送装置7和出料推送装置8中的推板703和803在各自气缸的驱动下,沿直线导轨运动可分别将待装药的空纸筒饼a和装好药料b的纸筒饼a′分别推入和推出花炮纸筒饼旋转接药装置5。
参见图4——图6,所述均料仓403内位于所述均料器401的刮条4012上方设有与所述控制装置电连接的检测部件407。
工作原理
1、送料:参见图1—图3,药物配料输送装置2工作时,先将四种火药分别倒入四组药物混料装置201的料斗2011内,各药物混料装置201料斗2011内的火药经出料筒2012内的搅拌轴2014的搅拌后(防止火药起拱)由螺旋输送器送至振动筛202箱体2021内,振动的箱体2021利用筛网将火药均匀落在药物输送装置203的输送带2031上,由于箱体2021的进料口2022一字排列,输送带2031依次经过各进料口2022时,由第一个进料口2022落下的火药在输送带2031上形成第一层火药层,后面的各进料口2022落下的火药分别落在前一进料口2022落下的火药层上,最终在输送带2031上形成四层火药层。
2、混料:参见图4,火药由药物配料输送装置2的输送带2031经料斗2032和进料口302落入混药装置3的混药桶301内,四种火药经振动和多层导流板导流及筛网筛分混合均匀后形成物料b,经出料口303落入装药定量装置4的均料仓403内。
3、装药:先将若干单个纸内筒制成六边形的空纸筒饼a,待装药的空纸筒饼a由花炮纸筒饼输送装置1中进料输送单元102输送至花炮纸筒饼旋转接药装置5,由装药定量装置4与花炮纸筒饼旋转接药装置5配合将混合后的物料b定量灌入空纸筒饼a的各个内筒。参见图4—图11,所述装药定量装置4的作用是将物料b定量装入空纸筒饼a的内筒,其定量装药的工作原理是:初始状态时,定量模板组件402中动模板4026上的定量孔40261对准上模板4021的定量孔40211,其它无孔部分将下模板4024上的定量孔40241封闭,由混药装置3下来的物料b进入均料仓403后,均料器401转动,利用刮条4012下面的耙钉4013将物料b耙匀并进入上模板4021上的定量孔40211和动模板4026的定量孔40261内直到填满为止,然后动模板4026运动,使其上的定量孔40261对准下模板4024上的定量孔40241,而无孔部分则堵住上模板4021的定量孔40211,不让物料b再下落,动模板4026定量孔40261里面的物料b经下模板4024上的定量孔40241全部落下,经花炮纸筒饼旋转接药装置5的装药圆盘503进入空纸筒饼a的内筒中,完成一个空纸筒饼a的定量装药过程。
如果物料b落入均料仓403内的速度超过定量装药速度时,会在均料仓403内堆积,当物料b堆积的高度达到设定值触碰到检测部件407时,检测部件407将检测信号送至控制装置,控制装置发出指令控制药物配料输送装置2暂停向装药定量装置4输送物料b,待均料仓403内的物料b恢复正常后,药物配料输送装置2继续工作。
参见图4——图5、图10——图11,花炮纸筒饼旋转接药装置 5工作时,在进料工位,工件托盘机构的工件托板502通过导向轮508与导轨509的底部配合位于导轨509一侧的中部区域,处于低位阶段,由进料推送装置7将待装药的空纸筒饼a推入工件托盘机构的工件托板502的限位边5021内,工件托板502载着空纸筒饼a与装药圆盘503一起随主轴512同步转动,当运动至装药工位时,工件托板502的导向轮508进入导轨509后端的斜面5091并移出导轨509,在弹簧510的作用下,工件托板502做上升运动处于高位阶段,使得其上的空纸筒饼a靠紧装药圆盘503,且空纸筒饼a中的各内筒与装药圆盘503上的物料孔5031一一对应,装药圆盘503上的物料孔5031恰好与装药定量装置4的下模板4024上的定量孔40241对应,这时花炮纸筒饼旋转接药装置5停止转动,通过装药定量装置4完成装药;接着花炮纸筒饼旋转接药装置5又开始转动,工件托板502载着装好药的纸筒饼a′又从导轨509前端的斜面5091进入导轨509做下降运动并进入导轨509另一侧的中部区域处于低位阶段,使得纸筒饼a′与装药圆盘503脱离直到出料工位,由出料推送装置8将装好物料b的纸筒饼a′推送至花炮纸筒饼输送装置1的出料输送单元103,输送到装药工房外面进入下一道工序工房进行纸筒封口。
由于装药圆盘503上设有三个按工位设置的工件托盘机构的工件托板502,当出料工位出料时,进料工位同时进料,周而复始连续工作,本发明的这种特点可以极大地提高花炮纸筒饼装药的质量和效率。