特别是用于装备钟表部件的力和距离同步测量设备
文献发布时间:2024-01-17 01:21:27
技术领域
本发明涉及一种特别是用于装备钟表的设备,所述设备用于向钟表部件施加轴向力,并同步测量基准与所述部件的表面之间的轴向距离,所述设备包括承载至少一个测量主体的支承座,所述测量主体包括至少一个测量装置,该测量装置布置成对钟表部件的所述表面在轴向方向上的位置进行轴向测量,该测量装置包括测杆,所述测杆与支靠测量销接触并且在所述轴向方向上与所述支靠测量销对齐。
本发明还涉及一种使用这种测量设备的方法。
本发明涉及钟表制造领域,尤其涉及工厂装配和计量。
背景技术
在向钟表部件中镶嵌宝石的步骤范围内,对于给定的力必须保证其配合强度(最大位移为2微米的量级),以确保同一系列的坯件可以互换。
通常,通过相继地使用距离传感器和力发射器并且之后再次使用距离传感器来完成这种确定,所述距离传感器是基于使用抵靠在珠宝表面上的测杆,所述力发射器在该珠宝上施加经标定的轴向力,所述力发射器设置有力传感器,再次使用所述距离传感器是用于检查该珠宝在钟表部件中的最大凹陷是否在公差范围内。
用于评估珠宝的配合强度的另一种可行方法是使用电机驱动的力-距离测量设备。这种替代方案主要用于实验室,在某些情况下用于生产。然而,该方案实施起来更为复杂,在测量多个位置时速度较慢,并且成本更高。
XP1551355A公开了一种用于压入机械零件的机器,该机器包括珠宝压台和构造成将珠宝压入板件中的坯件压台。该机器还包括珠宝测杆和板式测杆,其构造成在使用压坯机对支承座局部预加应力之前测量珠宝和支承座之间的相对位置。因此,XP1551355A公开的机器将力的施加与被施加所述力的表面的位移测量相结合。
发明内容
为了避免采用上述任一方案的繁琐测量方法,本发明提出通过简单原理将两个测量元件(力和距离)组合成单个组件,从而避免了对钟表部件进行多次处理操作的需要。
因此,确定珠宝的配合强度的复杂性降低且成本更低。
为此,本发明涉及根据权利要求1所述的用于装备钟表的同步测量力和距离的设备。
本发明的另一方面涉及根据权利要求21所述的使用这种测量设备的方法。
附图说明
在阅读以下参考附图给出的详细描述后,将更好地理解本发明的其他特征和优点,在附图中:
-图1示意性示出了根据本发明的设备的正视图,该设备包括刚性框架,该刚性框架具有用于接纳钟表部件的工作台、柱和承载测量主体的支承座,该测量主体集成有测距测杆,并且包括控制装置,在这种情况下该控制装置由带槽的环形件形成,并且布置成由用户操作,或者如这种情况下这样由包括在自动操纵器中的驱动滚轮操作,以便向部件的表面施加特征化的轴向力,该特征化的轴向力通过弹性复位装置被传递到支靠测量销,该弹性复位装置遵循可再现的力/行程特性,并且控制装置对该弹性复位装置施加一定行程以获得预定系数的轴向力;
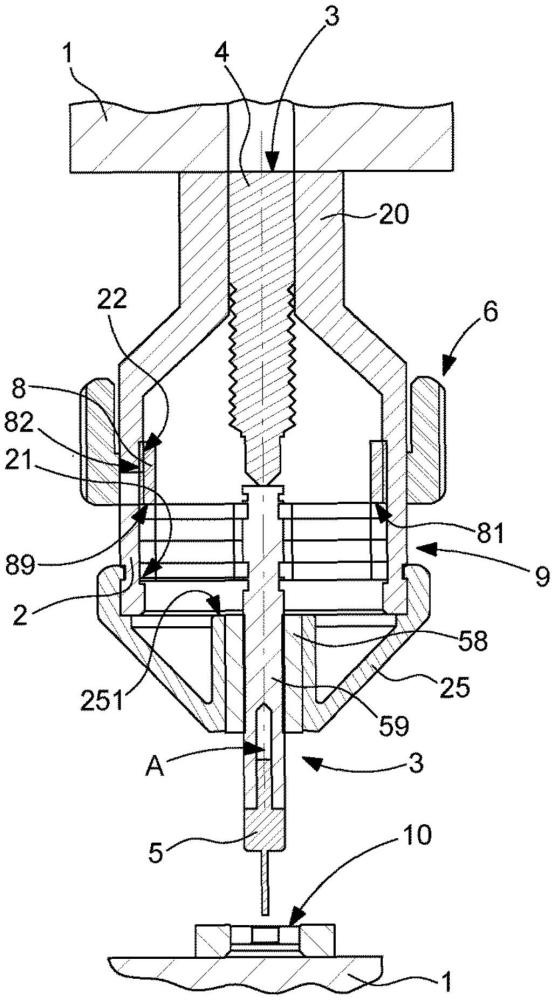
-图2示意性示出了这种设备的第一可选实施例的局部轴向剖视图,其中可以看到由外环形件形成的控制装置驱动内环形件,该内环形件使弹性元件的堆叠组件变形,该弹性元件的堆叠组件构成用于施加轴向力的弹性复位装置;
-图3示意性示出了这种包括螺旋卷绕臂的圆形弹性元件的平面图;
-图4示意性示出了这种设备的另一可选实施例的测量主体的正视图,其中外环形件包括驱动器,每个驱动器均能够在主体中的螺旋沟槽内移动;
-图5示意性示出了处于休止位置的图4中的测量主体的剖视图,其中弹性元件的堆叠组件抵靠在上部主体的止挡表面上;
-图6与图4类似地示出了没有外环形件的同一测量主体;
-图7与图6类似地示出了没有上部主体的同一测量主体;它从上到下示出了测杆、由控制装置移动的支靠环、弹性元件的堆叠组件、以及支靠测量销;
-图8与图7类似地示出了没有支靠环的同一测量主体;
-图9示意性示出了图6中的组件的透视图;
-图10示意性示出了图7中的组件的透视图,示出了此类弹性元件和中间环的交替堆叠组件;
-图11示意性示出了图8中的组件的透视图,其中没有示出上部弹性环,并且只有上部中间环是可见的;
-图12是弹性元件或弹性元件堆叠组件的力/行程特性曲线的一个示例:已知的行程值精确地确定了预定的轴向力值;
-图13示意性示出了包括三个根据本发明的设备的生产站点的俯视图,该生产站点具有可通过曲柄或电机调节高度的支承座,以及承载钟表部件且能够由码垛机互换的服务圆形托盘;其中一个设备包括如图1所示的驱动滚轮;
-图14示意性示出了包括串联的两个层级的测量主体的截面图,其中上部层级施加的力大于用于微调的下部层级施加的力;
-图15示意性示出了设备的工作台的剖视图,该工作台包括设置在部件下方的力传感器,以用于数字化地测量施加到其上的轴向力;
-图16与图15类似地示出了包含这种力传感器的工件保持托盘。
具体实施方式
本发明涉及一种用于向钟表部件施加轴向力并同时测量基准与该部件的表面10之间的轴向距离的设备100。
本发明是为控制钟表的装备/装饰操作而开发的,可用于任何需要对部件施加力的精密操作,以及在施加所述力期间或之后验证该部件的轴向位置的保持或漂移。因此,它受到许多精密工程应用的关注,尤其是制表行业。
该设备100包括承载至少一个测量主体2的尽可能刚性的支承座1。该测量主体2包括至少一个测量装置3,该测量装置3布置成对钟表部件的这种表面10相对于基准表面(例如支承座1中包括的工作台)或类似表面在轴向方向A上的位置进行轴向测量。该测量装置3包括测杆4,该测杆4在感应连接或类似连接的情况下与支靠测量销5相接触或位于其附近,并在该轴向方向A上与支靠测量销5对准。
根据本发明,设备100是用于同时施加力并测量该力所施加到的表面的位移的组合设备。为此目的,设备100包括至少一个控制装置6,其布置成由用户或自动操纵器7操作,以便向表面10施加特征化的轴向力,该轴向力通过至少一个经标定的轴向弹性复位装置9被传递到所述支靠测量销5。术语“特征化的轴向力”应理解为是指所有弹性复位装置9遵循可再现的力/行程特征:因此每个所施加的行程始终对应于相同的力。
有利地,弹性复位装置9的组成是模块化的,从而允许使用适合预期应用的特定范围的力。例如,为了通过将珠宝压入孔中来装备手表部件,在绝大多数情况下选择以下弹性复位装置9以用于压入钟表的珠宝:即,所述弹性复位装置9覆盖从0到40N的范围,更具体地从2N到40N的范围。然而,同样可以选择覆盖有限的范围,例如15到25N。在任何情况下,施加在控制装置6上的行程(其可以通过刻度尺、槽口或类似物来识别)向用户提供了如下保证:施加了在特性曲线上与该行程相对的力读数。
控制装置6更具体地布置成通过在轴向方向A上的运动来驱动支靠环8,以及修改支靠环8在该轴向方向A上对所述至少一个轴向弹性复位装置9施加的轴向力,弹性复位装置9布置成将与支靠环8的轴向行程成比例的轴向力传递到所述支靠测量销5。
在附图所示的有利的可选实施例中,控制装置6布置成被驱动旋转,并且例如采用带沟槽(或半圆柱形槽)的环形件的形式,并且包括至少一个驱动器61,该驱动器61布置成跟随设置在主体2中的倾斜的或大致螺旋形的沟槽26,并且驱动支靠环8至少在轴向方向A上平移。该支靠环8在轴向方向A上包括外螺纹82或内螺纹,其分别与主体2中包括的内螺纹22或外螺纹配合。类似地,控制装置6包括内螺纹68或外螺纹,其分别与主体2中包括的外螺纹28或内螺纹配合。在图中所示的非限制性可选实施例中,控制装置6是一个环形件,它能够旋转到预定位置以逐渐施加所需的力。
根据本发明的一个有利特征,轴向弹性复位装置9包括至少一个弹性元件90,其特别是大致为平面的,并且包括承载至少一个螺旋卷绕臂93的周边轮缘91,该螺旋卷绕臂93承载中心环92,如图3所示。更具体地,该弹性元件90由XC80类型或类似类型的弹簧钢制成。这种具有相同平面几何形状的弹性元件90的生产允许它们被制成可互换的。不同厚度的选择使它们具有多种应力特性。例如,对于相同的平面几何形状,厚度为0.1mm的元件可以对应于5N的力,厚度为0.2mm的元件可以对应于7.5N的力,厚度为0.3mm的元件可以对应于12.5N的力,厚度为0.4mm的元件可以对应于15N的力,厚度为0.5mm的元件可以对应于17.5N的力,厚度为0.6mm的元件可以对应于20N的力,等等。每个弹性元件90的特征在于所施加的轴向力/行程特性曲线,并且很容易确定具有类似行为的这种弹性元件90的堆叠组件的特性曲线。例如,这些图示出了通过使用三个厚度为0.5mm的弹性元件90和一个厚度为0.2mm的弹性元件90实现了40N的最大轴向力,其中这些弹性元件90具有相同的投影几何形状,这有利于其以低生产成本进行制造。此外,不同厚度的组合也使它们具有多种应力特性。例如,对于由三个厚度为0.5mm的元件和一个厚度为0.2mm的元件形成的一组弹性元件,该组弹性元件的1mm的轴向位移可对应于12N的力,1.5mm的轴向位移可对应于19N的力,2mm的轴向位移可对应于26N的力,2.5mm的轴向位移可对应于33N的力,3mm的轴向位移可对应于40N的力,等等。
图12示出了被标定在40N的弹性复位装置9的特性曲线的一个示例,可以看出该曲线接近线性。该曲线在此被夸大地扭曲,因为根据图3的弹性元件90的特性在其使用范围内被视为接近线性。然而很明显,即使特性曲线不是线性的,当涉及到限定确保已知力值的离散的轴向行程值时,重要的是特性曲线的可再现性。此外,通过标记、槽口或类似物识别的特定行程对应于明确限定的力值,如在该示例中角度11°/力10N、角度25°/力20N、角度37°/力30N、角度49°/力40N。不言而喻,这种弹性元件90不一定是平面的,如在具有圆锥形几何形状的Belleville或Schnorr垫圈的情况下那样,但应该指出的是,这里所施加的力非常小,并且平面几何形状要有利的多,因为它比非平面的或圆锥形的弹簧垫圈更好地保证了制造的可重复性。此外,相对于平面休止位置的偏移也非常小,对于如图中所示的非限制设备中使用的外径为30mm且内径为5mm的弹性元件90,约为十分之一毫米或一毫米。
因此,更具体地,轴向弹性复位装置9包括多个这样的弹性元件90的堆叠组件,其中每个弹性元件都针对特定的标称轴向力进行标定,并且由此产生的结果确定了设备100的最大轴向标定(值)。
有利地,该堆叠组件是这种弹性元件90和中间环95的交替堆叠组件,中间环95布置成避免相邻弹性元件90的臂93之间的任何接触。以一种特定且非限制性的方式,该堆叠组件还在顶部包括卡环/保持环99,其与中心轴59中的沟槽599配合,并且保持由与中间环95交替的弹性元件90形成的组件(中间环95特别是由黄铜制成);朝向底部,另一个卡环可被收纳在另一个沟槽内,以简单地用作行程止动件,并且最重要的是有助于组装,而不会对弹性元件90和中间环95的组件施加应力,因为该组件必须在下侧是自由的以便能够施加支靠力。
在如图所示的组成方案中,设备100包括多个这样的弹性元件90,所有这些弹性元件都是可互换的,并且每个弹性元件与一个力-行程特性曲线相关联,该特性曲线可以被用户访问和/或存储在管理装置中,该管理装置能够根据要施加的合力以及要施加到控制装置6以获得给定轴向力的旋转行程或轴向行程来确定堆叠组件的组成。因此,用户可以确定施加到表面10的实际力。
不同的布置方式也是可能的。在一个可选实施例中,轴向弹性复位装置9包括至少一个弹性元件90,该弹性元件90能够在第一刚性部分与第二刚性部分之间轴向变形,其中第一刚性部分以抵接方式支靠在主体2中包括的至少一个止挡表面21、251上,第二刚性部分承受由支靠环8中包括的至少一个推力表面81、89施加的推力作用。在另一可选实施例中,轴向弹性复位装置9包括至少一个弹性元件90,其能够在第一刚性部分与第二刚性部分之间轴向变形,其中第一刚性部分以抵接方式支靠在所述主体2中包括的至少一个止挡表面21、251上,第二刚性部分与支靠环8成一体。
为了更容易地维护和更换弹性元件,主体2有利地由至少两个彼此组装的部分制成,其中上部部分20布置成与控制装置6配合并包围测杆4,下部部分25承载所述支靠测量销5。销接装置252、51允许容易地拆卸各个组成部件。
测杆4与刚性压头59配合,该压头59被容纳在轴承座或轴承58内,并经由优选可互换的支靠测量销5压在表面10处的待测试的插入点上。当施加力时,立即测量表面10的位移。测杆无间隙地搁置在待测试的表面10上,因此设置显示器的零点即可;然后通过根据刻度旋转控制装置6来施加预定的力,该刻度不一定是均匀的,并且源自弹性元件90的力/行程特性,弹性元件90在设备100的当前组成中形成设备100的弹性复位装置9。
更具体地,至少一个控制装置6包括用于限制行程的槽口和/或止挡部。
在一个具体实施例中,如图14简要所示的,设备100包括单独的控制装置6串联组成的堆叠组件:与上部主体201和上部弹性复位装置901配合的上部控制装置601,以及与下部主体202和下部弹性复位装置902配合的下部控制装置602,其各自对应于特定范围的所施加的力,以便向表面10施加在第一力范围内的第一轴向力,然后施加在低于第一力范围的第二力范围内的低于第一轴向力的至少第二轴向力。
更具体地,设备100特别是在上部主体20处包括上部止挡部29,用于通过使弹性元件90进入未变形的休止位置来重置行程。更具体地,该上部止挡部29包括O型环或类似类型的至少一个保护和密封垫圈。
在图15和16的可选实施例中,设备100的支承座1包括用于接纳至少一个部件的至少一个工作台或托盘79,该工作台或托盘79包括力传感器101,其布置在部件下方以用于数字化地测量施加在其上的轴向力。
本发明涉及精密钟表领域,因此涉及测量在微米范围内的非常小的偏差的能力。为此,设备100必须尽可能刚性,同时保持较小的外部尺寸,并且具有允许其从一个工作站被手动移动到另一个工作站的质量。
设备100包括至少一个单一的大的导向柱16,如图1所示,或者包括多个导向柱18、19,如图13所示,其用于引导承载测量主体2的支承元件15,并且设备100有利地包括用于在生产转换期间对于设备100的接近情况进行宏观调节的手动调节装置17和/或电机驱动的调节装置170,或者包括用于快速改变支承座15的高度的凸轮杆。所述柱16或这些柱18、19确保了在组合的力施加和测量活动期间设备100的刚度以及在每个支承元件15与用于接收待处理部件的工作台之间的轴向距离E的一致性。当设备100是如图13所示的多站点设备时,其中一个站点可以专用于抽取。
在大规模生产的情况下,设备100有利地包括用于接收部件的至少一个托盘79,其布置成用于通过机器人、旋转或线性码垛机或类似装置进行自动化操控。
为了在没有操作人员的情况下使用,或者如果同一操作人员同时管理多个这样的设备100,则至少一个设备100包括至少一个自动操纵器7,其包括滚轮、皮带、驱动轮等,用于控制至少一个控制装置6的旋转角行程。该自动操纵器7可以与观察装置耦接,以便在控制装置6和主体2上包括的标记同步时停止自动操纵器7的驱动运动。
本发明还涉及一种使用这种设备100的方法,其中利用弹性元件90的变形可再现性来执行从一开始就正确的施加力的操作,并且不需要后续的验证测量,因为设备100在向表面10施加轴向力的同时测量表面10的位移。根据本发明,提供了多个这样的经标定的弹性元件90,其力特性被记录为所施加的轴向行程的函数,并且这样的弹性元件90的特定堆叠组件的特征在于其作为所施加的轴向行程的函数的组合合力特性。此外,该组合特性用于在单次操纵操作中赋予控制装置6旋转行程或轴向行程,根据组合特性,该行程对应于与要施加的特定轴向力相关联的特定行程。
更具体地,将力施加到部件的表面10并从表面10的同一侧测量表面10的位移,这与现有技术中不同,其中通常从上方施加力然后从下方测量位移。
更具体地,设备100用于为钟表部件装配珠宝,其插入力和相对于该钟表部件的轴向位置一致性受到控制。这样的钟表部件特别地但非限制性地可以是诸如机板、桥夹板、框架等的坯件,或者诸如圆盘、摇杆、中间轮等的配件。
更具体地并且相反地,该设备100用于以受控的抽取力抽出被压入钟表部件中的镶嵌的珠宝。
总而言之,为了简化对珠宝装配强度的测量,已构思出对测杆的端部(距离测量)增设一个简单直观的致动器,以产生源自一组螺旋弹簧的所需的力。
一旦距离测量系统的端点与珠宝接触,则:
-取零点;
-通过转动致动器或控制装置6的外环形件来施加所需的力;
-同时,检查在施加轴向力期间珠宝的表面10是否移动,以及移动了多少。
总而言之,本发明由于其取得的以下优点而克服了目前的困难:
-无需多次操纵钟表部件来确定珠宝的装配强度;
-减小了距离测量的不确定性(移动珠宝);
-减小了所施加的力的可变性;
-更短的测量时间;
-与当前方案相比成本更低;
-简单性、可互换性;
-提高了测量可靠性,因为全部都集成为单一组件,并且力的施加和距离测量两者都发生在同一轴线上。
因此,本发明在进行精密压入或精密装配时特别有效,以控制这种压入或装配操作的装配质量。所描述的设备100成本低廉、紧凑且足够轻以根据生产需要进行运输。
由于将施力步骤和测量步骤合并为单次操作,因此操纵得到简化。