基本上无切削的金属机械加工、金属冲压
-
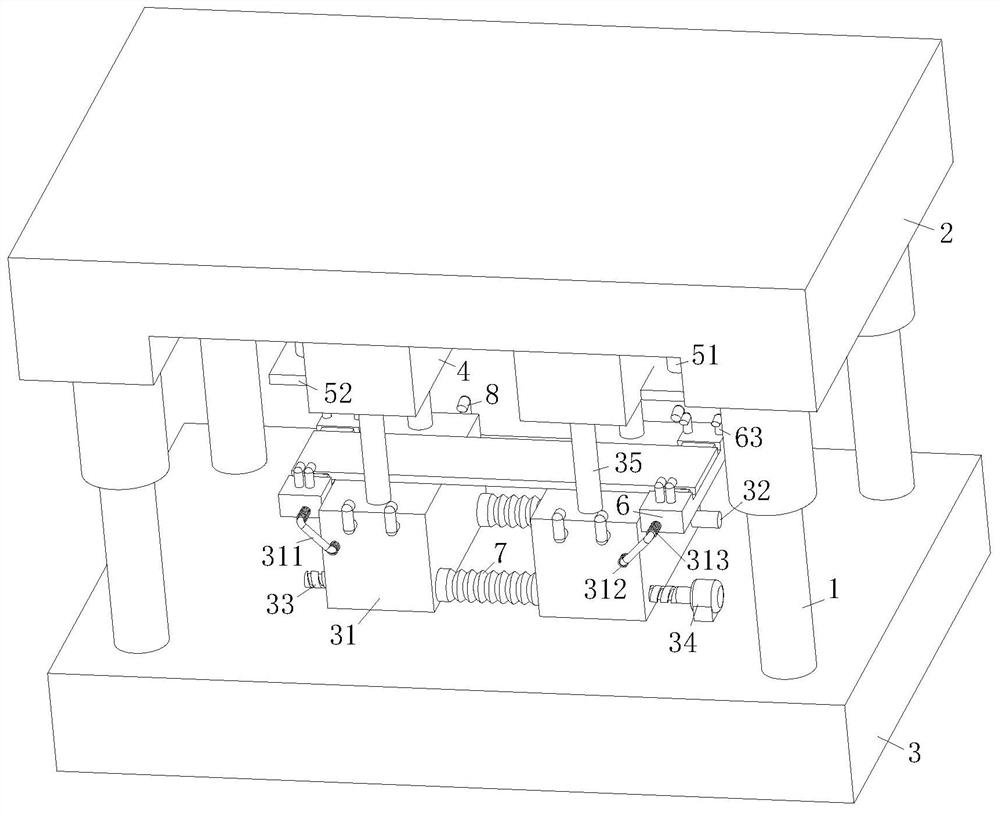
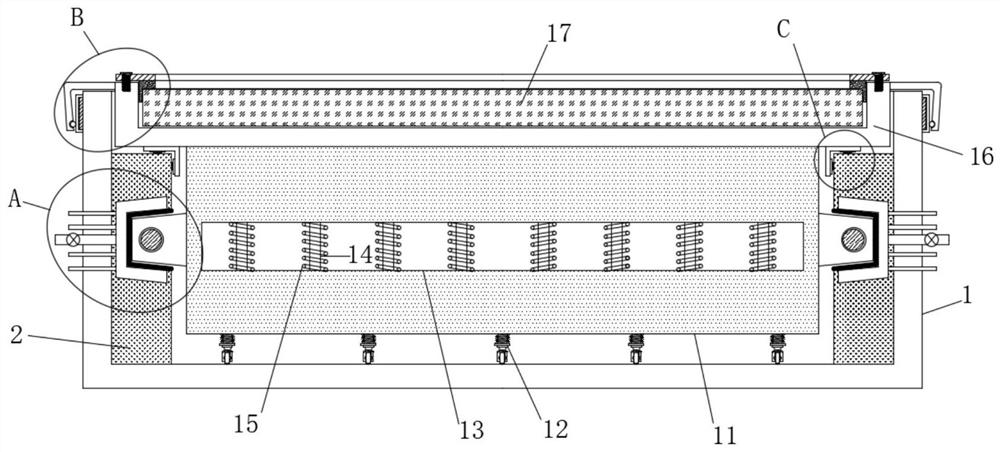
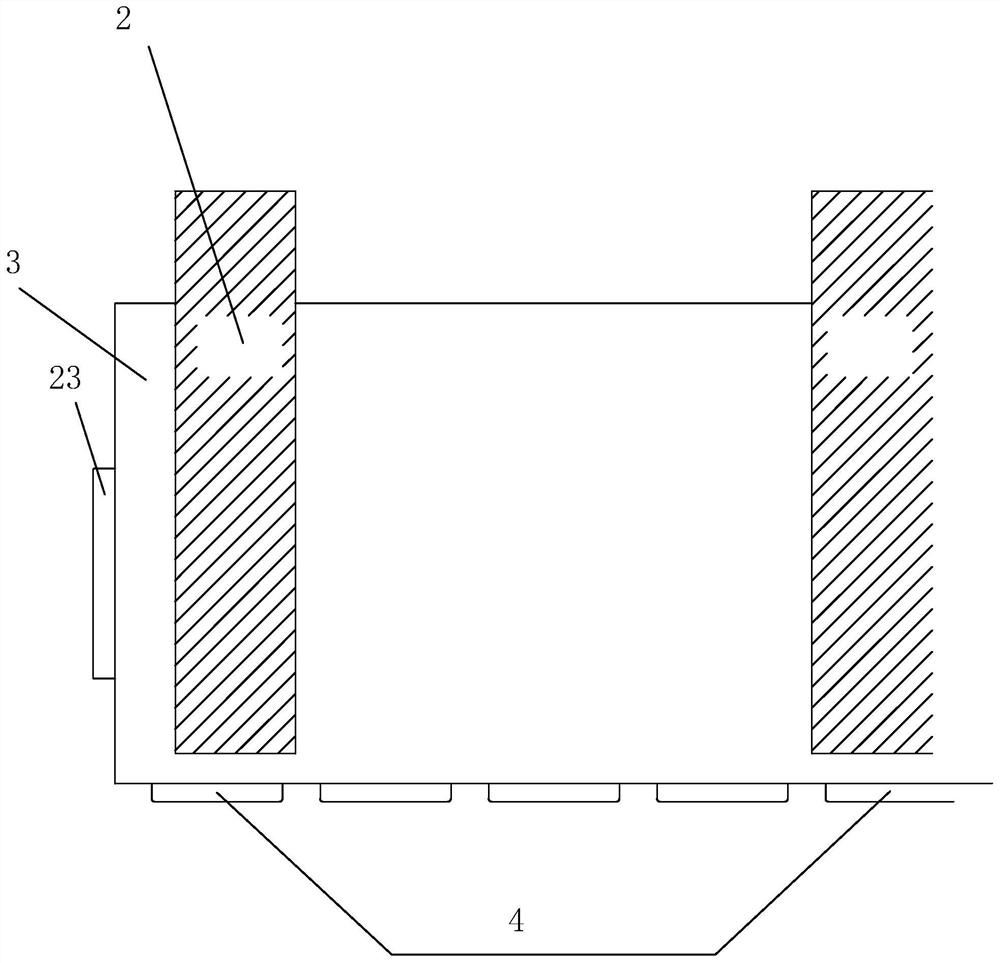
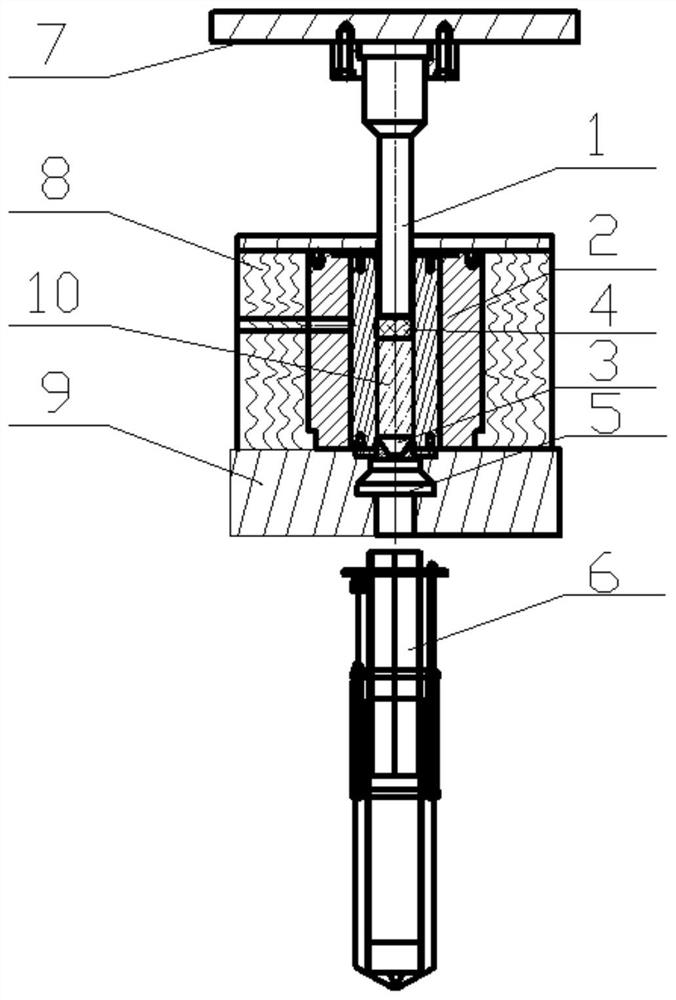
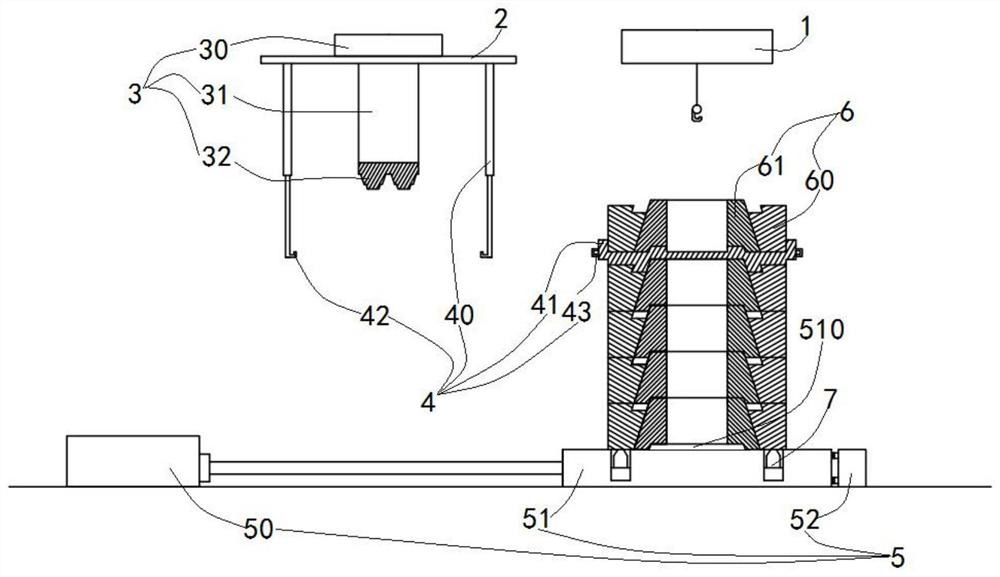
一种弯曲轴线管件低压成形专用模具
本发明公开了一种弯曲轴线管件低压成形专用模具,包括上模、上模板、模座、下模板,所述下模板上侧两端设有模座,两模座上侧设有下模和上模,上模上侧设有上模板,两模座一端均设有台架,台架上侧设有滑轨,滑轨上侧设有U形滑块,U形滑块的U形槽内设有管坯,管坯两端设有密封头,台架上设有密封油缸,密封油缸与密封头连接,两模座上侧管坯外侧均设有压块,压块与上模板之间通过氮气弹簧连接,模座上端内侧设有侧推模,侧推模与模座之间通过侧推油缸连接。一种弯曲轴线管件低压成形专用模具,成形件容易取出,模具型腔易维护;将管坯的压扁、合模成形融为一体,可以在一套模具中实现管坯的弯管、压扁和加压成形工序。
2023-08-21 -
一种稳定夹持金属件的冲孔装置
本发明适用于冲孔装置技术领域,提供了一种稳定夹持金属件的冲孔装置,包括底座和固定连接在其上表面一端的支撑板,所述支撑板侧壁固定连接有固定块,所述固定块侧壁固定连接有的支架,所述固定块内开设有连通前后表面的空腔,所述支架上设有用于对金属件操作的冲孔组件;还包括定位压紧组件,其包括穿设在所述固定块上的定位杆,所述定位杆贯穿所述空腔且与所述固定块滑动连接,所述定位杆上且位于所述空腔内具有环形凸起,所述定位杆上套设有弹性件。本发明的弹性定位部将待冲孔的金属件压紧后可以对其进行冲孔操作,避免待冲孔的金属件在冲孔过程中发生位置偏移,提高了待冲孔的金属件冲孔的精度。
2023-08-21 -
一种动力电池用铝箔的加工方法
本发明公开了一种动力电池用铝箔的加工方法,该加工方法包括:熔炼—铸轧—冷轧—退火—冷轧—切边—箔轧—成品分切—包装。本发明通过调整合金成分配比,适当提高Cu成分至0.04~0.05%之间,提高动力电池用铝箔成品性能,通过坯料轧制至0.7mm左右进行中间低温退火,退火温度180—200℃,保温时长14—16h,冷却2小时后出炉,提高材料后续易加工性,调整中间退火厚度,采用低温中间退火,便于后续轧制,提高动力电池用铝箔抗拉强度,通过箔轧轧制至中间道次进行冷却24h,释放物料应力,减少物料表面粘伤,连续轧制出现起筋、版型差问题。
2023-08-21 -
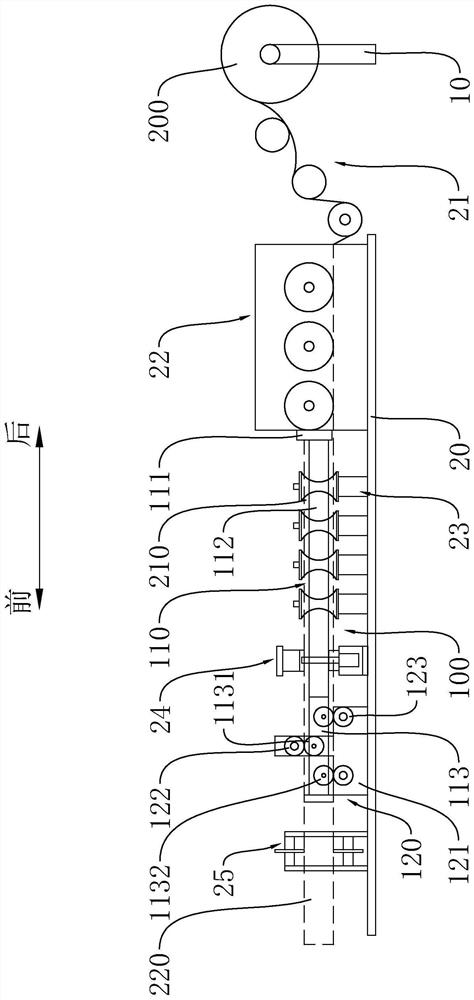
一种多规格复杂截面型钢产品柔性辊弯成型模具及工艺
本发明公开了一种多规格复杂截面型钢产品柔性辊弯成型模具及工艺,包括:送料辊组、第一特征成型辊组、第二特征成型辊组、第三特征成型辊组、以及立辊辊组,将钢带通过多道次连续辊式弯曲成型,依次进入各道次连续成型,在钢板进入每一次道次成型时,通过相适配吻合的辊组,强迫钢板进行变形,每个道次完成设定的成型量,经过多道次最终完成产品的成型,本发明的核心思想为根据不同产品的规格,在成型过程中对不同辊组的多自由度移动以及尺寸控制,将一个特征的成型细化成多个大道次,且在多个道次的基础上继续细分多个小道次,实现了仅使用一条生产线可以实现多类型复杂截面型钢在不换辊情况下自动、快速、高品质生产。
2023-08-21 -
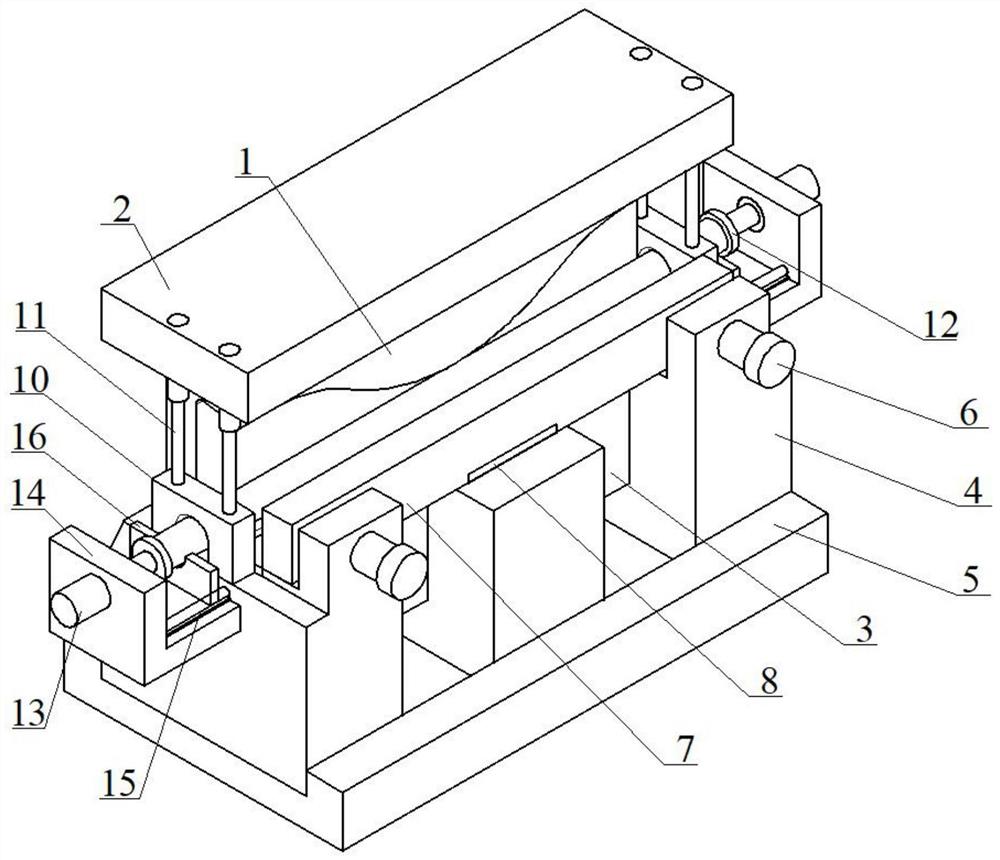
卷取机下夹送辊水平度的调整方法及控制器
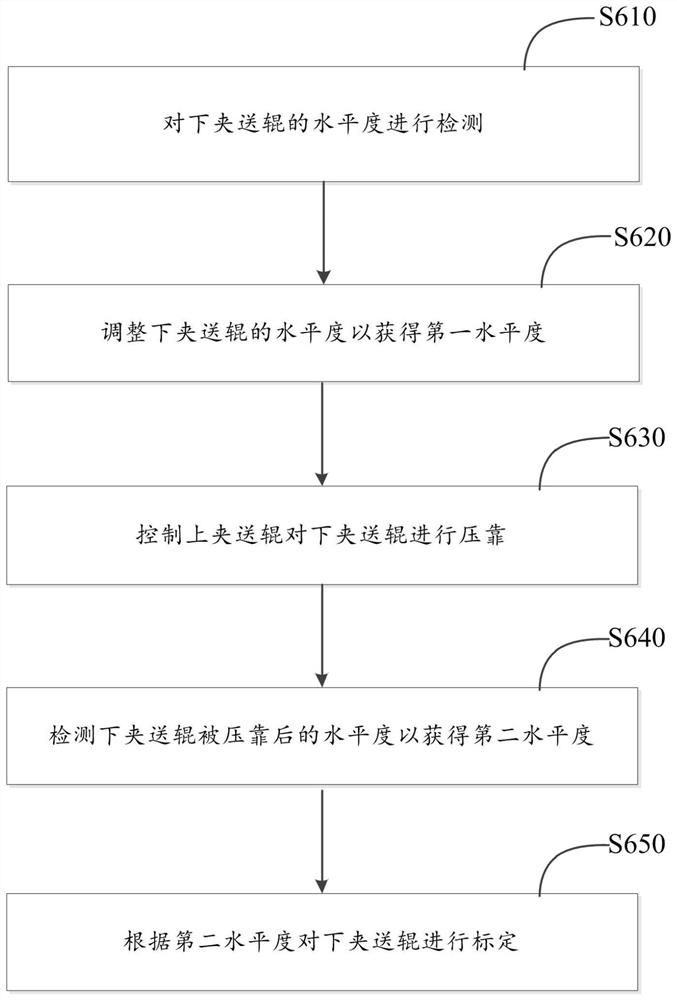
本发明提供了一种卷取机下夹送辊水平度的调整方法,该方法包括:对下夹送辊的水平度进行检测;通过调整下夹送辊两侧轴承座的垫片高度来获得下夹送辊的第一水平度;控制上夹送辊对下夹送辊进行压靠;检测下夹送辊被压靠后的水平度以获得第二水平度;根据第二水平度对下夹送辊进行标定。通过上述方法来模拟卷取机过钢的工作状态对垫片的缝隙进行压缩,使得垫片缝隙对下夹送辊的水平度影响忽略不计,对下夹送辊的水平度标定后,后续无需频繁的调整垫片,避免直接根据水平度偏差来确定垫片的高度,垫片缝隙在过钢工作状态时发生改变,导致下夹送辊的水平度不符合工作需求,而引起钢卷塔形缺陷的情况发生,提高工作效率和加工精度,节约加工成本。
2023-08-21 -
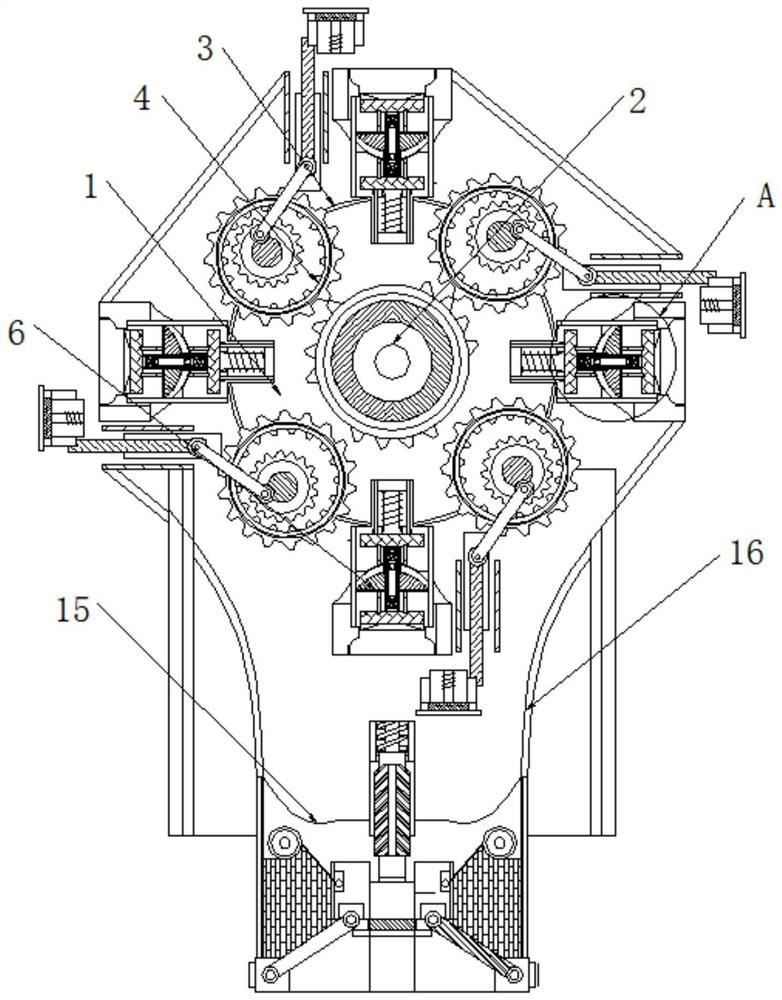
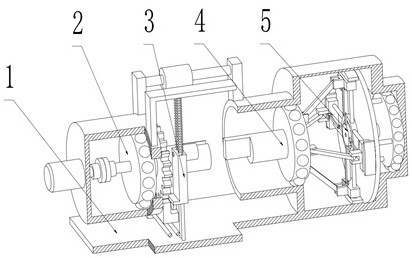
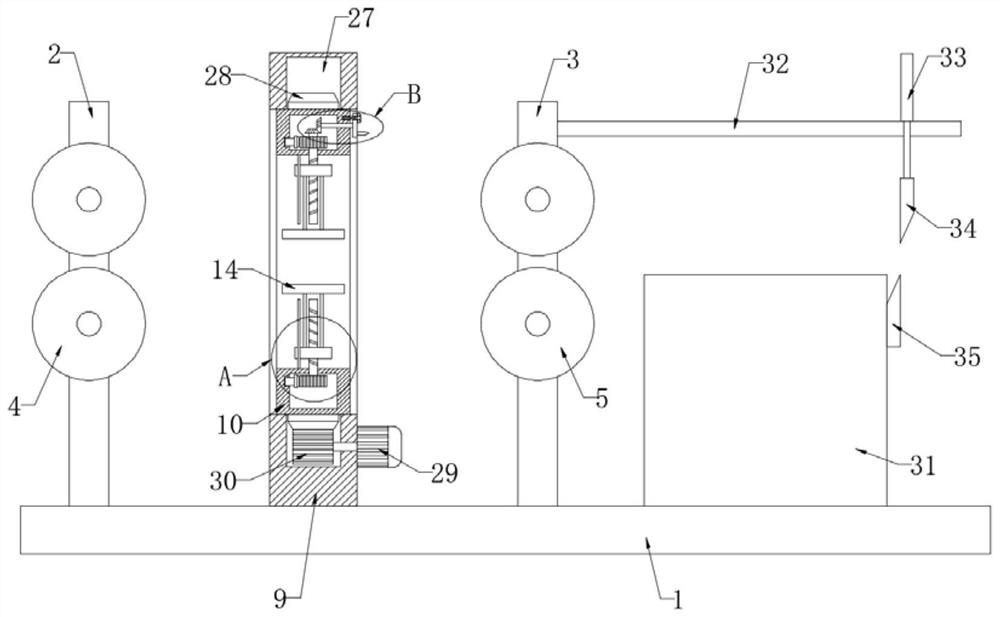
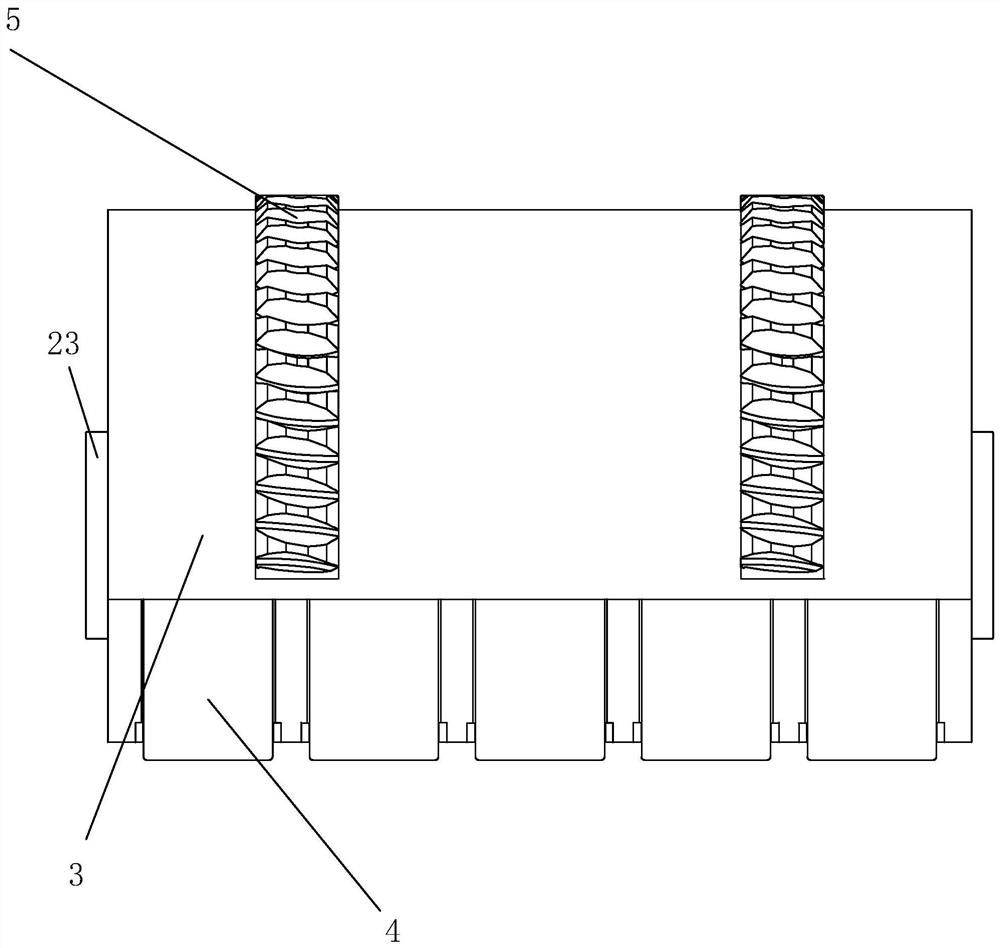
一种五金件胚料加工自动锻造成型机
本发明公开了五金锻造技术领域的一种五金件胚料加工自动锻造成型机,包括锻造机,锻造机顶部通过开设有的内滑道滑动连接有清理滑台,锻造机底部转动连接有联动杆,安装底板顶部转动连接有换向筒,安装底板与换向筒之间设有换向驱动组件,调节电机的输出端固定连接有调节丝杠,调节丝杠外壁螺纹配合有滑套,滑套侧壁转动连接有翻转套,翻转套端部固定连接有夹爪基板,夹爪基板内滑动连接有侧夹爪,侧夹爪通过转动连接在夹爪基板内的夹持丝杠驱动,侧夹爪内设有同心转动组件,换向筒同于驱动侧夹爪换向,翻转套用于驱动侧夹爪翻转,本发明无需人工夹持对胚料进行换位翻转等动作,节省人力,生产安全,锻造高效,清理方便快捷,安全高效。
2023-08-21 -
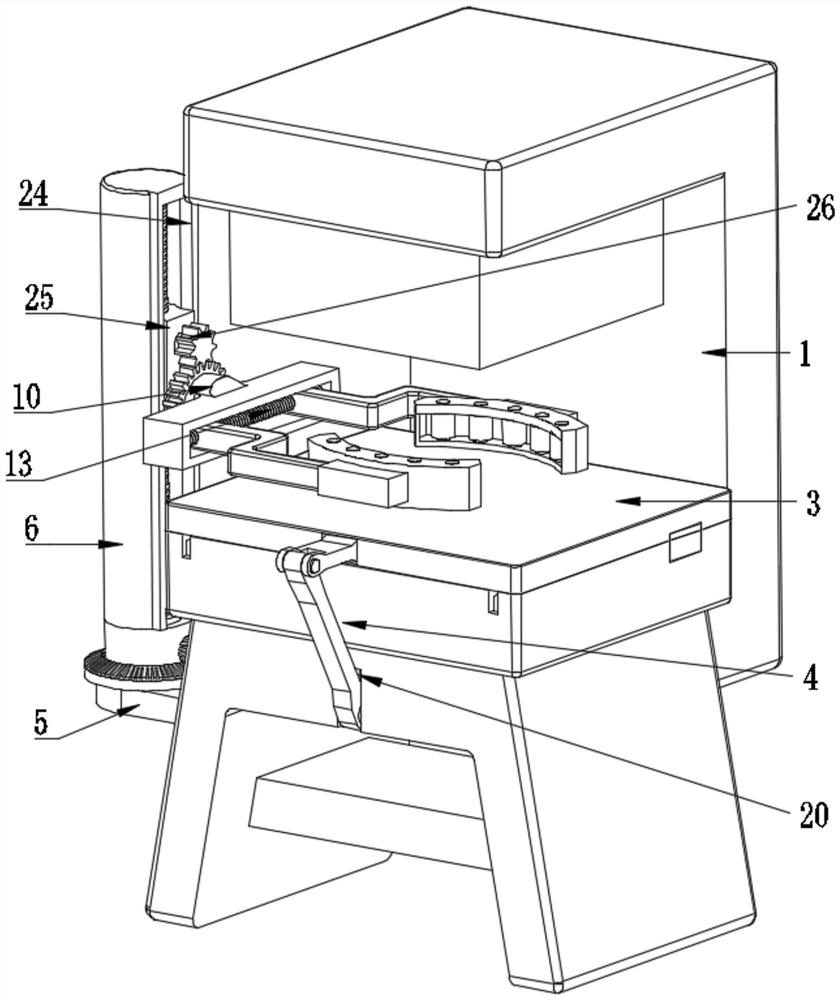
一种电力配件挂板制造成型加工工艺
本发明涉及一种电力配件挂板制造成型加工工艺,具体涉及到一种电力配件挂板制造成型加工折弯装置,包括工作台、折弯成型机构、侧夹定位机构和间隙夹板机构;所述折弯成型机构包括滑动梁、折弯执行板、折弯气缸和适配弹簧;所述间隙夹板机构包括设置在所述龙门架顶端的升降组件、设置在所述升降组件上随其升降的切换支承架和设置在所述切换支承架上的夹板组件;本发明提供的工艺中涉及的装置可针对多种不同规格的配件挂板进行切换和实现自动折弯加工操作,大大提高了装置的适用性和操作的便捷性。
2023-08-21 -
一种螺纹钢热轧制造工艺
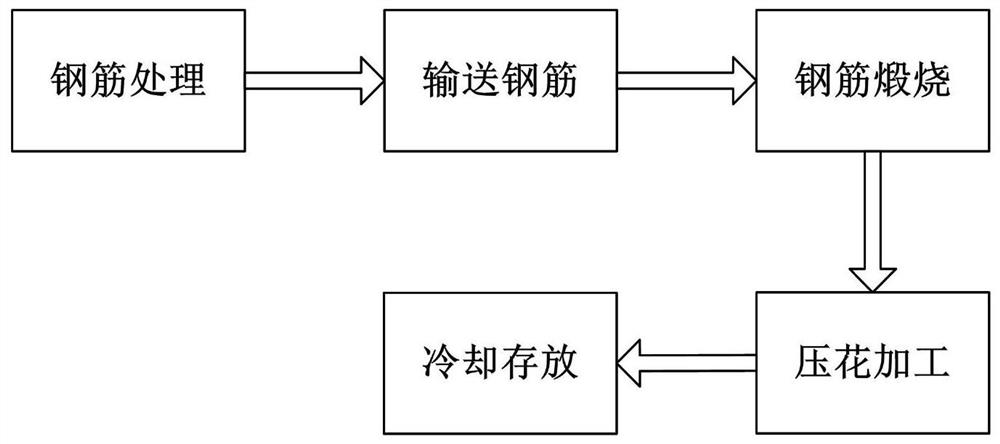
本发明涉及一种螺纹钢热轧制造工艺,包括主板、输送装置、加热炉、压型装置和塑型装置,主板上端安装有输送装置,输送装置右侧设置有加热炉,加热炉安装在主板上,加热炉右侧设置有压型装置,压型装置安装在主板上,压型装置右侧设置有塑型装置。本发明可以解决现有的设备在针对螺纹钢进行压制成型时,不能对钢筋进行二次压制处理,钢筋压制后易出现成型不完全的现象,降低了螺纹钢成型的成功率,同时,不能对成型后的螺纹钢进行矫正处理,钢筋在压制时易出现形变过大的现象,并且,不能确保钢筋在压制时保持笔直状态,压制成型的螺纹钢易出现弯曲的现象,从而降低了螺纹钢成型的效果等问题。
2023-08-21 -
一种钣金弯曲模具
本发明属于弯曲模具技术领域,具体涉及一种钣金弯曲模具,包括支架、上模、下模和控制器,所述下模上端滑动连接有支撑台;所述支撑台的数量为两个,两个支撑台沿下模的中心对称,支撑台内滑动连接有光杆,支撑台内设有螺杆;所述螺杆与光杆的位置正对,螺杆与支撑台螺纹连接,螺杆两端的螺纹反向设置;本发明通过设置螺杆、光杆和支撑台,使得三者共同组成丝杠滑块副,从而通过电机驱动螺杆带动两个支撑台相互靠近或远离,使得两个支撑台之间的距离能够进行调节,进而方便对钣金两边待弯曲的位置进行调整,一方面减少工作人员的劳动强度,提高生产效率,另一方面提高了模具的使用范围,降低模具的生产成本,使得模具的实用性得到提高。
2023-08-21 -
一种自动取料的智能汽车零件加工用机床辅助设备
本发明涉及汽车零件技术领域,且公开一种自动取料的智能汽车零件加工用机床辅助设备,包括机床座,所述机床座的内部转动连接有差速轮,所述机床座的内部固定连接有支撑座,所述差速轮的外表面且位于支撑座的外表面转动连接有驱动轮,所述驱动轮的内部啮合有啮合齿轮,所述支撑座的外表面固定连接有冲压座,所述冲压座的内部活动连接有弹性架,所述弹性架的内部活动连接有弹性簧,所述弹性架的侧表面活动连接有囊性板,所述囊性板的侧表面活动连接有冲压板,所述啮合齿轮的外表面转动连接有拉柱。在使用时达到了在加工完成之后可以自动取料的效果,避免了工作人员自行取料,使用方便,降低了一定的工作量,且安全性高。
2023-08-21 -
带有内整平功能的焊管生产线
本发明创造公开了带有内整平功能的焊管生产线,包括:放卷机;机架,其从后往前顺次安装有延展模块、卷边模块、焊接模块和切管模块;整平模块,其包括芯棒组件和整平驱动机构,芯棒组件包括从后往前顺次连接的安装板、连接杆和安装架,安装架上安装有可自由转动的上滚轮和下滚轮,安装板安装在卷边模块与焊接模块之间,安装架位于焊接模块与切管模块之间;整平驱动机构包括安装座、下压辊和由驱动装置驱动的上压辊,安装座安装在焊接模块与切管模块之间,上压辊和下压辊分别与上滚轮和下滚轮一一对应设置。在上滚轮和上压辊的共同挤压作用下,焊管的内外焊缝随着焊管的前移而不断被整平,从而在焊管生产线上实现对焊管焊缝的内整平。
2023-08-21 -
自动化调距的贴标机护栏冲孔折弯加工生产设备
本发明公开了自动化调距的贴标机护栏冲孔折弯加工生产设备,包括,底部机箱,所述底部机箱的顶部端面左侧螺栓固定安装有冲孔组件,所述底部机箱的顶部端面右侧设置有支撑座,所述导流架的右侧端部连接有折弯组件,本发明通过将冲孔组件和折弯组件分别设置于底部机箱顶部端面的左右两侧,通过调节传动组件的设置,便于对护栏进行冲压的同时带动其移动,同时通过支撑座的设置,便于带动导流架与折弯组件与底部机箱导流槽在同一水平线上,并且通过旋转电机和第一单轴气压缸的设置,便于带动折弯组件旋转后,第一单轴气压缸带动切头将护栏裁断,避免人工手动转弯时弧度数据的偏差导致的重复操作,从而有利于折弯时弧度的数据准确度。
2023-08-21 -
一种冷轧处理线带钢纠偏控制方法和装置
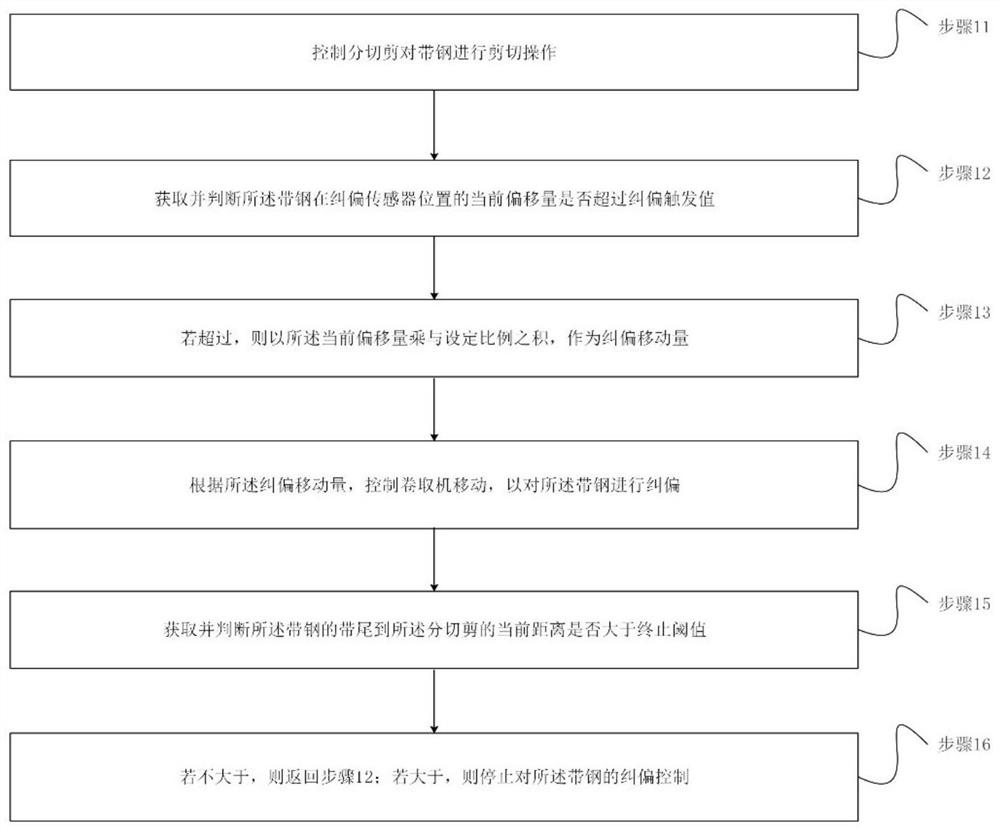
本发明涉及带钢纠偏控制技术领域,具体涉及一种冷轧处理线带钢纠偏控制方法和装置。该方法包括:控制分切剪对带钢进行剪切操作;获取并判断带钢在纠偏传感器位置的当前偏移量是否超过纠偏触发值;若超过,则以当前偏移量乘与设定比例之积,作为纠偏移动量;根据纠偏移动量,控制卷取机移动,以对带钢进行纠偏;获取并判断带钢的带尾到分切剪的当前距离是否大于终止阈值;若大于,则停止对带钢的纠偏控制。本发明当判断出带钢的当前偏移量超过纠偏触发值时,以纠偏移动量控制卷取机移动,对所述带钢进行纠偏,之后重复该纠偏过程,直至停止纠偏控制,从而在卷取机甩尾过程中实现高效的带钢纠偏控制。
2023-08-21 -
一种冲压模具的上料装置
本发明涉及模具上料装置技术领域,具体为一种冲压模具的上料装置,包括机架,机架的底板上设置有垫板,垫板的内部开设有储液腔,垫板的表面插接有散热翅片,散热翅片贯穿机架的侧板,垫板的表面插接有注水阀管,垫板的表面开设有导向槽,导向槽的表面设置有加固筋,导向槽的内部滑动连接有滑块,滑块的表面开设有螺接孔;有益效果为:本发明提出的冲压模具的上料装置采用丝杆组件带动安装滑动,且在安装架下方加设垫板和托架支撑,如此无需人工牵拉安装架带动工件板移动,且安装架移动的过程中带动指示条沿着刻度标识条滑动,便于观测安装架移动距离。
2023-08-21 -
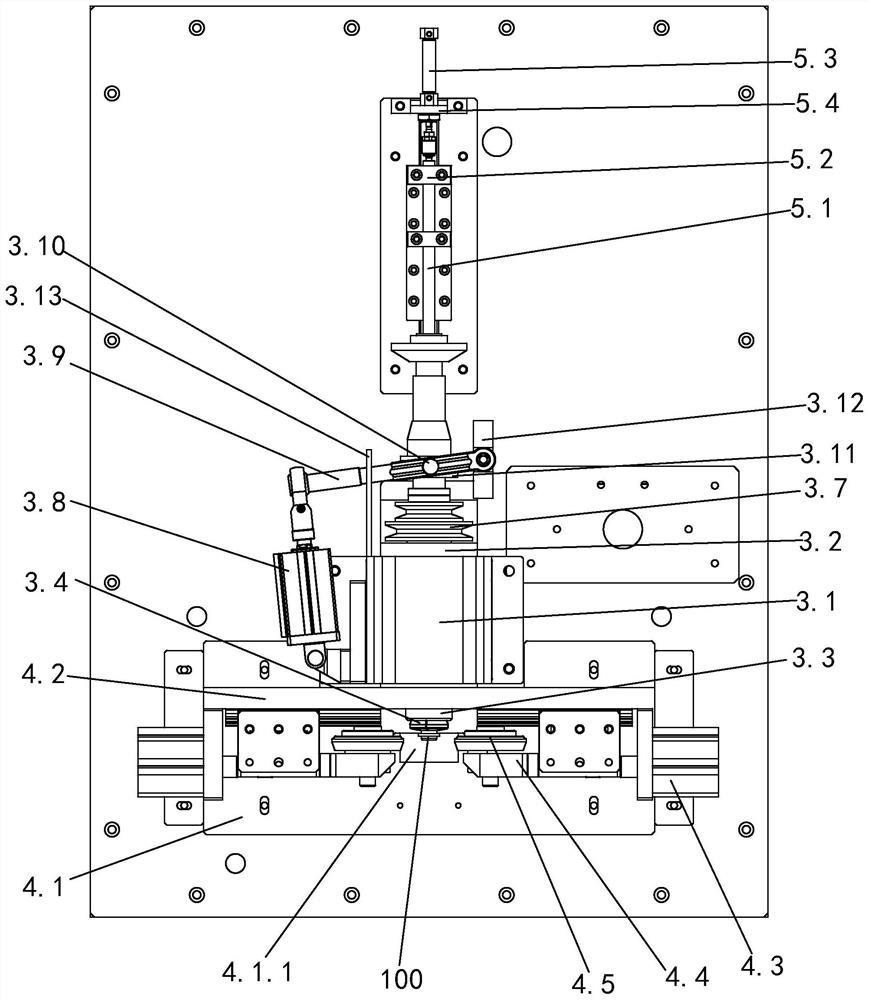
一种拉索导向管接头组件铆压机
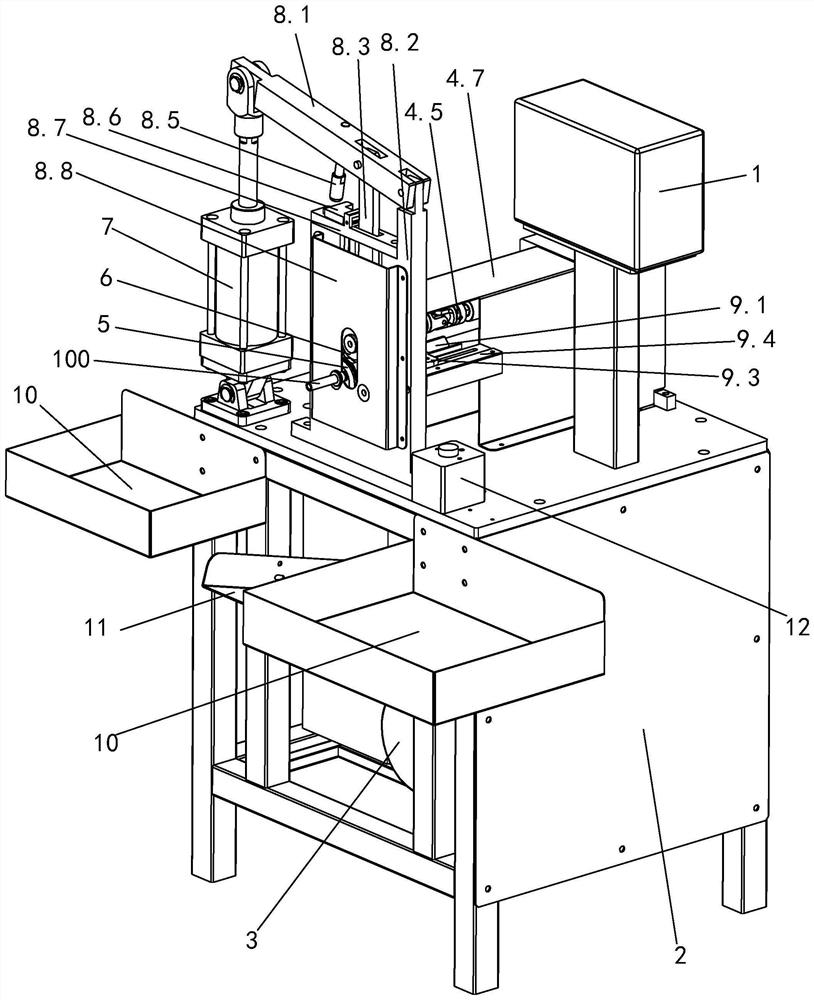
本发明公开了一种拉索导向管接头组件铆压机,导向管接头组件定位模组设置在定位铆压轮后方;旋转驱动器与三轴同步联动机构传动连接,三轴同步联动机构分别与移动铆压轮和定位铆压轮传动连接;压力驱动器通过压力导向机构与移动铆压轮传动连接,推动移动铆压轮使移动铆压轮和定位铆压轮同时对导向管接头组件施加径向压力;旋转驱动器和压力驱动器分别与控制器电连接;优点在于改进为旋转铆压,无需预先开槽,压力驱动器的推力通过压力导向机构推动移动铆压轮使移动铆压轮和定位铆压轮同时对导向管接头组件施加径向压力,同时在旋转驱动器通过三轴同步联动机构使得移动铆压轮和定位铆压轮同步旋转的情况下,快速完成对导向管接头组件的旋转铆压。
2023-08-21 -
拉索导向管接头组件铆压机
本发明公开了一种拉索导向管接头组件铆压机,包括控制器和工作台,工作台上安装有导向管接头组件旋转进给装置、导向管接头组件铆压装置和导向管接头组件推出装置,导向管接头组件铆压装置设置在导向管接头组件旋转进给装置的前面,导向管接头组件推出装置设置在导向管接头组件旋转进给装置的后面;导向管接头组件旋转进给装置、导向管接头组件铆压装置和导向管接头组件推出装置分别与控制器电连接;其优点在于设置导向管接头组件旋转进给装置,能够在铆压时驱动导向管接头组件旋转并推动导向管接头组件前移,将现有的多点铆压改变为旋转铆压,并且旋转铆压能够在推动导向管接头组件前移的过程中逐步完成,不会对导向管接头组件的端部造成损坏。
2023-08-21 -
一种过滤网铝型框加工成型设备
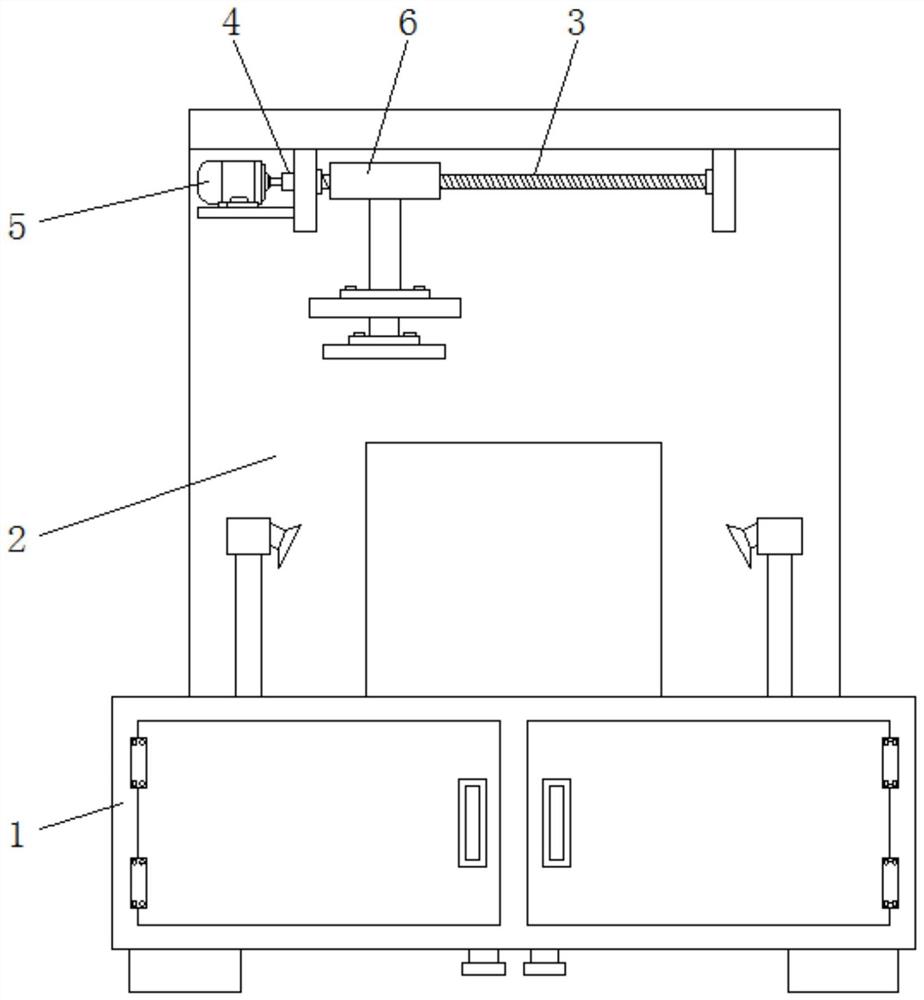
本发明公开了一种过滤网铝型框加工成型设备,包括设备体、第二电动机、夹架和模架,所述设备体上端设置有支撑架,所述丝杠的左端和第一转轴相连接,且第一转轴和第一电动机相连接,所述丝杠上贯穿设置有移动架,且移动架下端与第一固定架相连接,所述第二电动机设置在第一固定架上,且第二电动机与第二转轴相连接,同时第二转轴下端贯穿第一固定架和第二固定架相连接。该过滤网铝型框加工成型设备,将四边的铝材边角拼接重合,两侧的第二模壳体之间通过异极磁体向下,对四边拼接后的铝材固定,将拼接好铝材的模架通过夹架夹持固定,进行焊接打磨加工,在第四电动机和第四转轴的作用下可对单侧面加工后的铝型框翻转,对其另一侧进行焊接加工。
2023-08-21 -
一种轴胀成型装置
本申请涉及一种轴胀成型装置,包括机体,机体上设置有夹持组件,夹持组件用于夹持管体,夹持组件夹持在管体靠近长度方向的一端,管体夹持有夹持组件一端设置有轴胀组件,轴胀组件包括安装台,安装台与管体一端安装在机体上,安装台背离管体一侧安装有轴胀气缸,轴胀气缸的活塞杆朝向靠近或远离管体方向伸缩,轴胀气缸的活塞杆上安装有轴胀头,所述夹持组件包括限制套,限制套套设在管体外侧,轴胀头外侧套设有导向套,导向套安装在安装台朝向管体一侧。本申请具有实现管体无需焊接和其他零件连接,无需焊接,不会产生烟尘降低长管非标件生产时对环境的污染的效果。
2023-08-21 -
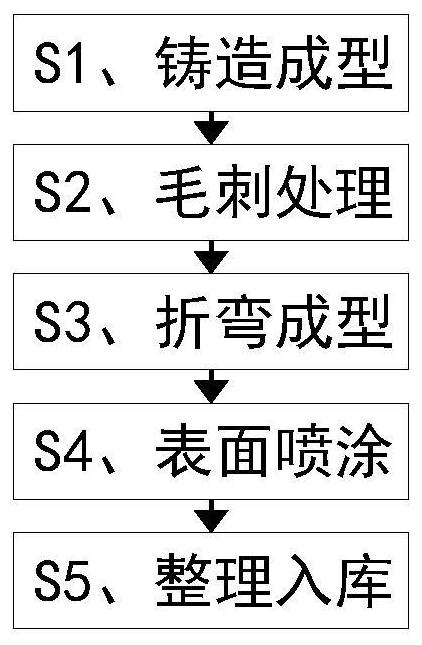
一种钣金结构件超塑成形方法
本发明涉及钣金结构件制造技术领域,且公开了一种钣金结构件超塑成形方法,包括以下步骤:S1、首先根据钣金结构件的大小以及平铺后的形状,将金属材料裁剪成多个合适大小的金属板件;S2、将裁剪完成的多个金属板件放置在容器中,并往容器中加入适当的清水,然后对金属板件进行浸泡清洗;首先将金属板件进行处理,然后将处理好的金属板件固定在模具中的成型件上,并对金属板件加热到预设定的温度,然后通过注气口往模具中成型件的上部空间注入压缩空气,同时通过排气口将模具中成型件下部空间的气体抽出,在气体压力的作用下,金属板件可以快速在成型件上成型,相较于传统的制作方法,该方式更加的简便,并且大大降低了成产的成本。
2023-08-21 -
一种基于热连轧带钢头部咬钢冲击综合分析方法
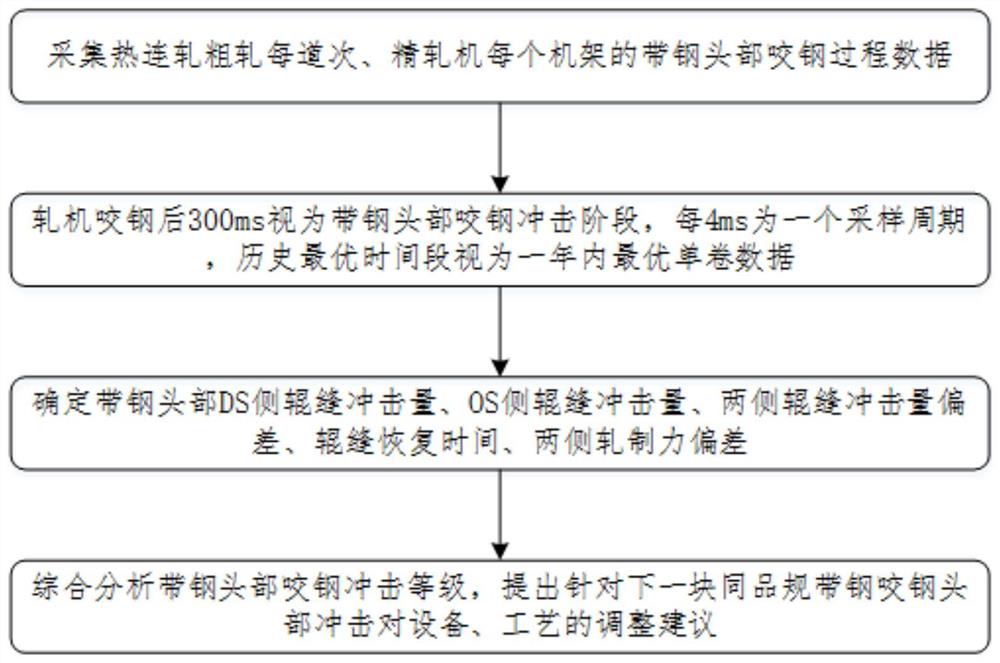
本发明提供一种基于热连轧带钢头部咬钢冲击综合分析方法,属于粗、精轧机技术领域。该方法以带钢端部厚度阶跃量和机架辊缝冲击量为评价目标,重点分析粗、精轧头部咬钢冲击对设备、产品厚度的影响,通过对传动扭矩、出口厚度、辊缝、轧制力、速度变化进行分析,为咬钢速度的优化提供依据,减少对传动系统的冲击。本发明基于对热连轧每个机架辊缝、轧制力等计算值的连续判断,分析带钢头部咬钢冲击策略,实际应用结果表明,该分析方法可以有效改善带钢头部质量及减少对设备传动系统冲击。
2023-08-21 -
一种基于镀锡板板包的木台结构优化方法
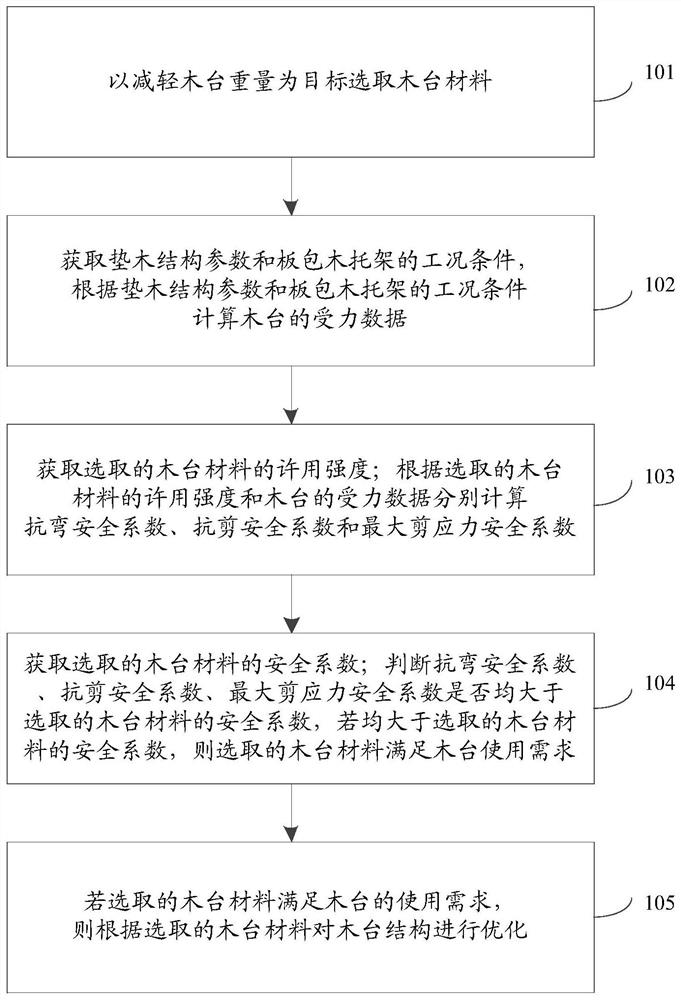
本发明公开了一种基于镀锡板板包的木台结构优化方法。该方法包括:以减轻木台重量为目标选取木台材料,获取垫木结构参数和板包木托架的工况条件,根据垫木结构参数和板包木托架的工况条件计算木台的受力数据,获取选取的木台材料的许用强度,根据选取的木台材料的许用强度和木台的受力数据分别计算抗弯安全系数、抗剪安全系数和最大剪应力安全系数,将各个安全系数分别与选取的木台材料的安全系数进行比较,判断选取的木台材料能否满足木台的使用需求,采用满足木台使用需求的木台材料进行木台结构优化。采用本发明的方法,能够大大减小镀锡板板包木台的重量,减小镀锡板在生产运输过程中不必要的资源浪费。
2023-08-21 -
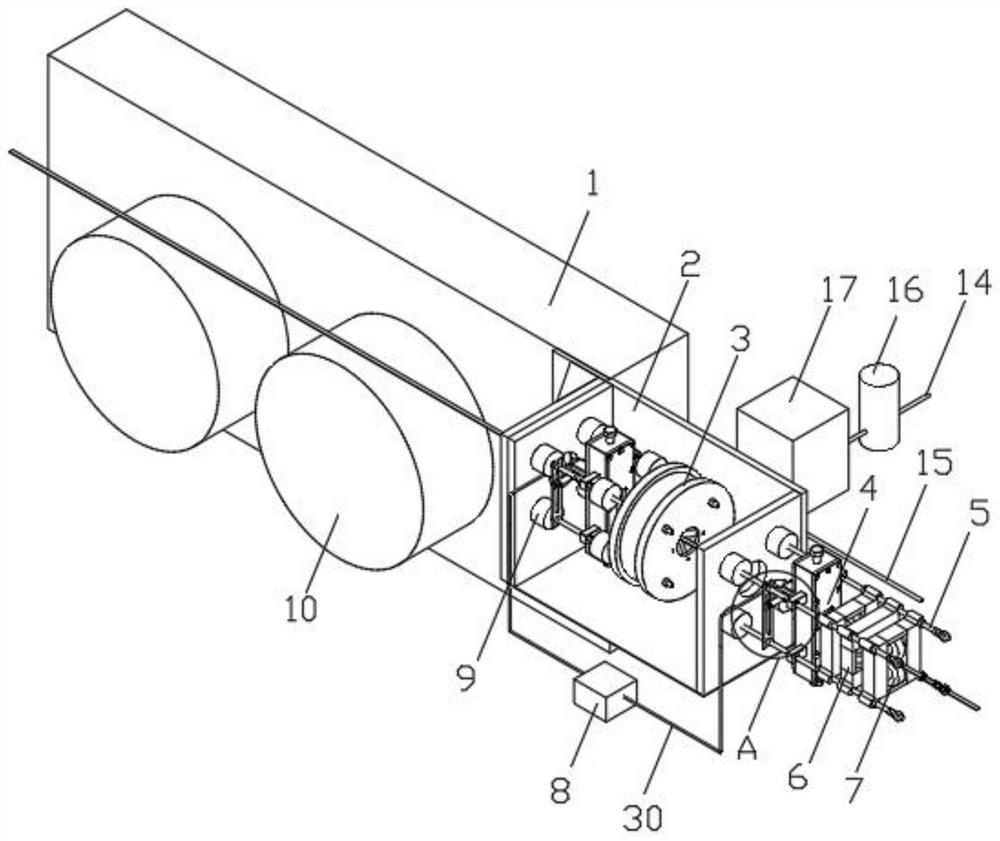
一种扁线产品用牵引收料设备
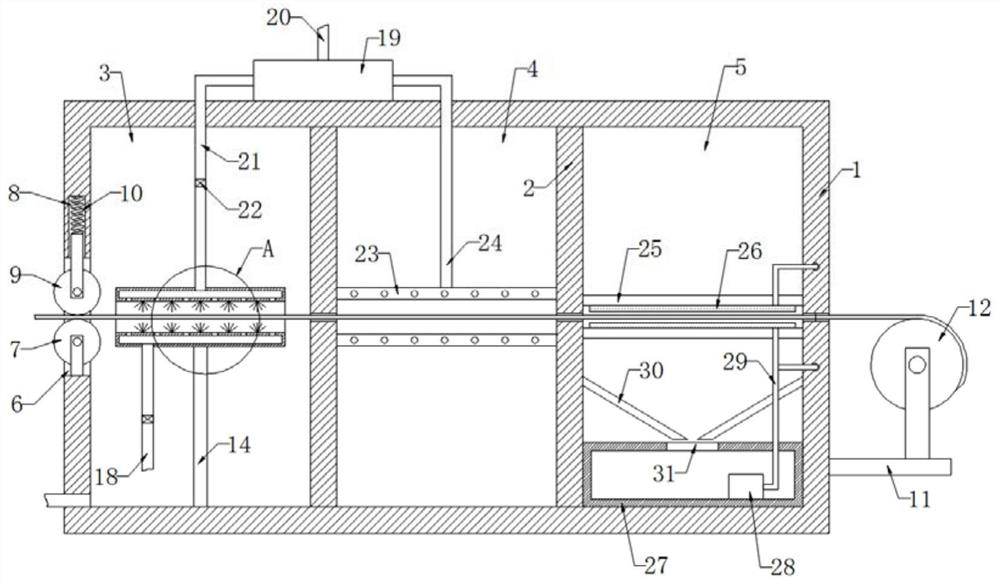
本发明公开了一种扁线产品用牵引收料设备,包括箱体,所述箱体内壁对称固定连接有两个隔板,两个所述隔板将箱体内等分为清洗室、烘干室和防护室,所述清洗室内壁开设有框口,所述框口内底部通过竖板转动连接有第一校平辊,所述框口内顶部开设有凹槽,所述凹槽内壁滑动连接有固定框,所述固定框内壁转动连接有第二校平辊,所述固定框上端通过弹簧与凹槽内顶部弹性连接。本发明通过第二校平辊在弹簧的作用下对扁线压紧,进而随着扁线在箱体侧壁传输时,第一校平辊和第二校平辊可以对扁线进行校直,通过单向进水管向U型框内泵水,使得水从出水孔喷出,进而在扁线传输时,刷毛和水可以对扁线上的脏污清洗干净。
2023-08-21 -
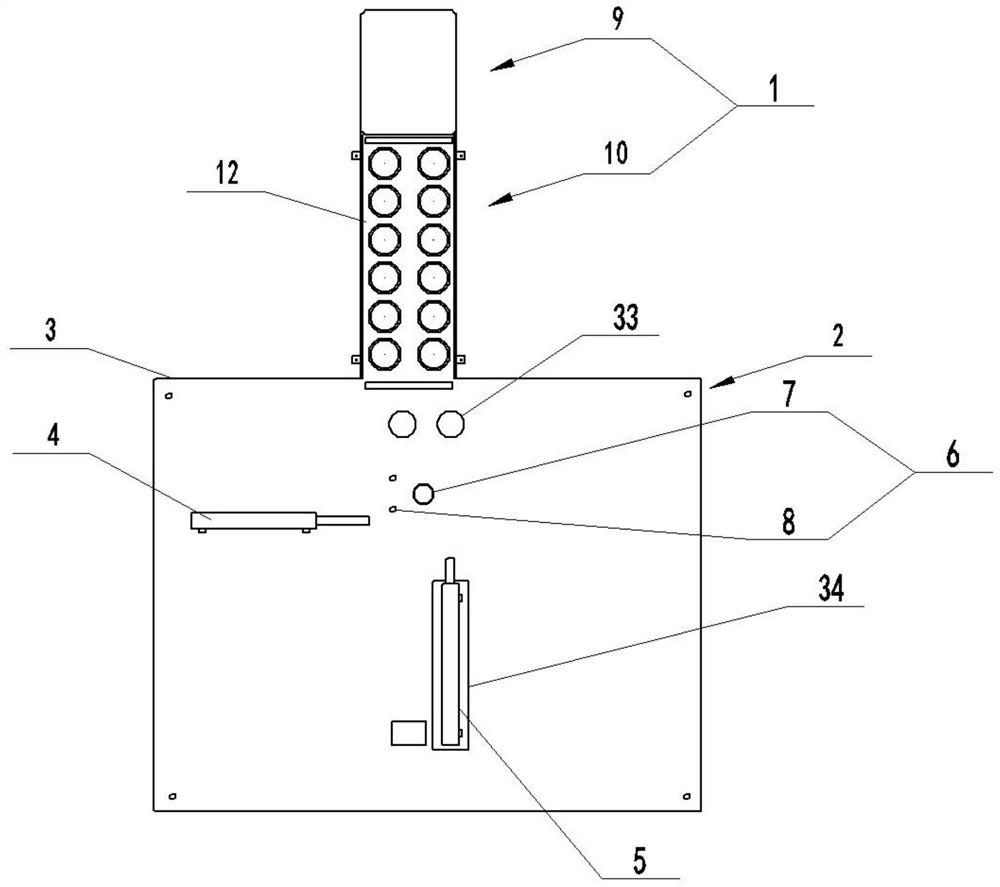
一种顶锚网自动送料折弯装置的电液联合控制系统
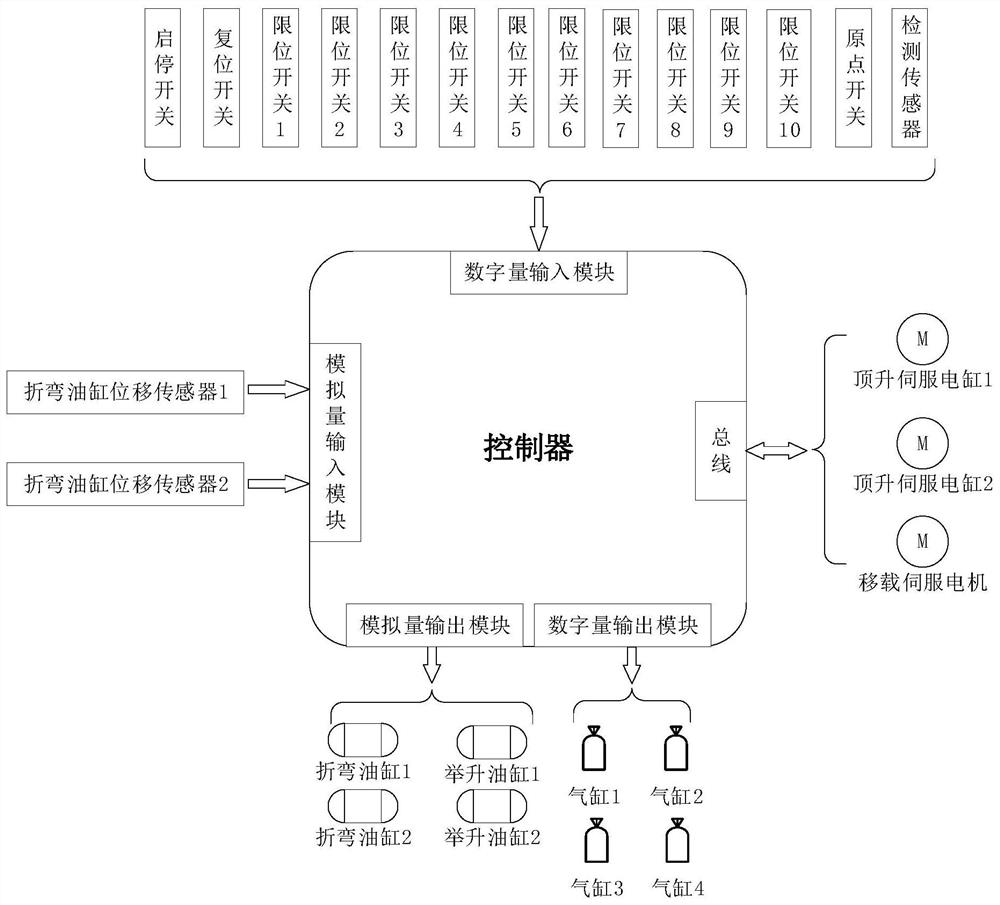
本发明公开了一种顶锚网自动送料折弯装置的电液联合控制系统,主要包括储料装置、取料机构、移载机构、折弯装置以及控制器;储料装置中的顶锚网顶升机构和移载机构使用伺服电缸;折弯装置中使用了折弯油缸;控制器负责处理各种限位开关和传感器输入信号以及向执行机构输出信号;控制器接收到启动信号后,会发送相应的控制指令给储料装置、取料机构、移载机构和折弯装置,然后整个控制系统根据储料仓取料、顶锚网传输、顶锚网折弯和顶锚网举升四道工序顺序循环执行;当控制器接收到暂停信号时,会停止当前正在作业的工序,直至收到恢复信号时再继续未完工序。本发明能替代顶锚网作业人工操作,提高工作效率,降低人员安全事故发生率。
2023-08-21 -
板坯扣翘头的控制方法
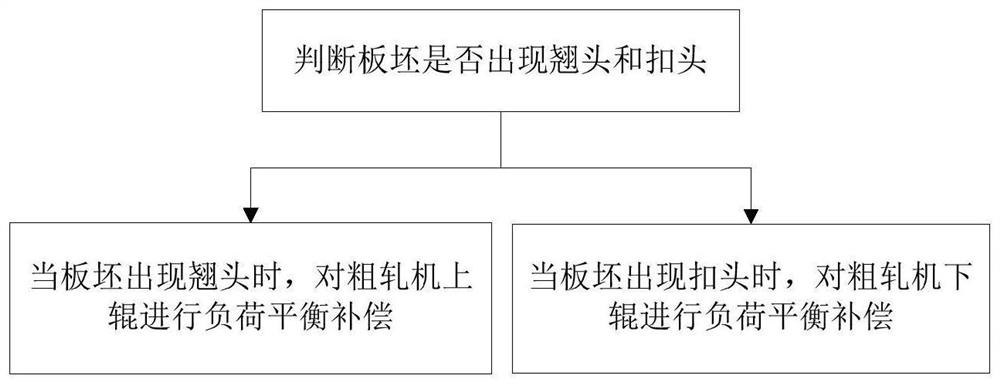
本发明公开了一种板坯扣翘头的控制方法,该方法包括:判断板坯是否出现翘头和扣头;当板坯出现翘头时,对粗轧机上辊进行负荷平衡补偿;当板坯出现扣头时,对粗轧机下辊进行负荷平衡补偿。本发明的板坯扣翘头的控制方法能够对板坯轧制中的出现扣头和翘头进行控制,避免板坯出现扣头和翘头,提高带钢的轧制质量,保证轧制生产线安全稳定运行。
2023-08-21 -
一种自动化的预制导线生产装置
本发明提供了一种自动化的预制导线生产装置,包括送线部件和弯折部件,弯折部件包括底板、第一弯折气缸、第二弯折气缸、弯折气缸运动组件和固定组件,送线部件将预制导线传送至弯折部件的合适位置,并将预制导线的一端固定住,且预制导线被固定组件夹持,第一弯折气缸的第一活塞杆朝向预制导线运动,在送线部件和固定组件的限制下,将预制导线伸出固定组件的部分朝第一活塞杆的延伸方向弯折;随后第二弯折气缸的第二活塞杆朝预制导线运动,在送线部件和固定组件的限制下,将预制导线伸出固定部件的部分朝第二活塞杆的延伸方向弯折;从而实现导线的弯折,由于采用纯机械进行弯折,使得预制导线的产品质量统一,加快了预制导线的生产效率。
2023-08-21 -
一种用于五金机械零件折角加工的折角可调节装置
本发明涉及五金机械技术领域,且公开了一种用于五金机械零件折角加工的折角可调节装置,包括固定架,所述固定架的内部设置有限制滑槽,所述限制滑槽的内部滑动连接有限制滑块,所述限制滑块的内部滑动连接有拉杆,所述拉杆的表面固定连接有固线柱,所述固线柱的表面设置有配合槽。该用于五金机械零件折角加工的折角可调节装置,通过固定架、限制滑槽、限制滑块、拉杆、固线柱、配合槽、配合弹簧、拉线、转动块、转动板、牵引锁链、转动轮、弧形滑轨、触动开关、固定轴和转换齿轮的配合使用,从而达到了能够调节折角装置的折角角度,增大了折角装置的通用性,减少了对折角装置的种类的需求,降低了成本效果。
2023-08-21 -
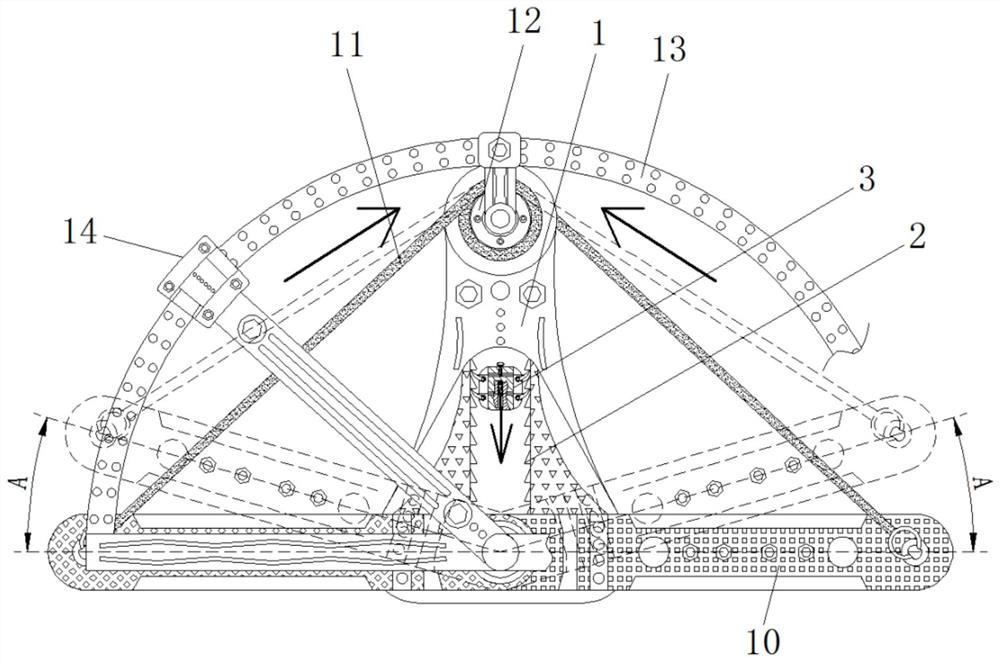
一种钢条螺旋折弯装置
本发明公开了一种钢条螺旋折弯装置,包括机架、左侧绕轴部件、径向变化部件、右侧定位部件、推进部件,机架为左侧绕轴部件、径向变化部件、右侧定位部件、推进部件的安装平台,机架的两端分别安装有左侧绕轴部件、右侧定位部件,左侧绕轴部件、右侧定位部件可配合联动,利用推进部件使左侧绕轴部件、右侧定位部件实现配合并对钢条进行定位夹紧,通过电机带动左侧绕轴部件、右侧定位部件转动,使钢条发生缠绕,通过径向变化部件的运动使钢条的缠绕直径发生变化,完成钢条的螺旋缠绕,本发明结构新颖,完成钢条的复杂折弯。
2023-08-21 -
一种高精密黄铜切割线用切割缩径设备
本发明公开了一种高精密黄铜切割线用切割缩径设备,包括底座,所述底座上端分别固定连接有两个第一竖板和两个第二竖板,两个所述第一竖板侧壁通过转轴转动连接有两个第一运输辊,两个所述第二竖板侧壁通过转轴转动连接有两个第二运输辊,所述底座上端通过支架固定连接有第一电机,所述第一电机活动端与其中一个第二运输辊同轴固定连接,所述底座上端固定连接有固定板。本发明通过多个丝杠转动使得滑块进通过固定杆带动弧形板滑动,使得多个弧形板之间组成的圆径与黄铜的缩径大小一致,操作简单,使用性强,通过调节电动推杆伸长,使得第一刀片与第二刀片接触对黄铜线切断,无需人工对缩径后的黄铜线搬运后切割,加快了黄铜线的生产效率。
2023-08-21 -
一种拐角固定钣金的锻造方法
本发明公开了一种拐角固定钣金的锻造方法,包括底座,底座的顶端固定安装有下模,下模的顶端的四个边角处均固定安装有固定柱,四个固定柱的顶端固定安装有顶板,顶板底端的中部固定安装有电动气缸,电动气缸的伸缩端固定安装有冲头,下模的中部开设有锻造槽,锻造槽槽底的中部开设有安装槽,安装槽的内部嵌设有导热板,导热板内部开设有环形槽,下模的内部开设有储液腔。本发明的拐角固定钣金在锻造的过程中,通过循环泵带动储液腔中的导热油循环,便于对导热板进行加热,从而对固定钣金进行加热,保证在锻造的过程中固定钣金表面温度恒定,避免因固定钣金表面温度过低影响锻造的效果。
2023-08-21 -
冲压模具
本发明公开了一种冲压模具,包括:上模,上模可上下移动;下模组件,下模组件包括底座和连接底座的下模,下模的顶部上设有通孔;压边圈,压边圈设在下模的相对两侧,压边圈向上伸出下模;顶杆,每个压边圈上设有顶杆,每个顶杆可上下移动;托料组件,托料组件包括阻尼件和托杆,阻尼件设在底座上,托杆的一端止抵在阻尼件上且另一端伸出通孔,托杆具有初始位置和终止位置,托杆处于初始位置时托杆的另一端与通孔之间具有预设高度,托杆处于终止位置时托杆的另一端与通孔的顶部平齐。本发明通过增加托料组件,能够解决坯料成型过程中钢材因自重下垂而导致变形的问题,实现钢材平衡和消除聚料的目的,进而消除起皱、叠料的质量缺陷。
2023-08-21 -
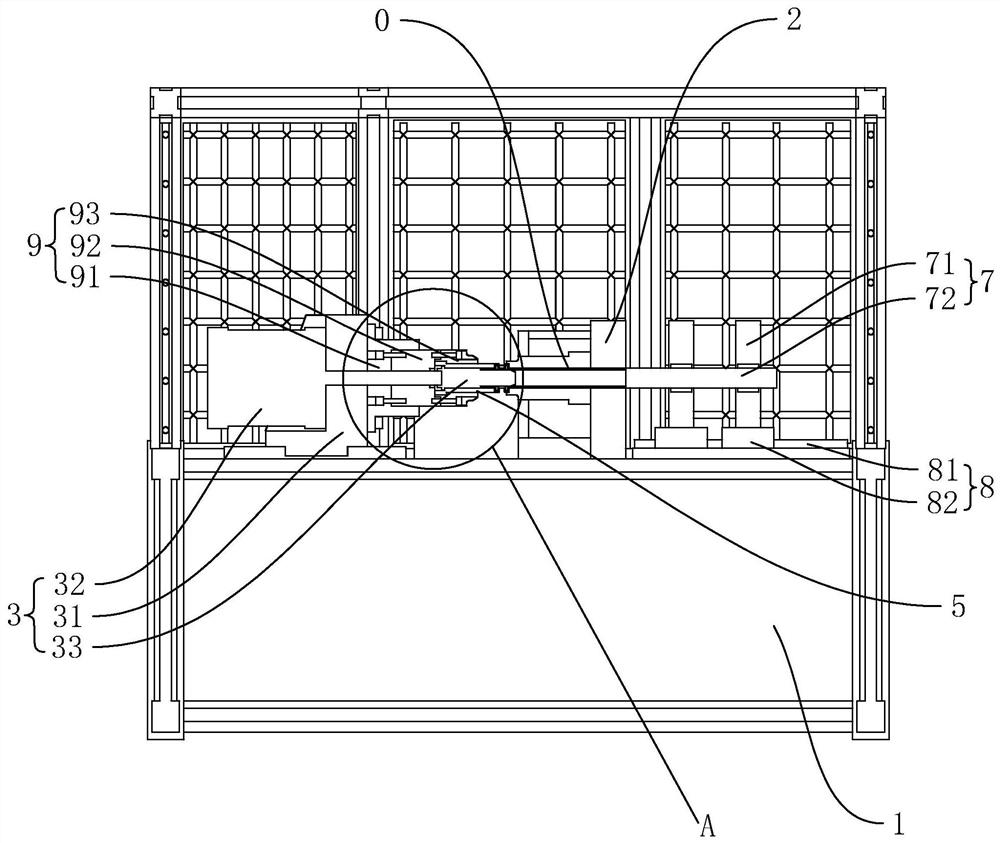
一种背衬轴承辊位置变化的齿条式调节装置
本发明涉及一种背衬轴承辊位置变化的齿条式调节装置,包括机架,所述机架上安装有驱动条,所述驱动条的一侧设置有偏心鞍座,所述偏心鞍座的内部设置有背衬轴承辊,所述背衬轴承辊的轴心线与穿设在背衬轴承辊内的芯轴的轴心线错位,所述偏心鞍座朝向驱动条的一侧设置有与驱动条啮合的稳定齿轮。本发明具有调整背衬轴承辊位置的优点。
2023-08-21 -
一种背衬轴承辊位置变化的斜楔式调节装置
本发明涉及一种背衬轴承辊位置变化的斜楔式调节装置,包括机架,所述机架内安装有斜楔,所述斜楔的一侧设置有偏心鞍座,所述偏心鞍座的内部设置有背衬轴承辊,所述背衬轴承辊的轴心线与穿设在背衬轴承辊内的芯轴的轴心线错位,所述偏心鞍座朝向斜楔的一侧设置有与斜楔契合的斜面。本发明具有调整背衬轴承辊位置的优点。
2023-08-21 -
一种ODS合金包壳管的棒坯挤压装置
本发明涉及一种ODS合金包壳管的棒坯挤压装置,具体涉及挤压坯料与挤压后棒坯截面积比在8.7—11之间的大长径比ODS棒坯的挤压成形装置。挤压筒设计成双层圆柱形结构,由挤压筒外衬和挤压筒内衬通过热装配完成,在挤压筒内衬的中部加工挤压筒热偶孔,挤压筒安装到挤压机基座内;挤压模设计为内锥形结构,顺接到一个直径为棒坯外径的圆柱形孔洞,挤压模固定到挤压机工作台出料孔上端;挤压石墨垫为电极石墨,加工成与挤压筒内衬内径相同的尺寸,使用过程中直接放置到挤压筒中挤压坯料上方;挤压模座设计成伞形结构,挤压模座放置到挤压机工作台的出料孔中,在挤压模的正下方。本发明能够实现快速、高效生产用于加工ODS包壳管的棒坯材料。
2023-08-21 -
一种灭火器瓶体加工送料装置
本发明涉及一种灭火器瓶体加工送料装置,包括卷盘机底座、卷盘机机身、第一电机、连接杆、第一转盘、扇形板、铰接杆、限位杆,在所述卷盘机底座上设置卷盘机机身,在卷盘机机身一侧安装上设置第一电机,第一电机的一侧与连接杆连接,第一转盘安装在连接杆上,以第一转盘的圆心为轴线均匀设置扇形板,在每一个扇形板上安装铰接杆,第一限位杆对应设置在每个铰接杆上。本发明的优点:本发明加工卷圆成型后直接焊接,焊接完成后进行自动切割打磨,筒身表面棱边较小。设备适合不同规格灭火器瓶体的生产,操作简单,精度高,全程机器自动传输,节省人工,生产效率高。
2023-08-21 -
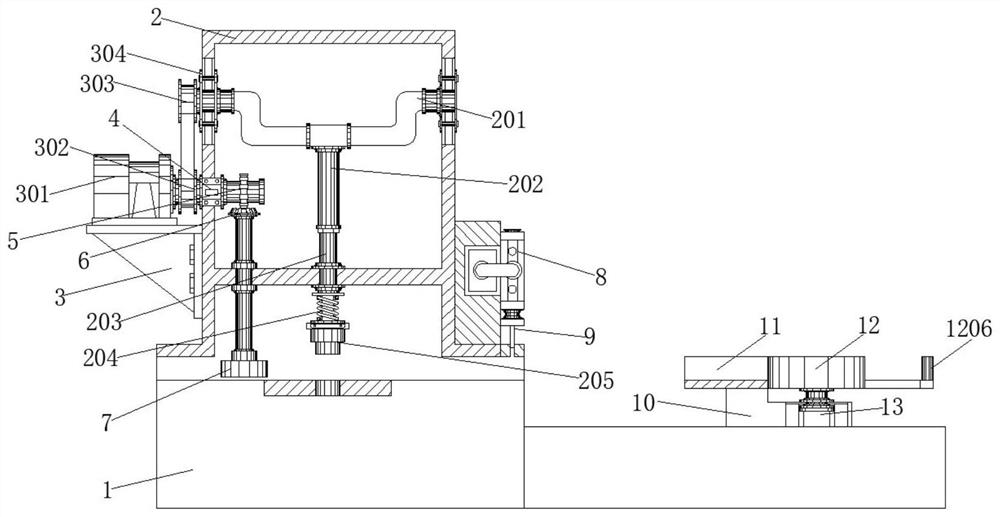
一种翻边成型设备
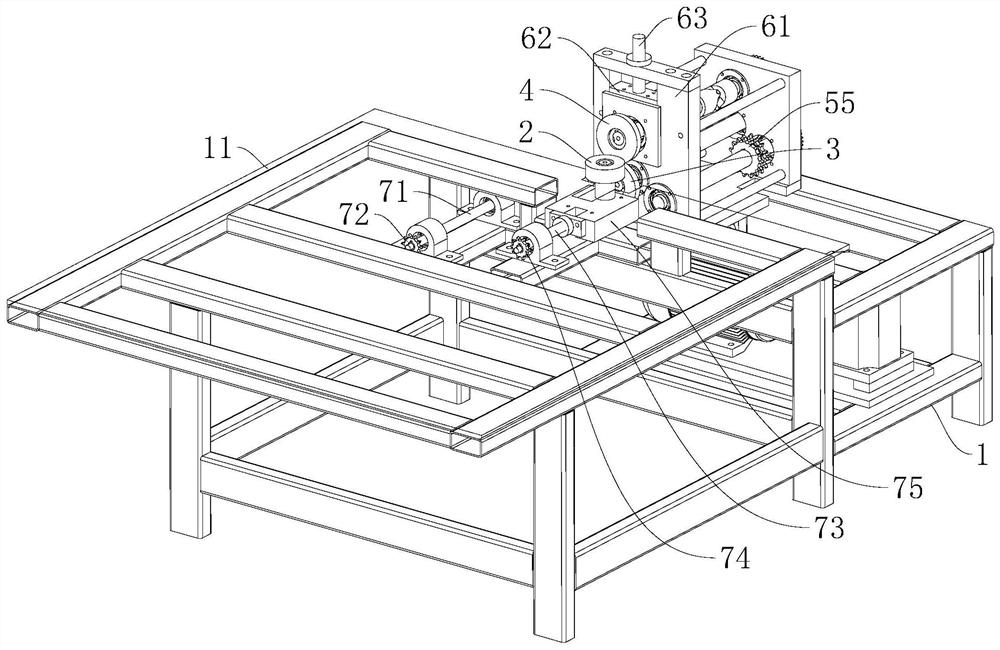
本发明公开了一种翻边成型设备,包括第一定位部件、第二定位部件、压制部件以及旋转驱动机构;所述第一定位部件可转动配置,所述第一定位部件的圆周面用于与工件的内壁抵接;所述第二定位部件的圆周面用于承托工件的外壁上的待成型翻边的第一端面;所述压制部件的圆周面用于与工件的外壁上的待成型翻边的第二端面抵接;所述旋转驱动机构用于驱动所述第二定位部件以及所述压制部件转动。该翻边成型设备能够确保受力均匀,成形美观,提高加工质量的同时,加工效率也得以大大提升。
2023-08-21 -
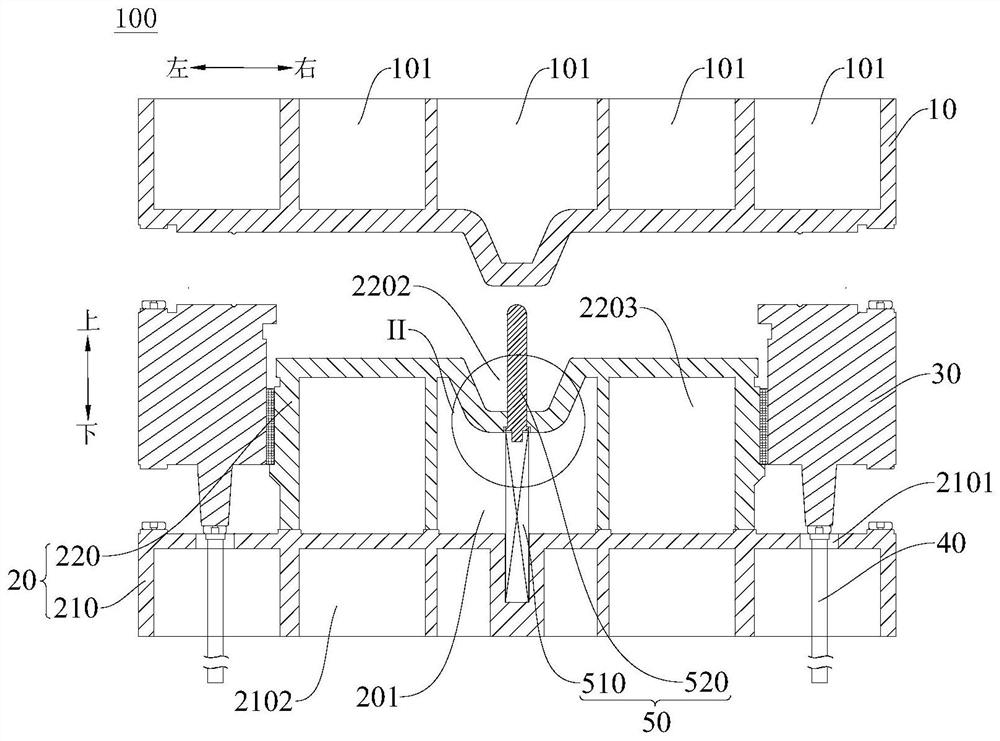
一种油轨闭式挤压工艺及模具
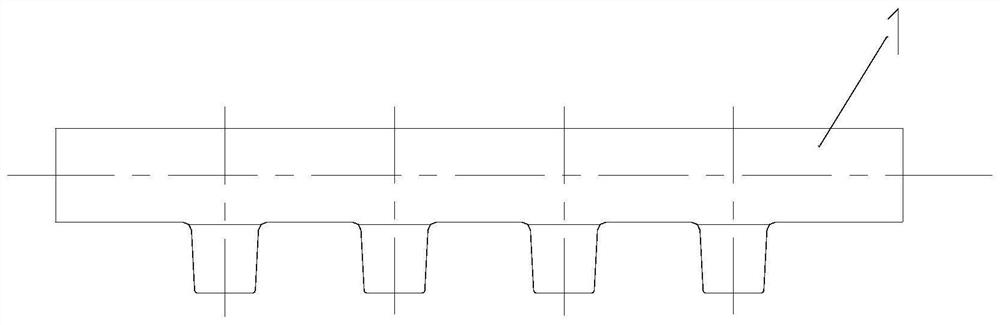
本发明涉及油轨制造技术领域,尤其是一种油轨闭式挤压工艺,包括下料步骤、加热步骤、锻压成形步骤和锻后处理步骤,锻压成形步骤依次进行料坯中部加热、闭式挤压预锻成形、料坯两端加热和闭式挤压终锻成形,闭式挤压终锻成形后获得去掉飞边切除台阶的油轨终锻成形件,油轨终锻成形件上设有若干凸起部位能够保证油轨成形质量稳定和锻造成形流线的完整,增加油轨服役时的可靠性,而且可以节约油轨的原材料并提升其生产效率;本发明还提供一种模具。
2023-08-21 -
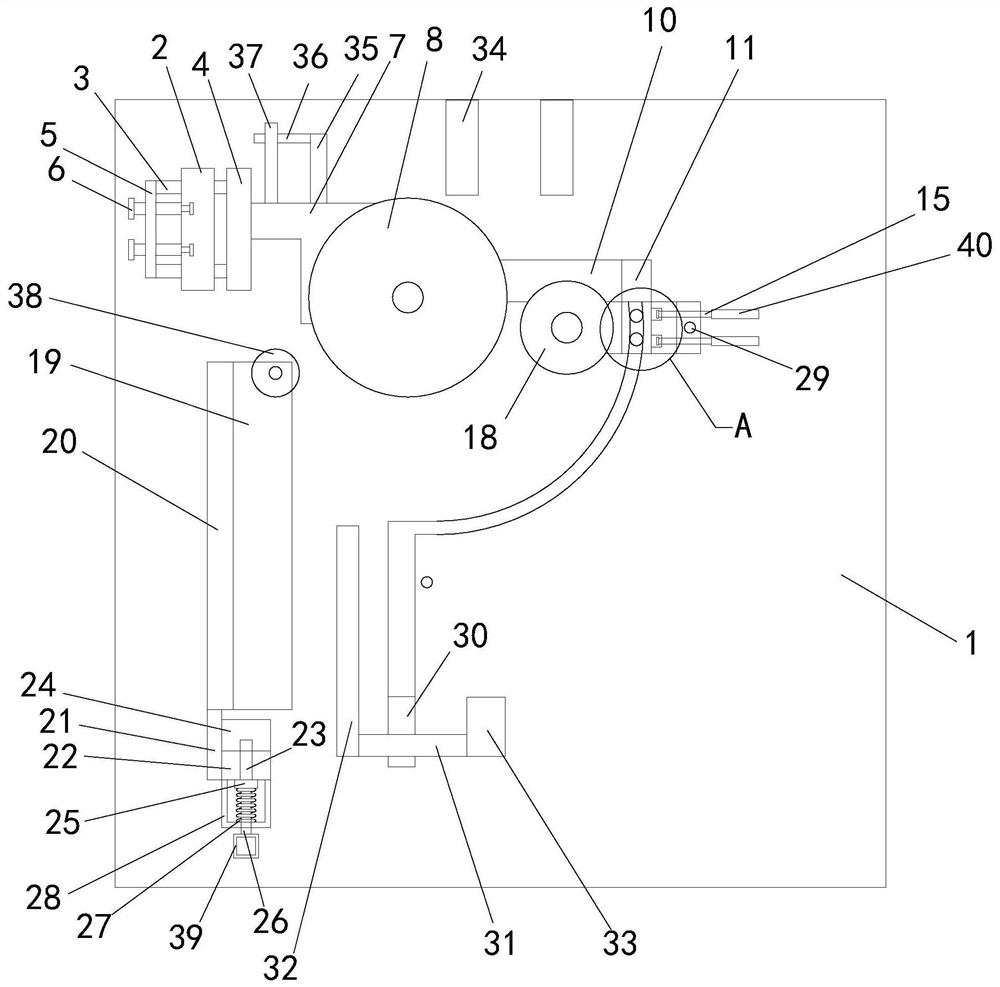
一种金属包装盒制造冲压工艺
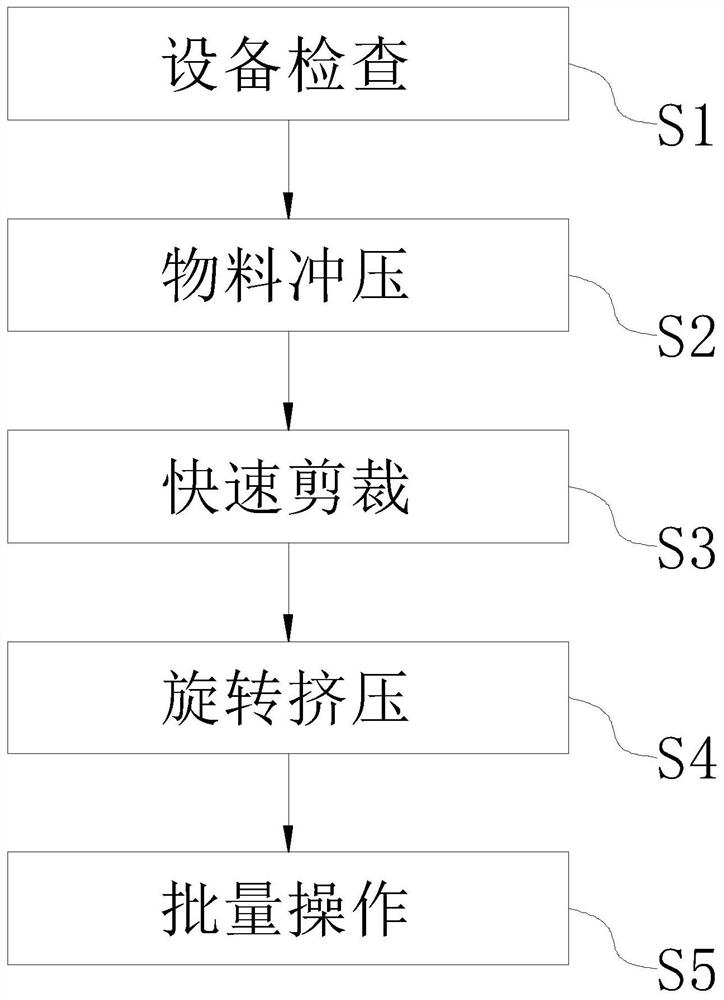
本发明涉及一种金属包装盒制造冲压工艺,涉及金属制造加工工艺的技术领域,其使用了一种金属包装盒制造设备,该设备包括底板、工作台、支撑柱、冲压剪切装置、挤压装置。本发明通过冲压剪切装置与挤压装置在该设备上依次进行冲压、冲裁以及旋转挤压的操作,减少了人工干预,简化了操作步骤,提高了自动化程度,并实现了降低操作人员的劳动强度、提高工作效率的效果;通过冲压剪切装置与挤压装置有效节省对其他设备的使用,直接降低了生产所需的成本。
2023-08-21 -
一种小型医疗支架折弯机及其折弯方法
本发明涉及医疗支架技术领域,具体为一种小型医疗支架折弯机及其折弯方法,包括架板、固定板、定位轴、连接板、联动板、限位螺钉、转接板、第一滚轮、电机、旋转板、凸块和调整块,调整块的后端固定连接有卡轴,调整块的右端上部和右端下部均固定连接有凸轴,各凸轴的右端均转动连接有螺杆,调整块的右侧均设置有第一连板,第一连板的前端固定连接有第二连板,第二连板的前端左部铰接有第二滚轮,架板的前端左部设置有压板,压板的左端固定连接有纵板,纵板的底端固定连接有长板,长板的右端底部固定连接有悬臂板,架板的前端底部设置有卡板;其便于设备的使用,尺寸精度较高,便于对折弯区域进行定位。
2023-08-21 -
门壳自动线换模系统
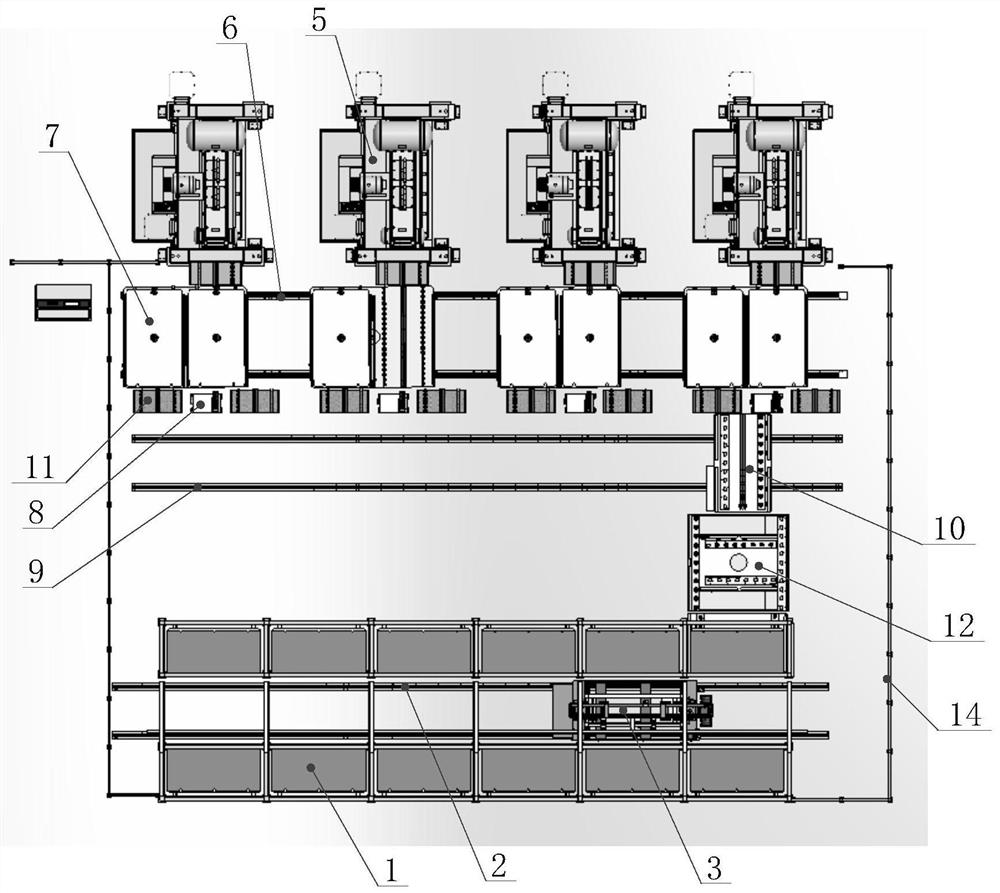
一种门壳自动线换模系统,该门壳自动线换模系统包括模具库、堆垛机构、压机、换模机构以及推拉装置。其中,模具库用于存放门壳模具,堆垛机构用于将门壳模具从存放空间中存放或取出,压机用于将门壳模具压制成型,换模机构用于对压机进行门壳模具在压机上的换模,第二推拉装置用于实现门壳模具在换模台车以及压机工作台上推拉。通过上述结构设计,本发明所提供的门壳自动线换模系统能够实现门壳模具的自动储存、自动上线、自动压制成型、自动输出与换模。本发明具有系统设计合理,能够实现门壳模具压制成型的全机械化作业,其不仅产品得到了提高,其工作效率也得到了极大程度地提高。
2023-08-21 -
保护罩成型机
本发明公开了一种保护罩成型机,包括机架以及设在所述机架上的弯折机构、翻边机构和调距机构;弯折机构包括弯折滚轮,翻边机构包括成型滚轮和挤压滚轮,挤压滚轮的外周面上环绕地设有挤压环,成型滚轮的外周面上环绕地设有成型槽,挤压环和成型槽相对设置,弯折滚轮、挤压滚轮和成型滚轮两两相邻设置;调距机构包括活动连接于机架的调距部件,挤压滚轮设在调距部件上,调距部件驱动挤压滚轮靠近或远离成型滚轮运动;成型滚轮和挤压滚轮可将原材料压折出翻边,调距部件能够调节原材料的翻边角度,适应多变的生产需求,原材料经挤压滚轮和成型滚轮的翻边加工后,在弯折滚轮的导向作用下弯折,完成保护罩的加工。
2023-08-21 -
旅客观察窗窗框精密模锻件等温模锻成型工艺
本发明提供了旅客观察窗窗框精密模锻件等温模锻成型工艺,包括以下步骤:将旅客观察窗窗框铸锭进行轧制;将轧制后的坯料进行模锻成型,所述模锻成型中的成型工艺为依次进行的终压1火和终压2火。本申请通过进行分步模锻成型,优化了过程中关键控制参数,使得模锻成型工艺得到的窗框缺陷减少,实现了窗框的等温精密模锻成型。
2023-08-21 -
一种链条生产加工过程中的质检设备
本发明公开了一种链条生产加工过程中的质检设备,包括加工设备本体和箱体,所述箱体的内部开设有空腔,所述箱体两侧的靠中间位置均开设有通槽,所述通槽的内部固定连接有传送带,所述传送带的两侧均延伸至通槽的外部。该链条生产加工过程中的质检设备,通过传送带、驱动气缸以及箱体的设计,使得本装置具有线上检测的功能,从而能够让使用者随时对链板进行抽查,从而能够有效的避免出现大批量不良品的情况出现,为使用者减少经济损失,通过螺纹顶杆、第一孔径测量柱、第二孔径测量柱以及第三孔径测量柱的设计,使得本装置能够对多个尺寸链板的孔径进行检测,从而提高了本装置的灵活性,给使用者带来便利。
2023-08-21 -
一种改善钛合金锻件表面质量的方法
本发明公开了一种改善钛合金锻件表面质量的方法,其利用锻造下压量控制,提高终锻温度并改变以往方形锻造为多边形锻造,来有效减轻或消除钛合金锻件表面树皮纹及开裂等缺陷。本发明通过改善钛合金锻件表面质量,提高工艺性及成材率,降低生产成本,更加符合工业化批量生产要求。
2023-08-21 -
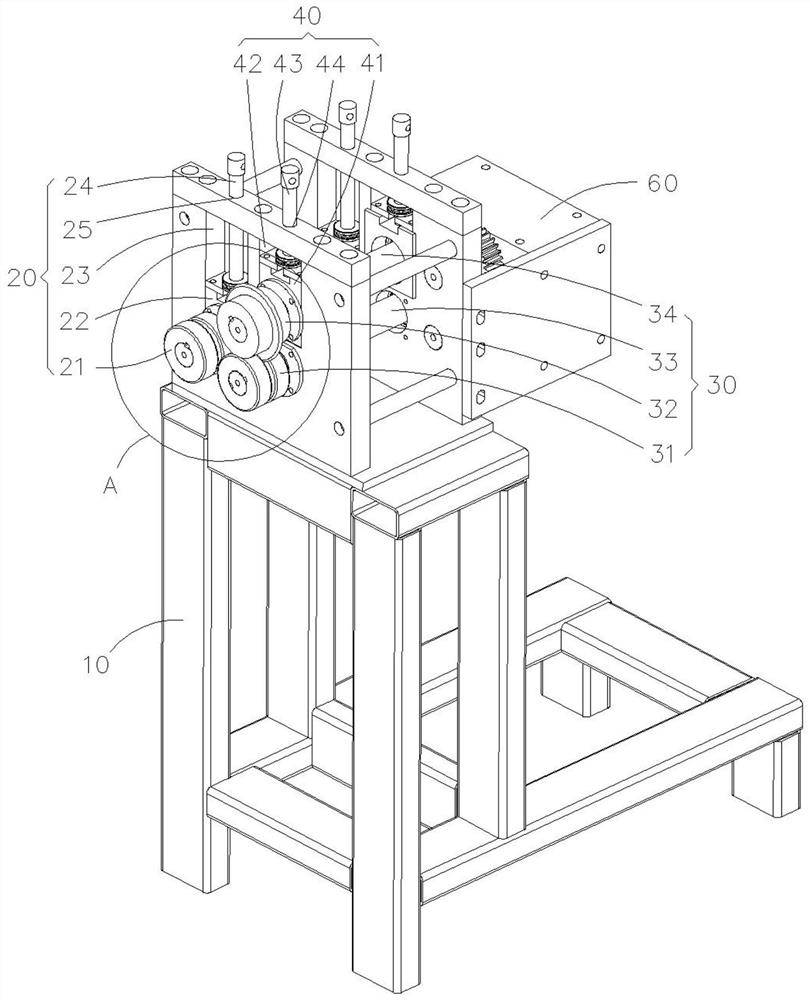
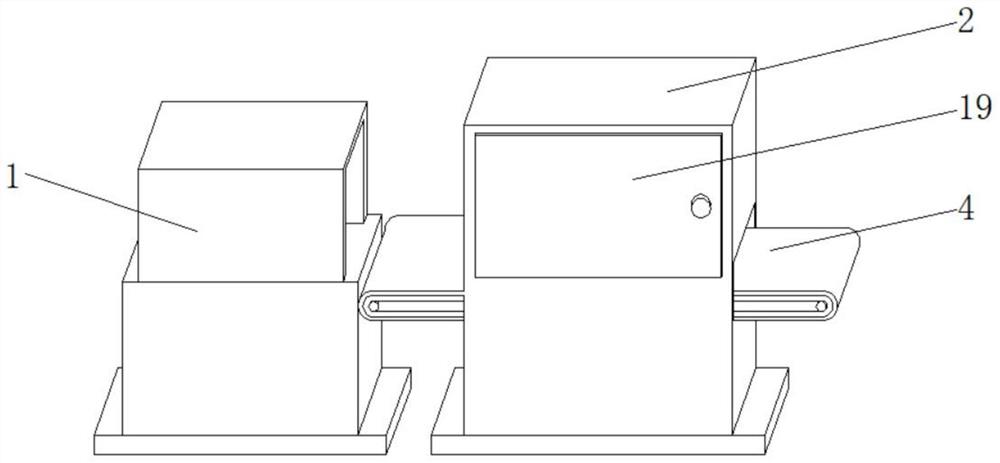
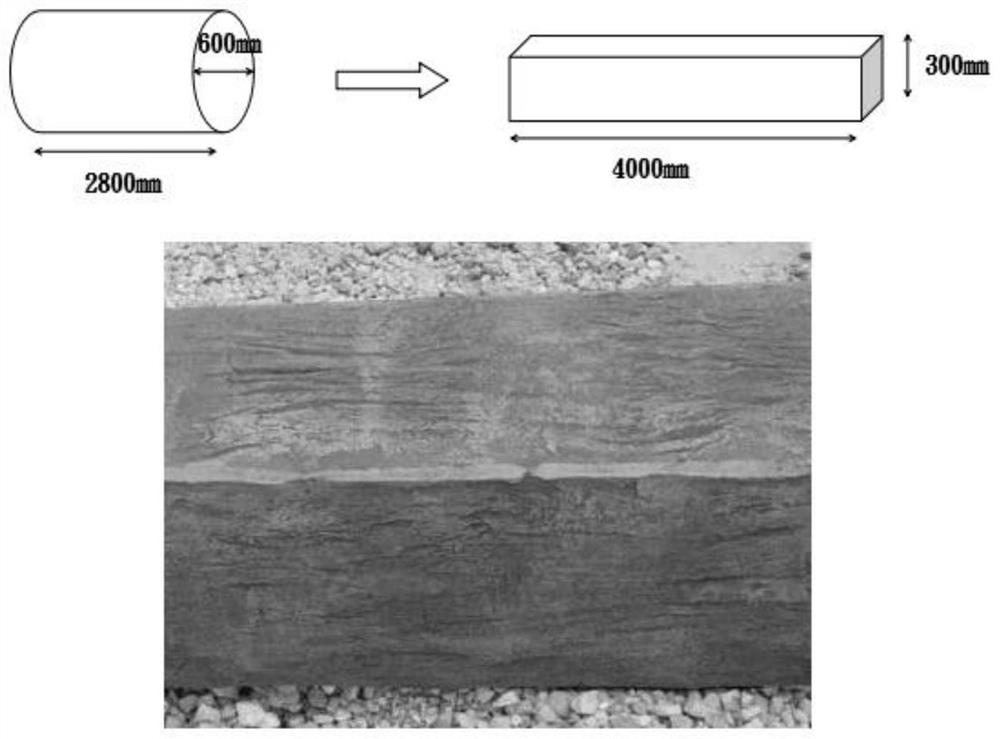
一种无缝钢管热轧成型工艺
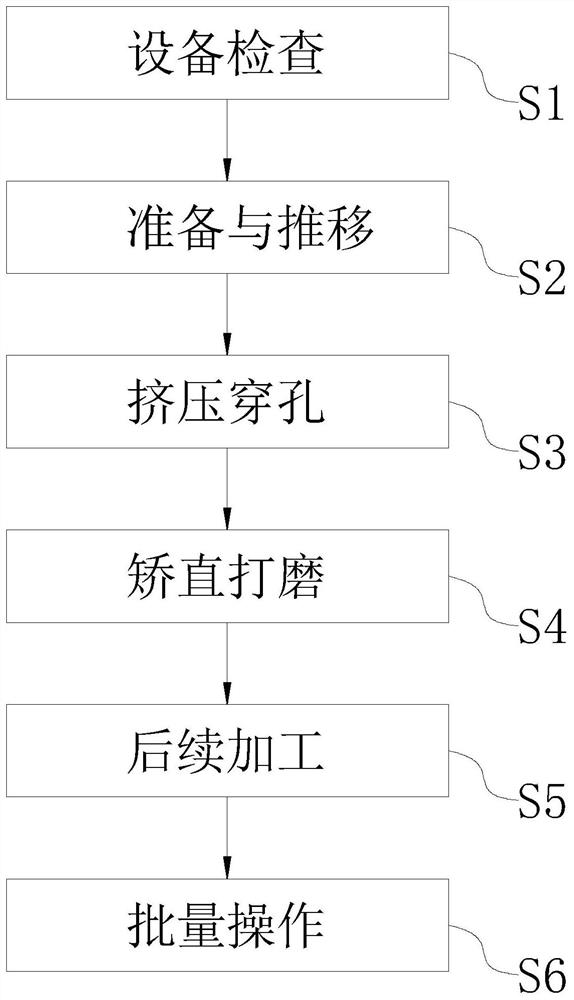
本发明涉及一种无缝钢管热轧成型工艺,涉及热轧工艺的技术领域,其使用了一种钢管热轧成型设备,该设备包括固定座、安装座、安装架、穿孔装置、矫直打磨装置以及转动挤压装置。本发明通过穿孔装置与矫直打磨装置在钢胚穿设挤压成钢管的过程中,始终使钢管保持转动挤压的状态,减少重力以及固定柱的误差带来的影响,进而实现提高钢管成型后厚度与边宽的均匀性的效果;本发明通过矫直打磨装置对钢管的外侧壁进行一定程度的平整与打磨,避免钢管表面的出现较大的凸起与毛刺,降低后续精整所需要的时间,进而实现提高钢管成型的工作效率的效果。
2023-08-21 -
一种有色金属熔炼电极的压制装置及其压制方法
本发明公开了一种有色金属熔炼电极的压制装置及其压制方法,包括:冲压装置、起吊装置、移动限位装置以及模具组,模具组包括多个模具,模具包括模具一和模具二,模具一和模具二均各自依次叠加布置在台板上,模具一开设有通孔一,模具二嵌装在通孔一中,模具二开设有通孔二,通孔二能够与压杆位置对应,衬板位于两个相邻的两个模具之间。本发明通过设置多个模具,该设置能够使得模具的数量可变,可根据生产需要来选取合适的模具的数量;通过分次压制,能够有效保证电极的密实度,确保其能够达到熔炼的最佳要求;通过设置模具一和模具二,模具二嵌装在模具一中,该设置能够有效避免因缩径造成的模具损伤,使模具更经久耐用。
2023-08-21 -
一种具有接料装置的大型模锻件切边模具
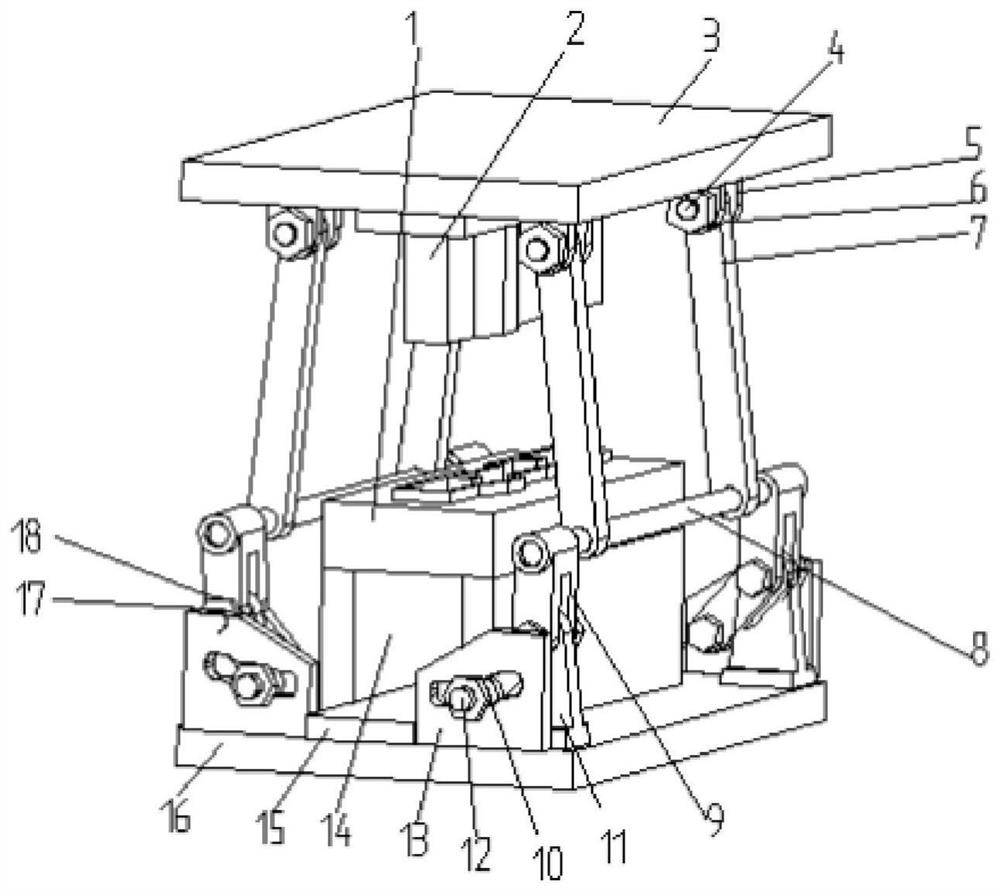
本发明公开一种具有接料装置的大型模锻件切边模具,在切边模具四角对称设置的4根传动连杆,传动连杆的上端与上模座轴接,传动连杆的下端与摆动杆的一端轴接,摆动杆的中间位置与下支架轴接,摆动杆的另外一端与第二联接螺纹轴固定,第二联接螺纹轴插入凸轮的凸轮槽内;下托板设置在切边下模的出口下端,下托板与凸轮固定;所述凸轮槽包括弧形段和直线段;所述弧形段是以第三联接螺纹轴为圆心的同心弧型;本发明的优点是:不需要采用额外的动力源,采用连杆和凸轮机构,把切边压力滑块向下工作的运动转变为接料下托板的向上运动,并在一定高度保持静止,降低切边后锻件的下落距离,减小初始势能从而减小冲击力,最终消除锻件变形和损伤。
2023-08-21 -
一种方便拼装的铜杆接头铜杆拉丝生产工艺
本发明公开了一种方便拼装的铜杆接头铜杆拉丝生产工艺,涉及铜杆拉丝生产领域,针对铜杆拉丝过程中容易氧化以及拉丝过程剧烈,容易导致铜杆表面出现裂痕的问题,现提出如下方案,包括以下步骤:步骤一、原料处理:借助砂纸手动去除铜杆外部的氧化薄膜,然后放入冷水池中浸泡冲洗,然后取出烘干;步骤二、将步骤一中的铜杆一端固定,然后移动其中一端,将铜杆拉粗伸至原长度的1.5‑2倍。本发明通过多次对铜杆拉丝,避免每次拉丝时铜杆截面积骤变的情况,减少铜丝表面拉痕,同时铜杆退火后,放置在保护气体中冷却,以及铜丝表面喷射一次防护油漆,阻绝铜丝直接与空气接触,减缓氧化,提高产品质量,而且在两端接口处灼刻不同的标记,方便拼装。
2023-08-21 -
一种铜丝的轧制方法
本发明公开了一种铜丝的轧制方法,涉及铜丝生产技术领域,针对目前的铜丝的在轧制后的结构强度不够高,表面也不够光滑,铜丝的品质不够好的问题,现提出如下方案,一种铜丝的轧制方法,其特征在于,包括以下步骤:步骤一:挑取纯度为99.999%的电解铜块,选好备用;步骤二:将选好的电解铜块放到高温加热车间中,将电解铜块加热到1750摄氏度,电解铜块通过高温熔化成铜水,本发明将铜杆通过火焰喷射处理,提高了所制成铜丝的品质,将粗细合适的铜丝放到铜清洗液中,进行清洗,提高了铜丝的品质,在300摄氏度以下时进行第一次轧制,在100摄氏度以下时,进行第二次轧制,从而使铜丝比不仅具有很高的表面质量的同时,还具有很好的结构强度。
2023-08-21 -
一种不锈钢型材的温轧工艺
本发明公开了一种不锈钢型材的温轧工艺,该工艺具体包括以下步骤:材料从两个铍铜轮之间经过,转动螺栓,根据材料的生产要求对两个铍铜轮的间距进行调节,材料运动的同时带动铍铜轮转动,与铍铜轮外圆面接触的铜电刷与电源连接形成完整回路,两触点间的材料被加热;通过四个轧辊对材料进行挤压变形,水雾通过四个水雾喷咀喷出,喷出的水雾定向精准喷淋到轧辊外圆面进行冷却,高压空气对轧辊外圆面进行风冷,并将轧辊外圆面的水雾吹干并沉积成水迹,对轧辊进行降温,并对轧辊外圆面的干燥,如此循环往复,对轧辊的温度进行控制;本发明减少材料变形抗力,减少材料加工道次,减少生产成本,实现对轧辊的温度控制,保持辊缝稳定性。
2023-08-21 -
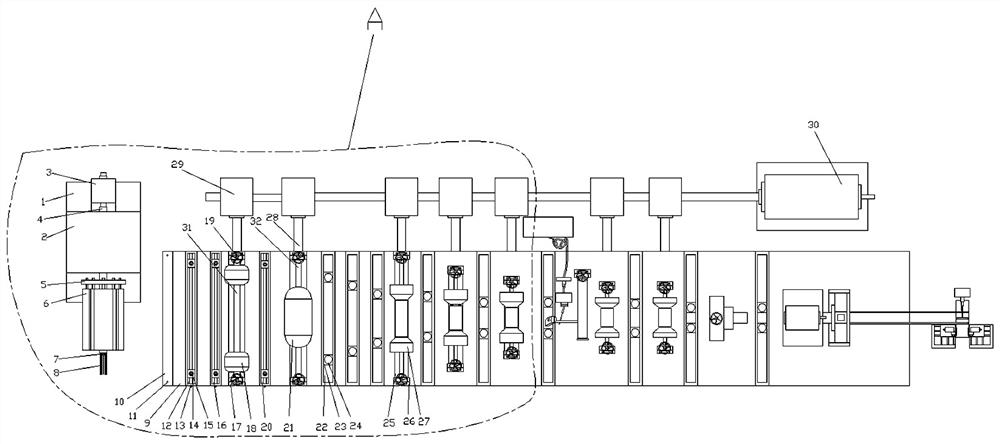
连续成型耐腐蚀无缝铝合金管材生产方法及生产线
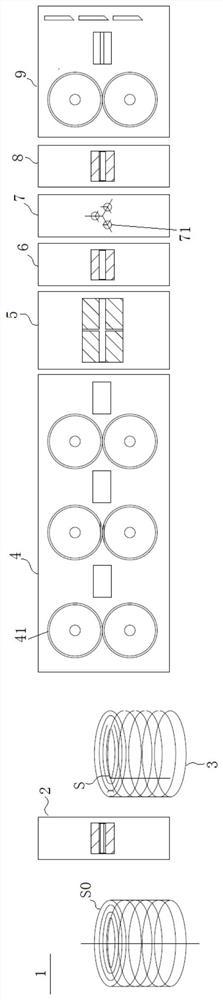
本申请涉及一种连续成型耐腐蚀无缝铝合金管材生产方法及生产线。连续成型耐腐蚀无缝铝合金管材生产方法包括以下步骤:连续拉拔成型铝合金管材,并收卷;矫直及清洗收卷的铝合金管材;加热退火铝合金管材;对铝合金管材进行喷锌处理;在线涡流探伤及切割铝合金管材。连续成型耐腐蚀无缝铝合金管材的生产线包括:依次衔接设置的盘拉设备、收卷盘、放直装置、清洗装置、热处理装置、喷锌装置、探伤装置及切割装置;其中放直装置在矫直铝合金管材时,其能够带动铝合金管材依次穿过清洗装置、热处理装置、喷锌装置、探伤装置及切割装置。本申请可以大幅度减少生产员工的数量,降低生产成本,提高生产效率及成品率,并且还可以大幅减少对环境的影响。
2023-08-21