一种超厚硬质PVC板挤出模具
文献发布时间:2023-06-19 18:32:25
技术领域
本发明涉及一种挤出模具,尤其是一种超厚硬质PVC板挤出模具。
背景技术
现在挤出PVC板厚度小于30mm。模具中通常采用单流道。如果板材厚度增加,芯部会出现糊状物,大大降低板材的综合性能。目前还没有很好的解决办法。
发明内容
本发明的技术任务是针对现有技术的不足,提供一种超厚硬质PVC板材挤出模具。本发明的特点是采用分流通道结构,在材料层的芯部没有糊现象,提高了挤出板材和挤出超厚PVC板材的综合性能。
本发明解决其技术问题所采用的技术方案是:它包括上型板、下型板、设置 在上型板和下型板前端的可调上模唇和可调下模唇,所述的可调上模唇和可调下 模唇之间设置有成型流道,所述的上型板和下型板之间设置有中型板,所述的上 型板、下型板与中型板之间分别设置有料道,所述的两料道分别与成型流道连通, 所述的上型板、中型板和下型板上分别设置有散热通道,所述的上型板和下型板 上分别设置有温度计和热电偶,所述的上型板和下型板上分别设置有阻流杆。
所述的上型板、中型板和下型板之间通过紧固螺栓相连。
本发明的一种超厚硬质PVC板挤出模具和现有技术相比,具有以下突出的 有益效果:采用分流道结构,有效降低了料层的厚度,减少了内热的聚积,料层 芯部不会出现糊料现象,提高了挤出的板材的综合性能,能挤出超厚的PVC板材, 使用方便等特点。
附图说明
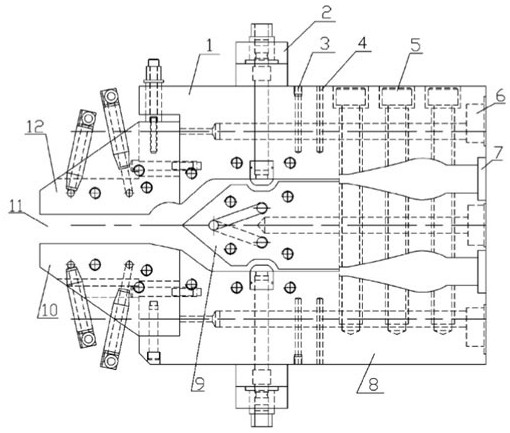
附图1是一种超厚硬质PVC板挤出模具的结构示意图;
附图标记说明:1、上型板,2、阻流杆,3、热电偶,4、温度计,5、紧固螺 栓,6、散热通道,7、料道,8、下型板,9、中型板,10、可调下模唇,11、成 型流道,12、可调上模唇。
具体实施方式
参照说明书附图1对本发明的一种超厚硬质PVC板挤出模具作以下详细地 说明。
本发明的一种超厚硬质PVC板挤出模具,其结构包括上型板1、下型板8、 设置在上型板1和下型板8前端的可调上模唇12和可调下模唇10,所述的可调 上模唇12和可调下模唇10之间设置有成型流道11,所述的上型板1和下型板8 之间设置有中型板9,所述的上型板1、下型板8与中型板9之间分别设置有料道 7,所述的两料道7分别与成型流道11连通,所述的上型板1、中型板9和下型 板8上分别设置有散热通道6,所述的上型板1和下型板8上分别设置有温度计4 和热电偶3,所述的上型板1和下型板8上分别设置有阻流杆2。
所述的上型板1、中型板9和下型板8之间通过紧固螺栓5相连。
工作时,将物料从上型板1与中型板9之间的料道7和中型板9与下型板8 之间的料道7分别加入,物料沿两侧料道7进入成型流道11,最后沿成型流道11 挤出。通过调节可调上模唇12和可调下模唇10之间的距离,来实现挤出的超厚 硬质PVC板材的厚度;通过调节阻流杆2伸入料道7的长度来调节物料的流量及 流速;上型板1和下型板8上设置的温度计4和热电偶3对上型板1和下型板8 的温度进行检测,当温度较高时,通过往散热通道6内通入冷却油进行散热、降 温。
除说明书所述的技术特征外,均为本专业技术人员的已知技术。
- 一种挤出超厚硬质PVC板材模具
- 一种挤出超厚硬质PVC板材模具