一种半导体在胶带上的排列方法
文献发布时间:2024-01-17 01:28:27
技术领域
本发明涉及微电子制造技术领域,尤其涉及一种半导体在胶带上的排列方法。
背景技术
传统的半导体在加工的过程中,往往需要把半导体排列在平滑的表面上。该工艺通常是由操作工人,通过使用夹子和螺丝固定半导体边缘,以实现半导体的排列。但是,这种做法在装载和卸载的过程中非常繁琐,特别是操作工人在手工操作的时候,受主观因素影响较大,导致半导体常常排列不均匀,而且会造成半导体边缘的损伤和污染。
发明内容
本发明实施例所要解决的技术问题在于,提供一种半导体在胶带上的排列方法,能够使半导体均匀排列在胶带上,并且减少半导体边缘的损伤和污染。
为了解决上述技术问题,本发明实施例提供了一种半导体在胶带上的排列方法,包括:
将预设的胶带粘贴在托盘的两侧;
通过机械设备产生的推力,将若干个半导体推动至托盘上,使得若干个半导体的两端分别粘贴在托盘两侧的胶带上,并且整齐排列在胶带上;
对胶带进行第一次加热处理,以增加粘贴效果;
在半导体加工工序结束后,对胶带进行第二次加热处理,使得半导体与胶带分离。
进一步地,所述将预设的胶带粘贴在托盘的两侧,具体包括:
对预设的胶带进行切割,并将切割后的胶带粘贴在托盘的两侧。
进一步地,所述胶带的工作温度为65℃~130℃。
进一步地,所述推力的大小为5±0.3g/f。
进一步地,排列在胶带上的相邻半导体的间距在10μm以内。
进一步地,第一次加热处理时,加热温度为120℃,加热时间为5min。
进一步地,第二次加热处理时,加热温度为127℃,加热时间为15min。
与现有技术相比,本发明实施例提供了一种半导体在胶带上的排列方法,首先,将预设的胶带粘贴在托盘的两侧;接着,通过机械设备产生的推力,将若干个半导体推动至托盘上,使得若干个半导体的两端分别粘贴在托盘两侧的胶带上,并且整齐排列在胶带上;然后,对胶带进行第一次加热处理,以增加粘贴效果;最后,在半导体加工工序结束后,对胶带进行第二次加热处理,使得半导体与胶带分离;从而能够使半导体均匀排列在胶带上,并且减少半导体边缘的损伤和污染。
附图说明
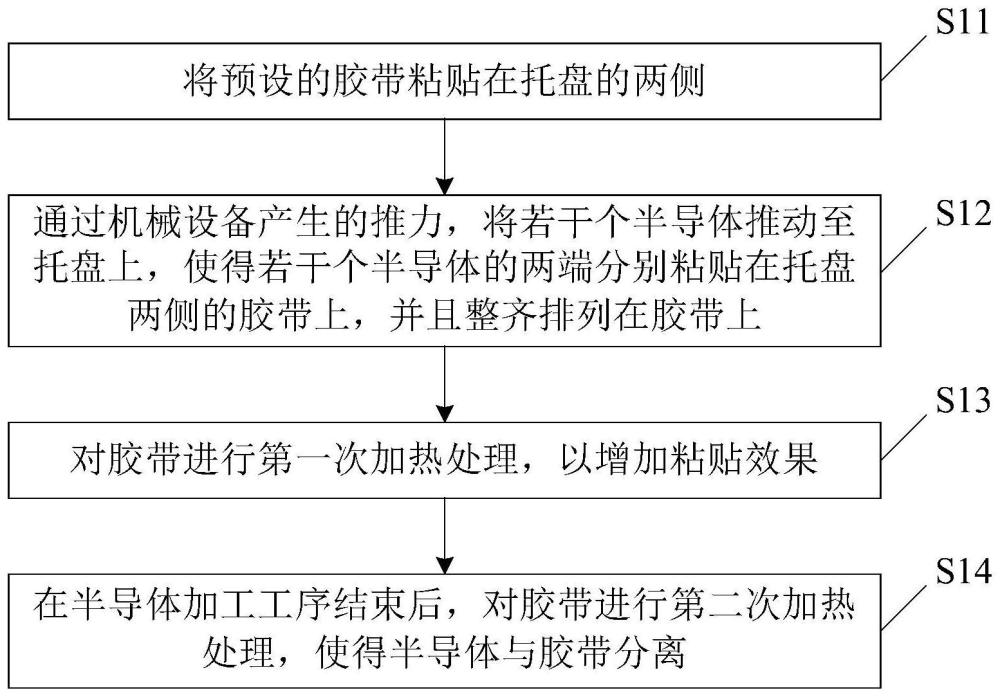
图1是本发明提供的一种半导体在胶带上的排列方法的一个优选实施例的流程图;
图2是本发明实施例提供的一种半导体在胶带上的排列示意图。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本技术领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
本发明实施例提供了一种半导体在胶带上的排列方法,参见图1所示,是本发明提供的一种半导体在胶带上的排列方法的一个优选实施例的流程图,所述方法包括步骤S11至步骤S14:
步骤S11、将预设的胶带粘贴在托盘的两侧;
步骤S12、通过机械设备产生的推力,将若干个半导体推动至托盘上,使得若干个半导体的两端分别粘贴在托盘两侧的胶带上,并且整齐排列在胶带上;
步骤S13、对胶带进行第一次加热处理,以增加粘贴效果;
步骤S14、在半导体加工工序结束后,对胶带进行第二次加热处理,使得半导体与胶带分离。
在具体实施时,需要预先提供用于粘贴半导体的胶带和用于放置半导体的托盘,以通过胶带将半导体整齐地排列在托盘上;具体的排列过程如下:首先,将预设的胶带粘贴在托盘的两侧,用于后续排列时固定半导体的两端;接着,通过机械设备产生高精度的推力,并向若干个半导体施加该推力,以将若干个半导体推到托盘上,使得若干个半导体的两端分别粘贴在托盘两侧的胶带上,并且若干个半导体整齐排列在胶带上,半导体与半导体之间也紧密排列在一起;然后,对胶带进行第一次加热处理,以增加粘贴效果,使半导体牢固的粘贴在胶带上,以防止在后续的半导体加工工序中,半导体与胶带分离;最后,在后续的半导体加工工序结束后,对胶带进行第二次加热处理,使得胶带上粘贴的半导体与胶带分离。
结合图2所示,是本发明实施例提供的一种半导体在胶带上的排列示意图,如图2所示,托盘的形状以长方形为例,半导体的形状以长条形为例,并且托盘的左右两侧粘贴有胶带,在采用本发明实施例通过高精度的推力将长条形的半导体推到托盘上之后,每一个半导体的两端分别粘贴在托盘两侧的胶带上,并且半导体整齐排列在胶带上,半导体与半导体之间也紧密排列在一起,实现半导体的均匀排列。
在另一个优选实施例中,所述将预设的胶带粘贴在托盘的两侧,具体包括:
对预设的胶带进行切割,并将切割后的胶带粘贴在托盘的两侧。
具体的,结合上述实施例,为了使预设胶带的大小与半导体的大小以及托盘的大小相适应,在将预设胶带粘贴在托盘的两侧之前,可以对预设的胶带进行切割,以将预设的胶带切割为合适的大小,并将切割后的胶带粘贴在托盘的两侧。
示例性的,假设所选择的胶带的规格为50m*80mm,则可以将胶带切割成100mm*10mm的小片,并将小片胶带分别粘贴在托盘的两侧。
作为上述方案的改进,所述胶带的工作温度为65℃~130℃。
具体的,结合上述实施例,所使用的胶带的工作温度在65℃~130℃范围内,即,在温度低于65℃的状态下,胶带无法发挥效能,而在温度高于130℃的状态下,将损坏胶带。
需要说明的是,胶带的选择目标在于,没有污染,且卸载时非常方便,在100℃~130℃时可以容易分离;例如,可以选择型号为319350M的胶带。
作为上述方案的改进,所述推力的大小为5±0.3g/f。
作为上述方案的改进,排列在胶带上的相邻半导体的间距在10μm以内。
具体的,结合上述实施例,通过机械设备产生的高精度推力来推动半导体是一个非常重要的步骤,推动半导体的力量需要保证非常平衡,才能使得半导体均匀紧密排列;可以理解的是,如果推力较大,那么半导体将会相互挤压,一些半导体会突出来,如果推力较小,那么相邻半导体的间隙就较宽,且不均匀,从而影响后续加工工艺的实施;优选地,高精度的推力的大小保持在5±0.3g/f区间范围内,以将半导体精确地推到一起且获得很好的间距和高度,此时,排列在胶带上的相邻半导体的间距在10μm以内。
示例性的,推力的取值可以为4.7g/f、4.8g/f、4.9g/f、5.0g/f、5.1g/f、5.2g/f、5.3g/f等,相邻半导体的间距的取值可以为1μm、2μm、3μm、4μm、5μm、6μm、7μm、8μm、9μm、10μm等,也可以根据实际需求进行设置,本发明实施例不作具体限定。
另外,在推动半导体时,还需注意,推力施加在半导体的侧面,尽量不要接触半导体的表面,以防止对半导体产生不必要的污染。
作为上述方案的改进,第一次加热处理时,加热温度为120℃,加热时间为5min。
作为上述方案的改进,第二次加热处理时,加热温度为127℃,加热时间为15min。
具体的,结合上述实施例,在对胶带进行第一次加热处理时,加热温度为120℃,加热时间为5min,以增加粘贴效果,使半导体牢固的粘贴在胶带上;在对胶带进行第二次加热处理时,加热温度为127℃,加热时间为15min,使得胶带上粘贴的半导体与胶带分离。
需要说明的是,加热温度以及加热时间的不同,会相应影响胶带的粘度,第一次加热处理时,加热温度为120℃,加热时间为5min,可以使胶带更粘,而在第二次加热处理时,加热温度为127℃,加热时间为15min,可以使胶带不粘。
结合上述所有实施例,下面通过第一个具体实施例来描述本方案的实施过程,包括:(1)对预设的胶带进行切割,以将预设的胶带切割为合适的大小,并将切割后的胶带粘贴在托盘的两侧;(2)通过机械设备产生高精度的推力,该推力的大小为4.7g/f,并向若干个半导体施加该推力,以将若干个半导体推到托盘上,使得若干个半导体的两端分别粘贴在托盘两侧的胶带上,并且若干个半导体整齐排列在胶带上,半导体与半导体之间也紧密排列在一起,间距保持在10μm以内;(3)对胶带进行第一次加热处理,加热温度为120℃,加热时间为5min,以增加粘贴效果,使半导体牢固的粘贴在胶带上;(4)在半导体加工工序结束后,对胶带进行第二次加热处理,加热温度为127℃,加热时间为15min,使得胶带上粘贴的半导体与胶带分离。
结合上述所有实施例,下面通过第二个具体实施例来描述本方案的实施过程,包括:(1)对预设的胶带进行切割,以将预设的胶带切割为合适的大小,并将切割后的胶带粘贴在托盘的两侧;(2)通过机械设备产生高精度的推力,该推力的大小为5.0g/f,并向若干个半导体施加该推力,以将若干个半导体推到托盘上,使得若干个半导体的两端分别粘贴在托盘两侧的胶带上,并且若干个半导体整齐排列在胶带上,半导体与半导体之间也紧密排列在一起,间距保持在10μm以内;(3)对胶带进行第一次加热处理,加热温度为120℃,加热时间为5min,以增加粘贴效果,使半导体牢固的粘贴在胶带上;(4)在半导体加工工序结束后,对胶带进行第二次加热处理,加热温度为127℃,加热时间为15min,使得胶带上粘贴的半导体与胶带分离。
结合上述所有实施例,下面通过第三个具体实施例来描述本方案的实施过程,包括:(1)对预设的胶带进行切割,以将预设的胶带切割为合适的大小,并将切割后的胶带粘贴在托盘的两侧;(2)通过机械设备产生高精度的推力,该推力的大小为5.3g/f,并向若干个半导体施加该推力,以将若干个半导体推到托盘上,使得若干个半导体的两端分别粘贴在托盘两侧的胶带上,并且若干个半导体整齐排列在胶带上,半导体与半导体之间也紧密排列在一起,间距保持在10μm以内;(3)对胶带进行第一次加热处理,加热温度为120℃,加热时间为5min,以增加粘贴效果,使半导体牢固的粘贴在胶带上;(4)在半导体加工工序结束后,对胶带进行第二次加热处理,加热温度为127℃,加热时间为15min,使得胶带上粘贴的半导体与胶带分离。
综上,本发明实施例所提供的一种半导体在胶带上的排列方法,通过机械设备产生的高精度推力作用于半导体,来代替人工通过工具操作半导体,能够减少杂乱无章的机械排列操作,使半导体均匀排列在胶带上,并且减少半导体边缘的损伤和污染;进一步的,还能够简化半导体的排列步骤,提高效率;另外,半导体粘贴在胶带上,没有外力作用于半导体,因而使得半导体本身不会发生形变,并且本发明实施例所提供的更加低压力的排列方法,同样能够减少半导体弯曲形变所带来的坏品率,从而提高产品成品率。
以上所述仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明技术原理的前提下,还可以做出若干改进和变形,这些改进和变形也应视为本发明的保护范围。
- 一种胶带上胶除尘机及其胶带生产工艺
- 一种半导体外壳焊接方法及半导体外壳定位装架方法
- 一种焦深DOF大于或等于300nm的半导体ArF光刻胶树脂及其应用
- 一种用于半导体加工的喷胶机
- 一种在输送带上自动排列饺子进行速冻的方法
- 一种滚筒包胶、皮带上下覆盖胶厚度在线检测方法