一种用于外科器械的钉仓组件和外科器械
文献发布时间:2023-06-19 19:18:24
技术领域
本发明涉及外科器械技术领域,特别是涉及一种钉仓组件和外科器械。
背景技术
外科切割吻合器是医学上常用的一种替代手工缝合的器械,主要工作原理是利用切割刀对组织进行离断和利用钛钉对组织进行吻合,类似于订书机。根据适用于不同的身体部位可分为多种吻合器,对于外科切割吻合器,其工作原理是通过在手术部位精确定位的穿刺器的套管进入患者体内,继而在组织中制造纵向切口和在切口的相对侧施加吻合钉,从而对组织进行离断和吻合。
外科器械包括端部执行器,端部执行器包括钉仓座和抵钉座,所述钉仓座用于接收钉仓组件;钉仓组件包括钉仓本体和设置在钉仓本体内的吻合钉,钉仓本体内设置有若干用于收纳吻合钉的缝钉腔,钉仓本体包括顶端面,顶端面上设有由所述缝钉腔贯穿顶端面形成的出钉口。一旦医生确定端部执行器夹持了目标组织,就可以击发外科切割吻合器,从而切断并缝合组织。缝合时,顶端面与被缝合组织接触,外科切割吻合器内的切割件推动钉仓内的楔形推钉块运动,从而使吻合钉驱动器驱动钉仓内的吻合钉从缝钉腔内向上运动,刺穿并缝合目标组织(即吻合钉出钉)。
在胸部外科手术中,吻合器一般通过将端部执行器从相邻的两根肋骨之间伸入胸腔,夹持组织并对组织进行切割和缝合。鉴于两根肋骨之间的间隙较窄,因此端部执行器尺寸尽可能做窄,现有技术中,将钉仓本体由常规的单侧三排钉腔改为两排钉腔以减小端部执行器的宽度,且两排钉腔中的吻合钉选用弧形钉,但弧形钉在成型后,其钉冠在组织上的作用力与弯折的钉腿在组织上的作用力相互错开,导致吻合钉对组织的夹持效果较差,使组织切口容易出现渗血、漏气等情况。
发明内容
针对现有技术的不足,本发明旨在提供一种用于外科器械的钉仓组件和外科器械,可以提升吻合钉对组织的夹持效果,减小组织切口出现渗血、漏气的几率。
本发明通过以下技术方案实现:一种用于外科器械的钉仓组件,所述外科器械包括端部执行器,所述端部执行器包括钉仓座和与所述钉仓座转动连接的抵钉座;所述钉仓组件包括钉仓本体和多个吻合钉,所述钉仓本体设置有多个钉腔,所述吻合钉设在所述钉腔内,所述吻合钉被击发时,沿Z轴方向从所述钉腔被推出朝所述抵钉座运动,所述抵钉座与所述吻合钉抵持以使所述吻合钉成型,所述吻合钉包括钉冠、第一钉腿和第二钉腿,所述钉冠呈弧形设置,所述钉冠在所述Z轴方向上的投影为第一弧线;所述吻合钉处于成型状态时,所述第一钉腿在所述Z轴方向上的投影与所述第一弧线相切或大致相切,所述第二钉腿在所述Z轴方向上的投影与所述第一弧线相切或大致相切。
进一步的,所述第一钉腿在远离所述钉冠的一侧具有第一斜面,并通过所述第一斜面形成第一钉尖,所述第二钉腿在远离所述钉冠的一侧具有第二斜面,并通过所述第二斜面形成第二钉尖;所述吻合钉从初始状态切换至所述成型状态的过程中,所述第一斜面与所述抵钉座贴合,以引导所述第一钉腿成型,所述第二斜面与所述抵钉座贴合以引导所述第二钉腿成型。
进一步的,所述第一斜面沿第一方向倾斜,过所述第一钉尖沿所述第一方向所做的直线为第一直线;所述吻合钉处于所述初始状态时,所述第一直线在Z轴方向上的投影为第一引导线,所述吻合钉从所述初始状态切换至所述成型状态的过程中,所述第一斜面与所述抵钉座贴合以沿所述第一引导线引导所述第一钉腿成型,所述第一引导线与所述第一弧线相切或大致相切;
所述第二斜面沿第二方向倾斜,过所述第二钉尖沿所述第二方向所做的直线为第二直线;所述吻合钉处于所述初始状态时,所述第二直线在Z轴方向上的投影为第二引导线,所述吻合钉从所述初始状态切换至所述成型状态的过程中,所述第二斜面与所述抵钉座贴合以沿所述第二引导线引导所述第二钉腿成型,所述第二引导线与所述第一弧线相切或大致相切。
进一步的,所述吻合钉处于所述初始状态时,所述第一钉腿在所述Z轴方向上的投影与所述第一弧线相切或大致相切,所述第二钉腿在所述Z轴方向上的投影与所述第一弧线相切或大致相切。
进一步的,所述钉仓组件还包括推钉器和多个推钉片,所述推钉片部分位于所述钉腔内并承托所述吻合钉,响应于所述推钉器的运动,所述推钉片沿所述Z轴方向移动以击发所述吻合钉。
本发明还提供了一种外科器械,包括操作组件、杆身组件和钳口组件,所述杆身组件近端连接所述操作组件,远端连接所述钳口组件,所述钳口组件包括钉仓座以及与所述钉仓座可转动地连接的抵钉座;还包括如上所述的钉仓组件,所述钉仓组件可拆卸地安装于所述钉仓座;所述操作组件用于驱动所述杆身组件运动,进而击发所述钉仓组件的多个所述吻合钉从所述钉腔开口朝所述抵钉座运动;所述抵钉座设置有多个成型部,多个所述成型部与所述钉仓组件的多个钉腔开口一一对应,以将从多个所述钉腔开口击发出的吻合钉成型。
进一步的,每个所述成型部包括第一成型部和第二成型部,所述第一成型部具有第一路径,所述第二成型部具有第二路径;
所述吻合钉沿所述Z轴被击发后,所述第一钉腿沿所述第一路径成型;所述第二钉腿沿所述第二路径成型。
进一步的,所述第一路径与纵长方向的夹角为10°-40°,所述第二路径与所述纵长方向的夹角为10°-40°。
进一步的,所述第一成型部包括第一成型底面和第一限位壁,所述第一成型底面包括形成于其首端和末端之间的所述第一路径,所述第一限位壁设在所述第一成型底面的两侧,以导引所述第一钉腿,使所述第一钉腿沿所述第一路径运动而成型;所述第二成型部包括第二成型底面和第二限位壁,所述第二成型底面包括形成于其首端和末端之间的所述第二路径,所述第二限位壁设在所述第二成型底面的两侧,以导引所述第二钉腿,使所述第二钉腿沿所述第二路径运动而成型。
进一步的,所述抵钉座包括成型面,各所述成型部设置于所述成型面,所述第一成型部还包括第一引导壁,所述第一引导壁一端连接所述第一成型底面的首端,另一端连接所述成型面,所述第一钉腿经由所述第一引导壁的引导运动至所述第一成型底面的首端;所述第二成型部还包括第二引导壁,所述第二引导壁一端连接所述第二成型底面的首端,另一端连接所述成型面,所述第二钉腿经由所述第二引导壁的引导运动至所述第二成型槽的首端。
与现有技术相比,本发明的有益效果在于:钉仓组件的弧形钉成型后第一钉腿在Z轴方向上的投影与第一弧线相切,第二钉腿在Z轴方向上的投影与第一弧线相切。使得第一钉腿与钉冠、第二钉腿与钉冠,在Z轴方向上基本相对,使得被吻合钉夹持的组织在Z轴方向上两侧同时受到压力,使组织被夹持的效果更好。从而得被切开的组织部分得到较为严密的缝合,减小了组织切口发生渗血、漏气的几率。
附图说明
图1是本发明第一实施方式的外科器械的结构示意图;
图2是本发明第一实施方式的钉仓组件的结构示意图;
图3是本发明第一实施方式的钉仓组件的爆炸图;
图4是本发明第一实施方式的吻合钉的结构示意图;
图5是本发明第一实施方式的吻合钉处于初始状态时的主视图;
图6是本发明第一实施方式的吻合钉处于成型状态时的结构示意图;
图7是本发明第一实施方式的吻合钉处于成型状态时的俯视图;
图8是本发明第一实施方式的吻合钉处于成型状态时,在组织第一侧的结构示意图;
图9是本发明第一实施方式的吻合钉处于成型状态时,在组织第二侧的结构示意图;
图10示出了吻合钉处于成型状态时,第一钉腿及第二钉腿在Z轴方向上的投影与第一弧线相切的示意图;
图11示出了吻合钉处于成型状态时,第一钉腿及第二钉腿在Z轴方向上的投影与第一弧线大致相切的示意图;
图12是本发明第一实施方式的吻合钉处于成型状态时,组织第一侧的结构示意图;
图13是本发明第一实施方式的吻合钉处于成型状态时,组织第二侧的结构示意图;
图14是本发明第一实施方式的吻合钉处于初始状态的结构示意图;
图15是本发明第一实施方式的吻合钉贯穿组织的结构示意图;
图16是本发明第一实施方式的吻合钉贯穿组织后继续沿Z轴方向移动的示意图;
图17是本发明第一实施方式的吻合钉靠近抵钉座的结构示意图;
图18是本发明第一实施方式的第一引导线的结构示意图;
图19是本发明第一实施方式的吻合钉在成型过程中的结构示意图;
图20是本发明第一实施方式的吻合钉处于成型状态的结构示意图;
图21是本发明第一实施方式的第一路径及第二路径在Z轴方向上投影与第一弧线的位置关系示意图;
图22是本发明第一实施方式的第一引导线和第二引导线与第一弧线相切时的结构示意图;
图23是本发明第一实施方式的第一引导线和第二引导线与第一弧线大致相切时的结构示意图;
图24是本发明第一实施方式的第一钉腿和第二钉腿在Z轴方向上的投影与第一弧线的位置关系示意图;
图25是本发明第一实施方式的钉仓组件的结构示意图;
图26是本发明第一实施方式的推钉片的结构示意图;
图27是本发明第一实施方式的推钉器的结构示意图;
图28是本发明第一实施方式的吻合钉被击发时的结构示意图;
图29是本发明第二实施方式的抵钉座的结构示意图;
图30是本发明第二实施方式的成型部的结构示意图;
图31是本发明第二实施方式的第一成型部的结构示意图;
图32是本发明第二实施方式的吻合钉向成型部运动时的剖视图;
图33是本发明第二实施方式的吻合钉抵持第一引导壁时的结构示意图;
图34是本发明第二实施方式的吻合钉到达第一路径的首端的结构示意图;
图35是本发明第二实施方式的吻合钉在第一路径首端时,第一引导线与第一路径的位置关系示意图;
图36是本发明第二实施方式的吻合钉处于成型过程中的结构示意图;
图37是本发明第二实施方式的吻合钉处于成型状态时的结构示意图;
图38是图29中A处的局部示意图。
其中:
100、端部执行器;110、钉仓座;
200、抵钉座;210、成型面;211、间隔槽;220、成型部;221、第一成型部;2211、第一路径;2212、第一成型底面;22121、首端;22122、尾端;2213、第一限位壁;22131、第一边缘线;2214、第一引导壁;2215、外侧边;2216、内侧边;222、第二成型部;2221、第二路径;2222、第二成型底面;2223、第二限位壁;2224、第二引导壁;
300、杆身组件;
400、操作组件;
500、钉仓组件;510、钉仓本体;511、走刀槽;512、钉腔;513、推钉片;5131、弧形承托槽;514、推钉器;5141、凸筋;5142、骑片;515、推钉槽;516、托架;
600、吻合钉;610、第一侧钉腿;611、第一连接部;612、第一钉腿;6121、第一钉尖;6122、第一斜面;6123、第一直线;6124、第一引导线;6125、第一方向;620、第二侧钉腿;621、第二连接部;622、第二钉腿;6221、第二钉尖;6222、第二斜面;6223、第二直线;6224、第二引导线;6225、第二方向;630、钉冠;631、第一弧线;632、第一切线;
700、切割刀组件。
具体实施方式
为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅用以解释本发明,并不用于限定本发明。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
需要理解的是,本文所用术语“近侧”和“远侧”是相对于操纵吻合器的手柄的临床医生而言的。术语“近侧”是指靠近临床医生的部分,术语“远侧”则是指远离临床医生的部分。即手柄为近侧,钳口组件为远侧,如某个零部件的近侧端表示相对靠近手柄的一端,远侧端则表示相对靠近钳口组件的一端。术语“上”“下”以钳口组件的抵钉座和钉仓座的相对位置为参考,具体的,抵钉座在“上”,钉仓座在“下”。然而,吻合器可以在许多方向和位置使用,因此这些表达相对位置关系的术语并不是受限和绝对的。
在本发明中,除非另有明确的规定和限定,“相连”、“连接”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸地连接,还可以是可运动地连接,或成一体;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系如抵接。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。需要说明的是,在“相连”、“连接”前有限定语时,其具有相应限定语所限定的含义,只排除明显需要排除的情形,不排除其它可能的情形,如“可拆卸地连接”指的是可拆卸式的连接,不包括成一体,但可运动连接等并不排除在外。
实施例1
本实施例公开了一种用于外科器械的钉仓组件500,外科器械可以为吻合器,如图1至图3所示,外科器械包括端部执行器100、切割刀组件700、杆身组件300、操作组件400,端部执行器100包括钳口组件和钉仓组件500,钳口组件包括钉仓座110和抵钉座200,钉仓组件500可拆卸地安装于钉仓座110。抵钉座200可转动地连接于钉仓座110,钳口组件具有张开状态和闭合状态,响应于医护人员对操作组件400的操作,杆身组件300的套管前后移动使抵钉座200可以在张开位置和闭合位置之间选择性运动,以使钳口组件在张开状态和闭合状态之间切换。钳口组件处于张开状态时,人体组织可以进入钳口组件内,钳口组件处于闭合状态时,将人体组织夹持。响应于医护人员对操作组件400的操作,杆身组件300运动以驱动切割刀组件700前进将组织切割,在切割刀前进的过程中,同时击发钉仓组件500内的吻合钉600,将组织的切口缝合,防止组织的血液从切口渗出。
本实施例中的外科器械为应用于胸部外科手术的吻合器,端部执行器100一般需要从两根肋骨之间的缝隙插入体内,因此端部执行器100的宽度较窄,即钉仓座110的宽度、抵钉座200的宽度和钉仓组件500的宽度均较窄,钉仓组件包括钉仓本体510及托架516,钉仓本体510设置有走刀槽511和钉腔512,走刀槽511供切割刀组件700运动并为切割刀的运动提供导向。钉腔512位于走刀槽511的左右两侧,在钉仓组件500的宽度方向上,沿纵长方向排列的多个钉腔512形成为一排,走刀槽511两侧各设置有多排钉腔512,本实施例中钉腔512本体在走刀槽511两侧各设置两排钉腔512,相较于在走刀槽511的两侧均设置三排钉腔512的普通钉仓,本实施例中的钉仓本体510的宽度较窄,因此钉仓座110和抵钉座200的宽度也可以较小,使得端部执行器100宽度更小,可以更好的从两根肋骨之间的缝隙插入体内,避免因端部执行器100宽度较大而造成肋骨疼痛,方便进行手术操作,减少患者的痛苦。
如图2至图4所示,钉仓组件500还包括多个吻合钉600,多个吻合钉600分别一一对应地设置在多个钉腔512内,吻合钉600包括钉冠630、第一侧钉腿610和第二侧钉腿620。切割刀组件700能够沿走刀槽511移动,将组织切开。钉仓组件500还包括推钉器514,推钉器514在初始位置时位于钉仓本体501的末端,切割刀组件700在走刀槽511内移动时能够推动推钉器514沿钉仓本体501的纵长方向移动,移动的推钉器514将位于钉腔512内的吻合钉600击发,使吻合钉600沿Z轴方向从钉腔512被推出,朝向抵钉座200运动,通过钉仓组件500与抵钉座200配合使吻合钉600成型,具体为,向抵钉座200运动的吻合钉600通过第一侧钉腿610和第二侧钉腿620穿过被夹持的组织,并与抵钉座200抵持,抵钉座200使第一侧钉腿610和第二侧钉腿620弯折变形,从而使吻合钉600处于成型状态。多个吻合钉600由初始状态变为成型状态,将被切割刀组件700切开的组织切口缝合。
如图5和图6所示,第一侧钉腿610包括:第一连接部611和第一钉腿612,第一连接部611一端连接于钉冠630,另一端连接于第一钉腿612;第二侧钉腿620包括第二连接部621和第二钉腿622,第二连接部621一端连接于钉冠630,另一端连接于第二钉腿622。吻合钉600处于初始状态时,第一连接部611与第一钉腿612位于同一直线上,第二连接部621与第二钉腿622位于同一直线上。吻合钉600从初始状态切换至成型状态时,第一钉腿612穿过组织并在抵钉座200的作用下弯折;第二钉腿622穿过组织并在抵钉座200的作用下弯折。吻合钉600处于成型状态时,第一连接部611位于组织内,第一钉腿612处于弯折状态;第二连接部621位于组织内,第二钉腿622处于弯折状态。
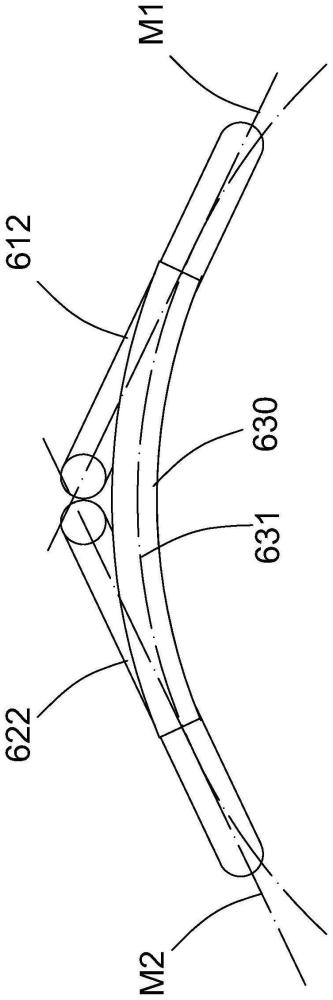
图7示出的是吻合钉600位于成型状态下的俯视图。在成型状态,位于组织一侧的钉冠630压紧组织,位于组织另一侧的第一钉腿612、第二钉腿622也压紧组织,使得钉冠630从组织的一侧对组织施加压力,第一钉腿612和第二钉腿622从组织的另一侧对组织施加压力,以夹持组织。本实施例中,以钉冠630位于组织的第一侧,第一钉腿612和第二钉腿622位于组织的第二侧作说明。在多个吻合钉600缝合组织的过程中,组织被夹持,使得组织所在的平面垂直于Z轴方向,钉冠630在第一侧沿Z轴方向对组织施加压力,第一钉腿612、第二钉腿622在第二侧沿Z轴方向对组织施加压力,图8示出的是吻合钉600成型后组织第一侧的示意图,结合图7和图8,可知钉冠630在Z轴方向上的投影为第一弧线631,即钉冠630在第一侧沿Z轴方向向组织施加压力,且所施加的压力沿第一弧线631分布;图9示出的是吻合钉600成型后组织第二侧的示意图,结合图7和图9可知第一钉腿612在Z轴方向上的投影M1,第一钉腿612在第二侧沿Z轴方向向组织施加压力,所施加的压力沿投影M1分布,且施加压力的方向与钉冠630所施加的压力相反;第二钉腿622在Z轴方向上的投影M2,第二钉腿622在第二侧沿Z轴方向向组织施加压力,所施加的压力沿投影M2分布,且施加压力方向与钉冠630所施加的压力相反。本实施例中,如图7所示,在成型状态,第一钉腿612在Z轴方向上的投影M1与第一弧线631相切或大致相切,第二钉腿622在Z轴方向上的投影M2与第一弧线631相切或大致相切。
其中钉冠630的截面大体为圆形,钉冠630的中心线为钉冠630的各个断面的圆心的连线,第一弧线631具体为钉冠630的中心线在Z轴方向上的投影。另外值得注意的是,吻合钉600从初始状态切换至成型状态的过程中,吻合钉600在Z轴方向上发生位移,大体不存在形变以及左右偏移的情况,因此初始状态时钉冠630在Z轴方向上的投影与成型状态时钉冠630在Z轴方向上的投影基本重合,两者均为第一弧线631。第一钉腿612大体为一圆柱形,第一钉腿612在Z轴方向上的投影M1具体为第一钉腿612的中轴线在Z轴方向上的投影;第二钉腿622大体为一圆柱形,第二钉腿622在Z轴方向上的投影M2具体为第二钉腿622的中轴线在Z轴方向上的投影。结合图5、图7、图10和图11所示,第一弧线631具有第一端点和第二端点,过第一端点做第一弧线631的切线为第一切线632,过第二端点做第一弧线631的切线为第二切线633。
第一钉腿612在Z轴方向上的投影M1与第一弧线631相切是指:如图10所示,图10中Z轴方向垂直于纸面向内,第一钉腿612在Z轴方向上的投影M1与第一切线632重合;第一钉腿612在Z轴方向上的投影M1与第一弧线631大致相切是指:如图11所示,图11中Z轴方向垂直于纸面向内,第一钉腿612在Z轴方向上的投影M1与第一切线632之间的夹角小于10度。第二钉腿622在Z轴方向上的投影M2与第一弧线631相切是指:如图10所示,第二钉腿622在Z轴方向上的投影M2与第二切线633重合;第二钉腿622在Z轴方向上的投影M2与第一弧线631大体线切是指:如图12所示,第二钉腿622在Z轴方向上的投影M2与第二切线633之间的夹角小于XX度。在第一钉腿621在Z轴方向上的投影M1与第一切线632的夹角小于XX度、第二钉腿622在Z轴方向上的投影M2与第二切线633之间的夹角小于10度时,第一钉腿621/第二钉腿622可以在Z轴方向上与钉冠630基本相对,使组织被夹持的效果较好。
如此设置使得第一钉腿612在第二侧对组织施加压力的分布路径(第一钉腿612在Z轴方向上的投影M1)与钉冠630在第一侧对组织施加压力的分布路径(第一弧线631)靠近,使得第一钉腿612在第二侧所施加的压力与钉冠630在第一侧所施加的压力有基本相对,进而使得被夹持的组织在Z轴方向上的两侧同时受到压力,进而使得组织被夹持的效果更好;第二钉腿622第二侧对组织施加压力的分布路径(第二钉腿622在Z轴方向上的投影M2)与钉冠630在第一侧对组织施加压力的分布路径(第一弧线631)靠近,即第二钉腿622在第二侧所施加的压力与钉冠630在第一侧所施加的压力基本相对,使得被夹持的组织在Z轴方向上两侧同时受到压力,使得组织被夹持的效果更好。从而使得被切开的组织部分得到较为严密的吻合,减小了组织切口发生渗血、漏气的几率。吻合钉600在夹持组织时,组织在Z轴方向上的两侧受到的夹持作用力的分布路径大体为第一弧线631,可以视为在第一弧线631上,组织在Z轴方向上的两侧均受到作用力而被夹持。
在吻合器工作的过程中,组织被切割为两部分,任意一个部分均被两排吻合钉600缝合,每个吻合钉600对组织的施加夹持力的路径都大体为第一弧线631,即组织内部受到的夹持力的路径(第一弧线631)与组织表面第一侧的钉冠630的外形布置基本相同。如图2和图3所示,在钉仓本体510中,在走刀槽511的两侧均具有两排吻合钉600,其中靠近走刀槽511的一排的吻合钉600为第一排,远离走刀槽511的一排吻合钉600为第二排。如图2和图12所示,图12中组织的切口位于图中吻合钉600的下侧,吻合钉600的钉冠630为弧形,具有凸表面和凹表面,第一排的吻合钉600凸表面朝向走刀槽511,第二排吻合钉600的凹表面朝向走刀槽511。缝合组织后,第一排吻合钉600位于切口与第二排吻合钉600之间。第二排中任意两个相邻钉冠630之间的间隙与第一排中任意两个相邻钉冠630之间的间隙之间的连线与至少一个钉冠630相交,即组织内部的血流和气体无法从第一排两个相邻第一弧线631之间的间隙,流经第二排相邻两个第一弧线631之间的间隙后从切口流出,使切口中的血液和气无法自由通过切口,进一步减小了组织切口发生渗血、漏气的几率。
另外,在组织第一侧表面,如图12所示,两排吻合钉600的钉冠630排列设置,阻挡组织第一侧的组织液流向切口;在组织第二侧表面,如图13所示,两排吻合钉600的钉腿排列设置,图13中组织的切口位于图中吻合钉600的下侧,第二排中任意两个相邻吻合钉600之间的间隙与第一排中任意两个相邻吻合钉600之间的间隙之间的连线与至少一个吻合钉600相交,阻挡组织第二侧的组织液流向切口。因此,本实施例中的吻合钉600在缝合组织后,不仅可以减小组织切口发生渗血漏气的几率,还可以防止组织表面的组织液流向切口。
具体的,如图14至图15所示,第一钉腿612在远离钉冠630的一侧具有第一斜面6122,并通过第一斜面6122形成第一钉尖6121,第二钉腿622在远离钉冠630的一侧具有第二斜面6222,并通过第二斜面6222形成第二钉尖6221。第一钉腿612通过第一钉尖6121刺穿组织后与抵钉座200抵接,第二钉腿622通过第二钉尖6221刺穿组织后与抵钉座200抵接,从而实现吻合钉600的成型以及对组织的缝合。在吻合钉600被击发时,吻合钉600沿着Z轴方向朝向组织及抵钉座200移动,结合图15和图16,第一钉尖6121刺穿组织,使第一钉腿612贯穿组织向抵钉座200继续运动;第二钉尖6221刺穿组织,使第二钉腿622贯穿组织向抵钉座200继续运动。第一钉腿612在与抵钉座200抵持并形变成型的过程中,第一斜面6122与抵钉座200贴合,以引导第一钉腿612成型。第二钉腿622在与抵钉座200抵持并形变成型的过程中,第二斜面6222与抵钉座200贴合,以引导第二钉腿622成型。其中第一斜面6122与抵钉座200贴合是指:第一斜面6122与抵钉座200完全贴合或第一斜面6122部分与抵钉座200贴合,使得第一斜面6122可以更好地引导第一钉腿612的运动,进而引导第一钉腿612成型。第二斜面6222与抵钉座200贴合是指:第二斜面6222与抵钉座200完全贴合或第二斜面6222部分与抵钉座200贴合,使得第二斜面6222可以更好地引导第二钉腿622的运动,进而引导第二钉腿622成型。吻合钉600成型后,第一钉尖6121和第二钉尖6122靠近钉冠630,吻合钉600大致呈B字形,从而使吻合钉600闭合,以提升吻合钉600对组织缝合的稳定性。
如图16至20所示,其中抵钉座200具有第一路径2211、第一引导壁2214、第二路径2221和第二引导壁2224,第一引导壁2214与第一路径2211连接,第二引导壁2224与第二路径2221连接。吻合钉600从初始状态切换至成型状态的过程中,第一钉腿612沿第一路径2211成型,第二钉腿622沿第二路径2221成型。第一斜面6122与抵钉座200贴合具体过程为:第一斜面6122首先与第一引导壁2214贴合,因第一斜面6122与第一引导壁2214的配合沿着第一引导壁2214进入第一路径2211,此时第一斜面6122与第一路径2211贴合,以引导第一钉腿612在第一路径2211内运动,进而使得第一钉腿612成型。第二斜面6222与抵钉座200贴合具体过程为:第二斜面6222首先与第二引导壁2224贴合,因第二斜面6222与第二引导壁2224的配合沿着第二引导壁2224进入第二路径2221,此时第二斜面6222与第二路径2221贴合,以引导第二钉腿622在第二路径2221内运动,进而使得第二钉腿622成型。其中如图21所示,第一路径2211的延伸方向在Z轴方向上的投影与第一弧线631相切或大致相切,第二路径2221的延伸方向在Z轴方向上的投影与第一弧线631相切或大致相切,使得成型后的第一钉腿612在Z轴方向上的投影M1与第一弧线631相切,成型后的第二钉腿622在Z轴方向上的投影M2与第一弧线631相切。第一路径2211的延伸方向在Z轴方向上的投影与第一弧线631相切是指:第一路径2211的延伸方向在Z轴方向上的投影与第一切线632重合;第一路径2211的延伸方向在Z轴方向上的投影与第一弧线631大致相切是指:第一路径2211的延伸方向在Z轴方向上的投影与第一切线632之间的夹角小于10度。第二路径2221的延伸方向在Z轴方向上的投影与第一弧线631相切是指:第二路径2221的延伸方向在Z轴方向上的投影与第二切线633重合;第二路径2221的延伸方向在Z轴方向上的投影与第一弧线631大体相切是指:第二路径2221的延伸方向在Z轴方向上的投影与第二切线633之间的夹角小于10度。同时,第一斜面6122引导第一钉腿612在第一路径2211内运动的方向与第一路径2211所在的方向相同,以使得第一钉腿612能够沿第一路径2211成型,第二斜面6222引导第二钉腿622在第二路径2221内运动的方向与第二路径2221所在的方向相同,以使得第二钉腿622能够沿第二路径2221成型。
其中,如图14所示,第一斜面6122自高侧朝向低侧的方向为第一方向6125,过第一钉尖6121做平行于第一方向6125的直线,得到第一直线6123。由于第一斜面6122在第一钉腿612上形成第一钉尖6121,第一斜面6122具有一尖端,第一直线6123为第一斜面6122的尖端朝向的方向。结合图17至图20,吻合钉600位于初始状态时,第一直线6123在Z轴方向上的投影为第一引导线6124,当吻合钉600被击发,沿Z轴方向运动时,第一斜面6122首先与抵钉座200的第一引导壁2214贴合,此时第一钉腿612未变形,第一斜面6122与第一引导壁2214配合,沿第一直线6123所在的方向引导第一钉腿612运动,使第一钉腿612通过第一引导壁2214进入第一路径2211的首端22121,且第一斜面6122与第一路径2211的首端22121贴合,此时第一钉腿612已部分弯折,第一斜面6122与第一路径2211的首端22121贴合后,第一斜面6122大体与Z轴垂直,此时第一引导线6124的方向即为第一斜面6122的尖端朝向的方向,第一斜面6122能够通过与第一路径2211配合引导第一钉腿612沿第一引导线6124所在的方向运动。第一引导线6124与第一弧线631相切或大致相切,使得第一引导线6124与第一路径2211的延伸方向在Z轴方向上的投影大体重合,使得第一钉腿612能够沿第一路径2211运动,以顺利地沿第一路径2211成型。如图22所示,第一引导线6124与第一弧线631相切是指:第一引导线6124与第一切线632重合;如图23所示,第一引导线6124与第一弧线631大致相切是指:第一引导线6124与第一切线632之间的夹角小于10度。在沿第一路径2211运动的过程中,第一钉腿612进一步弯折以成型。
同理,第二斜面6222自高侧朝向低侧的方向为第二方向6225,过第二钉尖6221做平行于第二方向6225的直线,得到第二直线6223。由于第二斜面6222在第二钉腿622上形成第二钉尖6221,第二斜面6222具有一尖端,第二直线6223为第二斜面6222的尖端所在的方向。吻合钉600位于初始状态时,第二直线6223在Z轴方向上的投影为第二引导线6224,当吻合钉600被击发,沿Z轴方向运动时,第二斜面6222首先与抵钉座200的第二引导壁2224贴合,此时第二钉腿622未变形,第二斜面6222与第二引导壁2224配合,沿第二直线6223所在的方向引导第二钉腿622运动,使第二钉腿622通过第二引导壁2224进入第二路径2221的首端,且第二斜面6222与第二路径2221的首端贴合,此时第二钉腿622已部分弯折,第二斜面6222与第二路径2221的首端贴合后,第二斜面6222大体与Z轴垂直,此时第二引导线6224的方向即为第二斜面6222的尖端朝向的方向,第二斜面6222能够通过与第二路径2221配合引导第二钉腿622沿第二引导线6224所在的方向运动,第二引导线6224与第一弧线631相切或大致相切,使得第二引导线6224与第二路径2221的延伸方向在Z轴方向上的投影大体重合,使得第二钉腿622能够沿第二路径2221运动,以顺利地沿第二路径2221成型。第二引导线6224与第一弧线631相切是指:第二引导线6224与第一切线632重合;第二引导线6224与第一弧线631大体线切是指:第二引导线6224与第二切线之间的夹角小于10度。在沿第二路径2221运动的过程中,第二钉腿622进一步弯折以成型。
在优选的实施例中,第一斜面6122的形状大体为椭圆形,第一斜面6122的尖端为第一斜面6122的最高点,第一直线6123同时经过第一斜面6122的最低点和最高点,第二斜面6222的形状与第一斜面6122相同。其他实施例中,第一斜面6122也可以为其他形状,如三角形,水滴形等,本实施例中不做具体限定。
另外值得注意的是,在不同的实施例中,第一斜面6122的倾斜方向(第一方向6125)可以不同,只需满足第一直线6123在Z轴方向上的投影(第一引导线6124),与第一弧线631相切或大致相切即可。第一方向6125与Z轴的夹角大于0°且小于90°,且不等于0°或90°,各个实施例中的第一方向6125均使得第一直线6123在Z轴方向上的投影,即第一引导线6124与第一弧线631相切或大致相切。同理第二方向6225与Z轴的夹角也为大于0°且小于90°,且不等于0°或90°。
吻合钉600位于初始状态时,如图24所示,第一钉腿612在Z轴方向上的投影N1与第一弧线631相切或大致相切,第一钉腿612大体为一带有尖端的圆柱形,第一钉腿612在Z轴方向上的投影N1具体为第一钉腿612的中轴线在Z轴方向上的投影。第一钉腿612在与抵钉座200抵持并成型的过程中,第一钉腿612沿第一引导线6124的方向成型,第一钉腿612在Z轴方向上的投影N1与第一引导线6124大体重合。由上可知,吻合钉600在成型状态时,第一钉腿612沿第一引导线6124所在的方向倾斜,而吻合钉600在初始状态时第一钉腿612大致沿第一引导线6124所在的方向(第一钉腿612在Z轴方向上的投影N1)倾斜,即初始状态时的第一钉腿612与成型状态时的第一钉腿612在Z轴方向投影大体重合,在成型过程中,第一钉腿612仅发生在Z轴方向上的形变即可;若初始状态时的第一钉腿612与成型状态时的第一钉腿612在Z轴方向上错开,在成型过程中,第一钉腿612需要在水平方向上发生额外的变形,增加了成型过程中的形变量。因此第一钉腿612在Z轴方向上的投影N1与第一弧线631相切或大致相切能够减小第一钉腿612在成型过程中的形变量,使第一钉腿612成型更加容易,且能够提升成型几率。吻合钉600位于初始状态时,第二钉腿622在Z轴方向上的投影N2与第一弧线631相切或大致相切,与第一钉腿612同理,如此设置可以减小第二钉腿622在成型过程中的形变量,使第二钉腿622成型更加容易,且能够提升成型几率。
另外,钉仓组件500中的吻合钉600沿着Z轴方向被击发是通过如下结构实现的:如图25至图28所示,钉仓组件500还包括多个推钉片513,多个推钉片513分别一一对应地设置在多个钉腔512内,即每个钉腔512内设有一个推钉片513和一个吻合钉600,在未击发吻合钉600时,推钉片513部分位于钉腔512内承托位于钉腔512内的吻合钉600,另一部分位于钉腔512下侧,推钉片513的长度方向平行于Z轴方向,以保证沿Z轴方向推动吻合钉600。推钉片513的顶部呈弧形设置,且弧度与吻合钉600的钉冠630弧度相同,能够与钉腔512内表面的弧度相适配;推钉片513的顶部开设有弧形承托槽5131,弧形承托槽5131的弧度与钉冠630的弧度相同,且弧形承托槽5131的底壁为沿弧形承托槽513深度方向向下凹陷的弧形壁,弧形承托槽5131承托钉冠630时,钉冠630能够与弧形承托槽5131的内壁贴合,提供较好的承托效果,避免吻合钉600相对于推钉片513晃动。推钉器514包括一凸筋5141和四个骑片5142,凸筋5141设于走刀槽511内,推钉器514随切割刀组件700移动时,凸筋5141在走刀槽511内前进;钉仓本体510的底部上开设有四个行进槽515,各行进槽515沿钉仓本体510的纵长方向开设,一行进槽515对应一排钉腔512,推钉片513一部分位于钉腔512内,另一部分位于行进槽515内,骑片5142在行进槽515内移动时,能够与推钉片513位于行进槽515内的部分接触,以推动推钉片513在Z轴方向上移动,进而实现吻合钉600的击发。
本实施例中的钉仓组件500,通过与抵钉座200的配合,使吻合钉600在成型后,第一钉腿612在Z轴方向上的投影与第一弧线631相切或大致相切,第二钉腿622在Z轴方向上的投影与第一弧线631相切或大致相切,使得第一钉腿612以及第二钉腿622与钉冠630在Z轴方向上基本相对,提升了吻合钉600对组织的夹持效果,进而减小组织切口发生渗血、漏气的几率。
实施例2
本申请的第二实施例公开了一种抵钉座200,抵钉座200用于外科器械,外科器械为实施例1中的胸外科用吻合器,抵钉座200用于在吻合钉600被击发后,抵持吻合钉600并使吻合钉600成型。
本实施例中,如图1至图7、图29所示,抵钉座200与钉仓座110转动连接,大致呈一板体状,抵钉座200包括成型面210和多个成型部220,成型面210为抵钉座200朝向钉仓座110的一侧面,多个成型部220自成型面210沿远离钉仓座110的方向凹陷而形成,成型部220用于使吻合钉600成型。其中吻合钉600为实施例1中钉仓组件500的吻合钉600,包括钉冠630、第一侧钉腿610和第二侧钉腿620,钉冠630呈弧形,第一侧钉腿610包括第一钉腿612以及连接在钉冠630与第一钉腿612之间的第一连接部611,第二侧钉腿620包括第二钉腿622以及连接在钉冠630与第二钉腿622之间的第二连接部621。成型部220包括第一成型部221和第二成型部222,在吻合钉600成型的过程中,第一成型部221将第一钉腿612成型,第二成型部222将第二钉腿622成型,以使吻合钉600处于成型状态。当吻合钉600处于初始状态和成型状态时,钉冠630在Z轴方向上的投影为第一弧线631,吻合钉600处于成型状态时,第一钉腿612在Z轴方向上的投影与第一弧线631相切或大致相切,第二钉腿622在Z轴方向上的投影与第一弧线631相切或大致相切。如此使得吻合钉600对组织的夹持效果更好,多个吻合钉600在缝合组织时能够减小渗血、漏气的几率。
其中第一钉腿612的成型方向由第一成型部221的结构决定,第二钉腿622的成型方向由第二成型部222的结构决定。如图20和图30所示,第一成型部221具有第一路径2211,第二成型部222具有第二路径2221,吻合钉600沿Z轴方向被击发后,第一钉腿612能够沿第一路径2211成型,第二钉腿622能够沿第二路径2221成型。第一钉腿612沿第一路径2211成型的过程是,第一钉尖6121沿着第一路径2211所在的方向运动,第一钉腿612弯折并容置于第一路径2211中,在到达成型状态时,第一钉腿612仍部分容置于第一路径2211内,因此第一路径2211的延伸方向决定了第一钉腿612的成型方向,同理第二路径2221的延伸方向决定了第二钉腿622的成型方向。
本实施例中,如图21所示,第一路径2211在Z轴方向上的投影与第一弧线631相切或大致相切,第二路径2221在Z轴方向上的投影与第一弧线631相切或大致相切。使得第一钉腿612成型后,其在Z轴方向上的投影与第一弧线631相切或大致相切;第二钉腿622成型后,其在Z轴方向上的投影与第一弧线631相切或大致相切。
具体地,如图31和图32所示,第一成型部221包括第一成型底面2212和第一限位壁2213,其中第一成型底面2212的首端22121和末端22122之间形成第一路径2211,第一钉腿612自第一成型底面2212的首端22121向末端22122运动以沿第一路径2211成型。且第一成型底面2212低于成型面210,使成型部220相对于成型面210凹陷,第一限位壁2213设置在第一成型底面2212的两侧,具体设置在第一成型底面2212宽度方向上的两侧,第一限位壁2213一端连接第一成型底面2212,另一端连接成型面210,第一成型底面2212和两个第一限位壁2213围成一沿第一路径2211延伸的槽体。第一钉腿612部分位于槽体内时,位于第一成型底面2212宽度方向两侧的第一限位壁2213能够在宽度方向上对第一钉腿612限位,以阻挡第一钉腿612在第一成型底面2212的宽度方向上发生偏移,进而导引第一钉腿612沿第一路径2211运动。第二成型部222包括第二成型底面2222和第二限位壁2223,其中第二成型底面2222的首端和末端之间形成第二路径2221,第二钉腿622自第二成型底面2222的首端向末端运动以沿第二路径2221成型。第二限位壁2223设置在第二成型底面2222宽度方向上的两侧,第二限位壁2223一端连接第二成型底面2222,另一端连接成型面210,第二成型底面2222和两个第二限位壁2223围成一沿第二路径2221延伸的槽体,与第一成型部221同理,第二成型底面2222和两个第二限位面能够导引第二钉腿622沿第二路径2221运动。
进一步地,第一成型部221还包括第一引导壁2214,第一引导壁2214一端连接第一成型底面2212的首端22121,另一端连接成型面210,第一钉腿612经由第一引导壁2214的引导运动至第一成型底面2212的首端22121,再沿第一路径2211成型。由于吻合钉600在击发时,第一钉尖6121在第一成型部221上的落点不唯一,有一定几率偏移于第一路径2211的首端22121,第一引导壁2214用于将落点偏移于第一路径2211的首端22121的第一钉腿612引导至第一路径2211的首端22121,以更好地容许落点偏移的第一钉腿612。本实施例中,第一引导壁2214设于第一成型底面2212首端22121的外周,包括连接于第一成型底面2212首端22121的内侧边2216和连接于成型面210的外侧边2215,第一成型底面2212的首端22121呈弧形设置,因此内侧边2216也为弧形边,外侧边2215的内径大于内侧边2216,外侧边2215的中心角与内侧边2216的中心角大体相同,外侧边2215呈弧形设置,相较于其他形状可以较大地提升第一引导壁2214在成型面210上的面积,较大限度的提升承接第一钉腿612落点的几率。当然,在其他实施例中,第一引导壁2214的形状也可以为其他,本实施例中仅以第一引导壁2214的两边均为弧形边为例做说明,不做具体限定。第二成型部222还包括第二引导壁2224,第二引导壁2224一端连接第二成型底面2222的首端,另一端连接成型面210,第二钉腿622经由第二引导壁2224的引导运动至第二成型底面2222的首端,再沿第二路径2221成型。与第一引导壁2214结构相同,第二引导壁2224用于将落点偏移于第二路径2221首端的第二钉腿622引导至第二路径2221的首端以更好地容许落点偏移的第二钉腿622,进而使第二钉腿622能够沿第二路径2221成型。
进一步地,第一路径2211首端22121的宽度大于第一路径2211尾端22122的宽度和第一路径2211中段的宽度,如此设置使得第一钉腿612更容易进入第一路径2211的首端22121。由于第一路径2211首端22121的宽度大于尾端22122的宽度,第一限位壁2213自第一路径2211的首端22121向第一路径2211的尾端22122延伸,因此两个第一限位壁2213之间的距离自第一路径2211的尾端22122至首端22121逐渐变宽,第一限位壁2213在成型面210上具有第一边缘线22131,两个第一限位壁2213的第一边缘线22131为自第一路径2211的尾端22122至首端22121相互远离的两条直线。第一引导壁2214的外侧边2215为弧形,外侧边2215的两端点分别与两条第一边缘线22141连接,使第一成型部221的外形呈水滴形。呈水滴形设置的第一成型部221在第一路径2211的首端22121一侧较宽,可以较好地承接第一钉腿612,在第一路径2211的尾端22122一侧较窄,可以使第一钉腿612成型更加稳定。第二成型部222的结构与第一成型部221相同,在此不再赘述。
在吻合钉600被击发后,第一钉腿612的第一钉尖6121有一定概率落在第一路径2211的首端22121,然后第一钉腿612直接沿第一路径2211成型。第一钉腿612的第一钉尖6121有较大概率落在第一引导壁2214上,此时由于第一钉腿612具有第一斜面6122,第一斜面6122能够与第一引导壁2214贴合。其中贴合是指:包括第一斜面6122与第一引导壁2214完全贴合,或第一斜面6122与第一引导壁2214部分贴合。第一斜面6122与第一引导壁2214至少部分贴合可以保证第一斜面6122能够引导第一钉腿612运动。本实施例中,第一引导壁2214的曲率尽可能地小,即第一引导壁2214尽可能的平整,使得第一斜面6122可以在第一钉腿612变形的作用下尽可能的与第一引导壁2214贴合,同时使第一引导壁2214与第一路径2211的首端22121之间的连接更为平滑。吻合钉600被击发至第一钉尖6121与第一引导壁2214接触后,第一斜面6122有部分与第一引导壁2214贴合;吻合钉600的运动方向为沿Z轴方向,由于第一引导壁2214为倾斜的弧形壁,第一引导壁2214向第一路径2211的首端22121倾斜,第一斜面6122能够沿弧形壁向第一路径2211的首端22121运动,进而使得第一钉腿612朝第一路径2211所在的方向移动。
第一钉腿612经由第一引导壁2214的引导朝第一路径2211的首端22121移动,至第一斜面6122与第一路径2211的首端22121贴合,具体的,第一路径2211的首端22121大致为一平面,且垂直于Z轴,在第一钉腿612运动至第一路径2211的首端22121,并与第一引导壁2214分离,此时第一钉腿612弯折至第一斜面6122与第一路径2211完全贴合。
在第一钉腿612的第一斜面6122与第一路径2211完全贴合后,第一斜面6122引导第一钉腿612运动,使第一钉腿612在水平方向上沿第一引导线6124的方向运动,且第一引导线6124的方向大体与第一路径2211的延伸方向一致。若第一引导线6124的方向与第一路径2211的延伸方向具有较大偏差,即第一斜面6122引导第一钉腿612运动的方向与第一路径2211不一致,则第一钉腿612会在沿第一引导线6124方向运动过程中脱离第一路径2211,与第一成型部221的第一限位壁2213抵接,在第一限位壁2213的抵持作用下,第一钉腿612发生弯折重新进入第一路径2211进行成型,重新回到第一路径2211内的第一钉腿612的第一直线6123在Z轴方向上的投影与第一路径2211的延伸方向大致相同,在该成型过程中,第一钉腿612发生了额外的弯折变形,影响了吻合钉600的成型效果。因此本实施例中第一引导线6124的方向大体与第一路径2211的延伸方向一致的设置使第一钉腿612更好的沿第一路径2211成型。
具体的,如图33至图34所示,第一成型底面2212大体上为一弧形面,第一成型底面2212的首端22121为第一成型部221的最低点,第一成型底面2212的尾端22122为第一成型部221的最高点,第一钉尖6121沿第一路径2211运动的过程在水平方向上为沿着第一引导线6124方向运动,在Z轴方向上为向成型面210运动,使第一侧钉腿612发生形变后呈弧形。
如图35至36所示,第一钉尖6121沿着第一成型底面2212运动,第一钉腿612也部分进入第一路径2211,并与第一成型底面2212贴合,随着成型过程的进行,第一斜面6122运动至第一路径2211的尾端22122并脱离第一路径2211,此时第一钉腿612部分位于第一成型部221内,具体为位于第一成型底面2212与第一限位壁2213围成的凹槽中,吻合钉600继续沿Z轴方向朝抵钉座200运动,第一钉腿612在第一成型部221内继续沿第一路径2211运动,该过程的运动并非由脱离第一路径2211的第一斜面6122引导,而是由第一钉腿612与第一成型部221的配合以及第一钉腿612沿Z轴运动的趋势而产生,第一钉腿612沿着第一路径2211继续运动,直至被击发的吻合钉600不再具有沿Z轴运动的趋势,此时吻合钉600到达成型状态,
第二钉腿622的成型状态与第一钉腿612相同,本实施例中不再赘述。
吻合钉600位于成型状态后,第一钉腿612与第二钉腿622贴合或大体贴合。其中贴合是指第一钉腿612与第二钉腿622有部分接触,大体贴合是指第一钉腿612与第二钉腿622之间的距离较小,接近于贴合状态。第一钉腿612与第二钉腿622贴合或大体贴合使得第一钉腿612施加于组织的作用力的分布路径与第二钉腿622施加于组织的作用力的分布路径大体相连,使得第一钉腿612与第二钉腿622之间不存在未对组织施力的间隙,从而提升吻合钉600对组织的夹持效果。且第一钉腿612与第二钉腿622均与钉冠630贴合,使吻合钉大致呈B字形闭合,以使缝合更加稳固。
本实施例中,第一成型部221和第二成型部222相对于抵钉座200的纵长方向均倾斜设置,第一路径2211的延伸方向与纵长方向的夹角为10°-40°,第二路径2221的延伸方向与纵长方向的夹角为10°-40°,其角度具体根据钉冠630的尺寸选择,在该范围内,吻合钉600对组织的缝合效果较好。进一步地,本实施例中,如图38所示,第一成型部221和第二成型部222沿纵长方向间隔设置,即第一成型部221与第二成型部222不连接,使得第一钉腿612在沿第一成型部221成型时不会进入到第二成型部222内,造成影响第一钉腿612成型效果的问题。当然在其他实施例中,第一成型部221中第一路径2211的末端也可以与第二成型部222中第二路径2221的末端连接,本实施例中不做具体限定。
另外,本实施例中,抵钉座200在成型面210上开设有间隔槽211,抵钉座200被间隔槽211分隔成两部分,间隔槽211与钉仓组件500的走刀槽511相对,切割刀在走刀槽511内移动时,有部分在间隔槽211内运动,抵钉座200的第一部分和第二部分分别设置两排成型部220,各排成型部220分别与钉仓组件500的各排钉腔512相对,分别用于将从对应的钉腔512中所击发的吻合钉600进行成型。抵钉座200在间隔槽211的一侧的两排成型部220,分别为远离间隔槽211的第一排和设在第一排和间隔槽211之间的第二排,两排成型部220在纵向偏移设置,使得第一排的第一成型部221与第二排的第二成型部222在抵钉座200的横向方向上相对,其中第一排的第一成型部221和第二排的第二成型部222倾斜方向一致(两者的延伸方向平行)。第一排的第二成型部222与第二排的第一成型部221在抵钉座200的横向方向上排列设置,第一排的第二成型部222和第二排的第一成型部221倾斜方向一致(两者的延伸方向平行)。使得第一排的成型部220和第二排的成型部220能够叠置以节省空间,叠置是指:任意一排的任意一个成型部220,与另一排的成型部220在纵向方向上有部分重叠。
本实施例中的抵钉座,能够将弧形钉成型,使成型后的弧形钉的第一钉腿612在Z轴方向上的投影与第一弧线631相切或大致相切,第二钉腿622在Z轴方向上的投影与第一弧线631相切或大致相切。从而使得被切开的组织部分得到较为严密的缝合,减小了组织切口发生渗血、漏气的几率。
实施例3
本申请的第三实施例提供了一种外科器械,外科器械可以为吻合器,具体为应用于胸部外科手术的吻合器,外科器械包括端部执行器100、切割刀组件700、杆身组件300、操作组件400,端部执行器100包括钳口组件和钉仓组件500,钳口组件包括钉仓座110和如实施例2中的抵钉座200,抵钉座200可转动地连接于钉仓座110,钉仓座110内安装有如实施例1中的钉仓组件500。外科器械工作时,能够从两根肋骨之间的间隙伸入患者的胸腔内,对待手术的组织进行切割和缝合,缝合后各吻合钉600处于成型状态,各吻合钉600的第一钉腿612在Z轴方向上的投影与第一弧线631相切或大致相切,第二钉腿622在Z轴方向上的投影与第一弧线631相切或大致相切,减小组织切口发生渗血、漏气的几率。
应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施方式中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
上文所列出的一系列的详细说明仅仅是针对本发明的可行性实施方式的具体说明,它们并非用以限制本发明的保护范围,凡未脱离本发明技艺精神所作的等效实施方式或变更均应包含在本发明的保护范围之内。
- 用于旋转电动外科切割和缝合器械的仓闭锁布置
- 单极电外科器械、电外科系统以及制造电外科器械的方法
- 具有可重新构造的夹持部分的外科器械柄部组件
- 一种用于外科器械的钉仓组件及外科器械
- 一种用于外科器械的钉仓组件及外科器械