一种推拉式酸洗机组消除带钢酸洗停车斑的装置及方法
文献发布时间:2023-06-19 12:04:09
技术领域
本发明涉及一种推拉式酸洗机组消除带钢酸洗停车斑的装置及方法,属于冶金行业轧钢技术领域。
背景技术
热轧带钢表面存在氧化铁层,在酸洗工序需要通过酸洗反应去除氧化铁皮。在推拉式酸洗机组生产过程中,由于出口段活套量小,当切边堵边、堆钢等原因短暂停车时,带钢在酸洗清洗工艺段停留,带钢表面、清洗水、空气中的氧气发生反应形成FeO(OH)物质,形成停车斑。停车斑若不消除,一方面将会无法满足高级别用户需求,造成质量改判;另一方面带钢经镀锌后,停车斑的存在会导致带钢因表面锌层缺陷而降级,进而造成损失。
目前,为消除停车斑,常用的方法是倒带法,即带钢停车发生后再次运行前,将漂洗段中部分的带钢退回到酸洗段,对带钢表面的氧化物进行二次酸洗,清除带钢表面的FeO(OH)物质。这种方法存在的问题主要有:1)倒带时存在对酸洗段前设备的腐蚀;2)当带钢在出口段活套内的存量不足时,不能使在漂洗段产生的停车斑完全倒入酸洗段,造成停车斑消除不彻底;3)倒带过程中,带钢在酸洗槽内易产生跑偏造成堆钢刮边等问题,再次发生事故造成停车斑产生;4)倒带作业切换到正常运行作业的过程,带钢还会有短暂的停顿,造成停车斑的再次产生。
发明内容
本发明的目的是提供一种推拉式酸洗机组消除带钢酸洗停车斑的装置及方法,能够使带钢和空气中氧气隔绝,阻止带钢表面氧化反应,防止停车斑的产生,解决背景技术中存在的问题。
本发明的技术方案是:
一种推拉式酸洗机组消除带钢酸洗停车斑的装置,包含若干对在同一水平面上先后布置的挤干辊,每对挤干辊均包含一个上挤干辊和一个下挤干辊,带钢从上挤干辊和下挤干辊之间通过,相邻两对挤干辊的下方均设有一个漂洗槽,多个漂洗槽构成漂洗段,多个漂洗槽内的清洗水逆着带钢运行方向逐级向前溢流;相邻两对挤干辊之间均设有漂洗上噴梁和漂洗下噴梁,漂洗上噴梁和漂洗下噴梁分别位于带钢的上方和下方,漂洗上噴梁上设有漂洗上噴管,漂洗下噴梁上设有漂洗下噴管;挤干辊的一端设有右上侧挡盖、右中侧挡盖和右下侧挡盖,挤干辊的另一端设有左上侧挡盖、左中侧挡盖和左下侧挡盖;在每个漂洗下噴梁的两侧且靠近下挤干辊的位置分别设置封闭装置,所述封闭装置包含橡胶块、气馕、气囊充气口、弹性胶条和底座,底座固定在漂洗下噴梁上,气馕固定在底座上,橡胶块固定在气馕上,气囊上设有气囊充气口,气囊充气口连接压缩空气管路;上挤干辊、下挤干辊、封闭装置、左中侧挡盖和右中侧挡盖形成封闭空间。
所述橡胶块和气馕的长度与下挤干辊的辊面长度一致。
所述气囊内部长度方向均匀布置多个弹性胶条,弹性胶条两端分别与橡胶块和底座粘接在一起。
所述漂洗下噴梁上设有与底座相匹配的T形凹槽,底座固定在漂洗下噴梁的T形凹槽内。
所述漂洗上噴管和漂洗下噴管的喷水方向均朝向带钢。
一种推拉式酸洗机组消除带钢酸洗停车斑的方法,采用上述所限定的一种推拉式酸洗机组消除带钢酸洗停车斑的装置,按照以下步骤进行操作:
步骤一、当带钢通过漂洗段时,上挤干辊压下,漂洗上噴管和漂洗下噴管分别喷射清洗水,对带钢上下表面残留酸液进行清洗;
步骤二、当带钢在漂洗段停止运行时,封闭装置中的气囊充气,使封闭装置中的橡胶块伸出且与下挤干辊接触,此时上挤干辊、下挤干辊、封闭装置、左中侧挡盖和右中侧挡盖形成封闭空间;
步骤三、漂洗上噴管和漂洗下噴管冲洗带钢的水注入由上挤干辊、下挤干辊、封闭装置、左中侧挡盖和右中侧挡盖形成封闭空间内,封闭空间蓄满的水淹没带钢的表面,使带钢表面与空气中氧气隔绝,从而避免停车斑缺陷的形成;
步骤四、当带钢重新启动运行时,封闭装置中的气囊放气,使封闭装置中的橡胶块缩回,漂洗上噴管和漂洗下噴管继续分别对带钢上下表面残留酸液进行清洗。
所述漂洗上噴管和漂洗下噴管对带钢上下表面喷射的清洗水的温度为50~80℃,喷射清洗水的压力2—5kg,沿带钢运行方向漂洗段的末级上下喷管清洗水电导率≤80μs/cm。
本发明的有益效果是:能够使带钢和空气中氧气隔绝,阻止带钢表面氧化反应,防止停车斑的产生,提高带钢的表面质量,具有成本低、绿色环保、清洁效率高的优点,尤其适合推拉式酸洗机组的生产。
附图说明
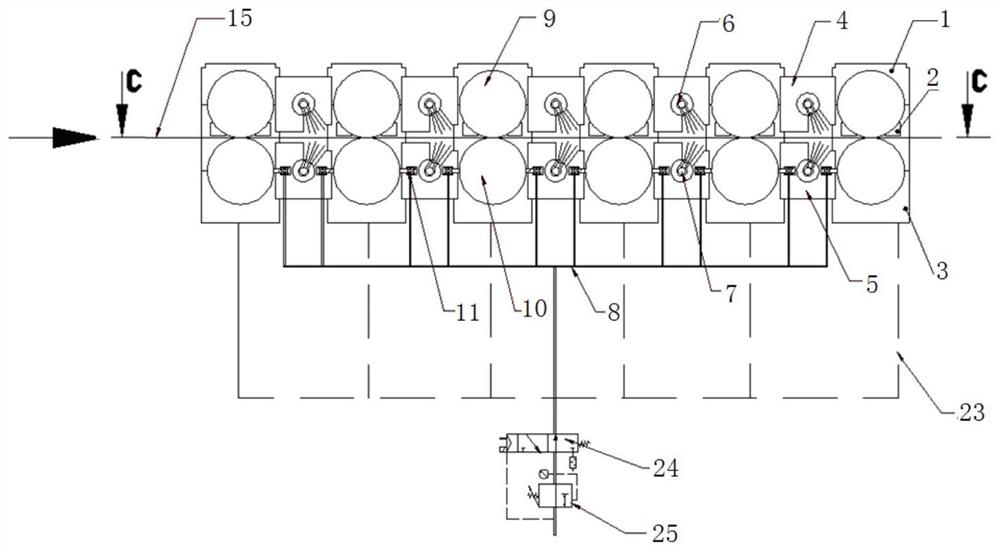
图1 为本发结构示意图;
图2 为图1中的 C-C剖面结构示意图;
图3 为漂洗段三维立体示意图;
图4 为封闭装置结构主视图;
图5 为封闭装置结构侧视图;
图6 为封闭装置结构B-B剖面图;
图7 为封闭装置结构A-A剖面图;
图8 为漂洗下噴梁结构图;
图9 为漂洗下噴梁剖面图;
图10 为挤干辊中侧挡盖结构图;
图中:右上侧挡盖1、右中侧挡盖2、右下侧挡盖3、漂洗上噴梁4、漂洗下噴梁5、漂洗上噴管6、漂洗下噴管7、压缩空气管路8、上挤干辊9、下挤干辊10、封闭装置11、左上侧挡盖12、左中侧挡盖13、左下侧挡盖14、钢带15、橡胶块16、气囊17、气囊充气口18、弹性胶条19、底座20、溢流孔21、内挡板22、漂洗槽23、二位三通过电磁阀24、压力调节阀25。
具体实施方式
以下结合附图,通过实例对本发明作进一步说明。
参照附图1-10,一种推拉式酸洗机组消除带钢酸洗停车斑的装置,包含若干对在同一水平面上先后布置的挤干辊,每对挤干辊均包含一个上挤干辊9和一个下挤干辊10,带钢从上挤干辊9和下挤干辊10之间通过,相邻两对挤干辊的下方均设有一个漂洗槽23,多个漂洗槽23构成漂洗段;相邻两对挤干辊之间均设有漂洗上噴梁4和漂洗下噴梁5,漂洗上噴梁4和漂洗下噴梁5分别位于带钢的上方和下方,漂洗上噴梁4上设有漂洗上噴管6,漂洗下噴梁5上设有漂洗下噴管7;挤干辊的一端设有右上侧挡盖1、右中侧挡盖2和右下侧挡盖3,挤干辊的另一端设有左上侧挡盖12、左中侧挡盖13和左下侧挡盖14;在每个漂洗下噴梁5的两侧且靠近下挤干辊10的位置分别设置封闭装置11,所述封闭装置11包含橡胶块16、气囊17、气囊充气口18、弹性胶条19和底座20,底座20固定在漂洗下噴梁5上,气囊17固定在底座20上,橡胶块16 固定在气囊17上,气囊17上设有气囊充气口18,气囊充气口18连接压缩空气管路8;上挤干辊9、下挤干辊10、封闭装置11、左中侧挡盖13和右中侧挡盖2形成封闭空间。
在本实施例中,结合图1至图3,带钢15沿箭头方向运动。该推拉式酸洗机组消除带钢停车斑的装置,包括安装在上挤干辊工作面两侧端部左上侧挡盖12和右上侧挡盖1、安装在上挤干辊与下挤干辊工作面两侧端部之间的左中侧挡盖13和右中侧挡盖2、安装在下挤干辊工作面两侧端部左下侧挡盖14和右下侧挡盖3、用于安装漂洗上喷管的漂洗上噴梁4、用于安装漂洗下喷管的漂洗下噴梁5、安装在上噴梁内的漂洗上噴管6、安装在下喷梁内的漂洗下噴管7、压缩空气管路8、用于挤干带钢表面液体的上挤干辊9和下挤干辊10、安装在漂洗下喷梁4两侧壁卡槽内的封闭装置11;沿带钢15运动方向设置有五个漂洗槽23,五个漂洗槽23组成漂洗段;在漂洗段出入口处及每两个漂洗槽23之间设置有上挤干辊9和下挤干辊10,上挤干辊9和下挤干辊10对称分布于带钢15上下表面;在每个漂洗槽23上方设置一组漂洗上噴梁4和漂洗下噴梁5,漂洗上噴梁4和漂洗下噴梁5对称分布于带钢15上下表面;在每个漂洗下噴梁5两侧壁离挤干辊最近的位置设置封闭装置11。
所述的上挤干辊9和下挤干辊10表面采用橡胶等防腐材料,以防止带钢15表面残留酸液腐蚀上挤干辊9和下挤干辊10;所述漂洗上噴梁4和漂洗下噴梁5采用大理石等防腐材料,以防止带钢15表面的残留酸液腐蚀噴梁。
结合图4至图9,封闭装置11用于实现淹没空间底面的封闭功能,包括橡胶块16、气囊17和底座20,橡胶块16和气囊17粘结在一起,橡胶块16和气馕17长度与下挤干辊10辊面长度一致,气囊17的左端壁设置气囊充气口18,气囊充气口18连接压缩空气管路8;在气囊17内部长度方向均匀布置多个弹性胶条19,弹性胶条19两端分别与橡胶块16和底座20粘接;底座20固定在漂洗下噴梁5侧壁T形凹槽内;
所述的橡胶块16和底座20采用耐腐蚀的硬质的橡胶材料;气囊17和弹性胶条19采用具有耐腐蚀高弹性的橡胶材料。
沿带钢15运行方向,在每个漂洗槽23前面的上挤干辊9和下挤干辊10压紧带钢15的表面,组成封闭空间的前侧壁;沿带钢15运行方向,在每个漂洗槽23后面的上挤干辊9和下挤干辊10压紧带钢15的表面,组成封闭空间的后侧壁;封闭装置11中的橡胶块16和下挤干辊10接触压紧形成封闭空间的底部;左中侧挡盖13和右中侧挡盖2形成封闭空间的左右侧壁。
封闭装置11中的气囊充气口18连接压缩空气管路8,压缩空气管路8通过连接两位三通电磁阀24和压力调节阀25,控制气囊17充气和放气,实现封闭装置11的伸缩动作;气囊17充气膨胀时,推动橡胶块16伸出接触下挤干辊10辊面,封闭漂洗下噴梁5与下挤干辊10之间的缝隙;气囊17放气收缩时,拉动橡胶块16缩回脱离下挤干辊10辊面。
结合图2和图10,左中侧挡盖13、右中侧挡盖2的内挡板22上开有两个正方形溢流孔21,溢流孔21下边距离带钢高度为20-30mm。
一种推拉式酸洗机组消除停车斑的方法,其步骤为:
步骤一、当带钢通过漂洗段时启动漂洗循环系统,同时上挤干辊9压下,漂洗上噴管6和漂洗下噴管7分别对带钢上下表面残留酸液进行清洗,该清洗水的温度为50~80℃,喷射清洗水压力2—5kg,沿带钢运行方向漂洗段的末级上下喷管清洗水电导率≤80μs/cm。此时控制两位三通电磁阀24位置使气囊17和大气联通,封闭装置11处于缩回状态。
步骤二、当带钢在漂洗段停止运行时,控制两位三通电磁阀24位置,使气囊17充气,使封闭装置11中的橡胶块16伸出与挤干辊10接触,并且当压力稳定在4kg时停止充气;此时上挤干辊9、下挤干辊10、封闭装置11、左中侧挡盖13、右中侧挡盖2形成封闭空间。
步骤三、通过漂洗上噴管6和漂洗下噴管7对带钢上下表面冲洗后清洗水注入封闭空间内,封闭空间蓄满的液体快速淹没带钢15的表面;当液面超过带钢表面高度20-30mm时,液体通过溢流孔21流回漂洗槽23内。此时使带钢表面与气体中氧气隔绝,阻止水解反应发生,避免停车斑缺陷的形成。
步骤四、当带钢重新启动运行时,控制两位三通电磁阀24位置动作封闭装置气囊17和大气联通,此时封闭装置11依靠气囊17及弹性胶条19拉动缩回漂洗下噴梁凹槽内,封闭空间打开排空液体,漂洗上噴管6和漂洗下噴管7继续分别对带钢上下表面残留酸液进行清洗。
在封闭空间内注入清洗水时,同时还可以加入漂洗钝化剂,添加的比例为1-2‰。
- 一种推拉式酸洗机组消除带钢酸洗停车斑的装置及方法
- 一种消除推拉式酸洗线上带钢腰折印的装置及其控制方法